Станок Булат Гнутик для холодной ковки
- Доска объявлений
- Металлообработка
- Кузнечное оборудование
- Станки для ковки
Объявление не актуально!
Ручной станок для холодной ковки. Гнет 7 элементов — от уголков и зигзагов до колец и волн.
Закаленные ролики, якорь загиба под 90 градусов. Подходит для усиленных профилей, прутков и полос.
От производителя, без посредников. Доставим по РФ за 5 дней.
Украшения для заборов, ворот и оград — делайте сами и экономьте!
Создано 03.12.2019 Изменено 27.01.2022
Станки по металлу Металлообрабатывающие станки Оборудование для ковки Станок для ковки
Прикрепленное видео
Похожие объявления
Станок для холодной ковки
Состояние: Новый Год выпуска: 2015
В наличии
Челябинск (Россия)
60 000
Интересные статьи партнеров
8 уникальных наручных часов из дерева
Комплексная поставка и запуск станков в Краснодарском крае
Чикагский художник по металлу укрепляет сварочные навыки ежедневным рисованием
Пусконаладка фрезерно-гравировального станка с ЧПУ WoodTec HA 2030 C в Новосибирске
Есть идея: Самодельная вертикальная форматка
Как сделать гидравлический листогиб с усилием гибки 40-тонн своими руками
Запуск оптоволоконного лазера с труборезным механизмом LF6015CR/3000 IPG во Владивостоке
Поставка и запуск оптоволоконного лазерного станка XTC-1530HT/1500 IPG в Краснодаре
Вы недавно смотрели
Все просмотренные объявления →
Станки для холодной ковки Stancraft
С 2017 года производим и доставляем станки по Беларуссии и СНГ
Каталог
Оплата и доставка
Отзывы
ЗАКАЗАТЬ
Гарантия 12 месяцев
на все станки
Доставка
по всей Беларуссии
Оплата станков
при получении
+7 (495) 118-42-70
Закажите комплект 6 станков + 3 насадки со скидкой 50% за 2 600 BYN
КОВАНАЯ МЕБЕЛЬ, ВОРОТА, ТЕПЛИЦЫ И ДР. СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
СВОИМИ РУКАМИ ПО ЦЕНЕ МЕТАЛЛА
Не нужен опыт
Подойдет тем, кто не занимался ковкой.
Инструмент, который работает
Заводское качество. Конкуренты копируют внешний вид, не разбираясь в технологии.
Обучаем работе
Дружное сообщество — 35 000 подписчиков, десятки обучающих видео и гайдов.
Средний рейтинг на маркете — 4.9
Более 100 настоящих отзывов клиентов.
Скидка 50% на комплект
Закажите комплект сегодня по скидке.
«Улитка»
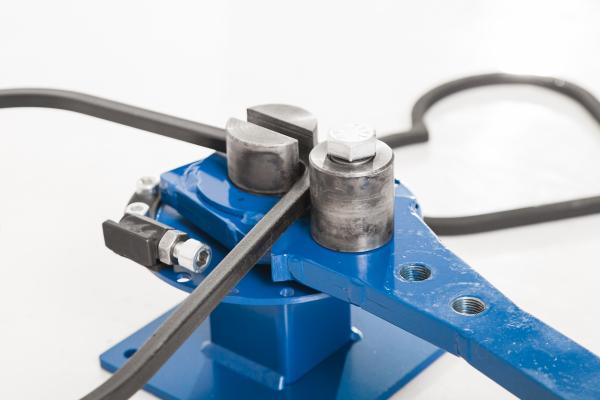
«Гнутик»
«Торсион + корзинка»
«Волна»
«Трубогиб»
Станок «усиления»
Насадка «Кольцо/Завиток»
Закажите комплект
6 станков + 3 насадки
со скидкой 50% за 2 600 BYN
Нашими станками пользуются
более 12 тысяч человек
Все люди разного уровня: от новичков до мастеров
Комплект 3 станка (3 станка = 5 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Комплект 3 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Комплект с
Мини — Атлантом
Комплект 3 станка
(3 станка = 5 функций)
1 240 1 040 BYN
ЗАКАЗАТЬ
Комплект 4 станка (4 станка = 6 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы «Викинг»
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Комплект 4 станка
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
Улитка
Торсион + корзинка
Гнутик
Профилегиб «Викинг»
Комплект с
Мини — Атлантом
Комплект 4 станка
(4 станка = 6 функций)
1 600 1 370 BYN
ЗАКАЗАТЬ
Комплект 5 станков (5 станков = 7 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Профилегибы (выберите ниже)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
Улитка
Торсион + корзинка
Гнутик
Профилегибы
(выберите ниже)
Комплект с
Мини — Атлантом
Комплект 5 станков
(5 станков = 7 функций)
1 620 BYN
1 790 BYN
2 100 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Комплект 4 станка + ролики (4 станка + ролики = 8 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Фигурные ролики (на выбор)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Комплект 4 станка + ролики
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ СОЗДАНИЕ СТРУКТУРЫ НА ПРОФ. ТРУБЕ ( КОСИЧКА, ВОЛНА, ПЛИТКА)
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
Фигурные ролики (на ваш выбор)
Комплект с
Мини — Атлантом
Комплект 4 станка + ролики
(4 станка + ролики = 8 функций)
2 550 2 260 BYN
ЗАКАЗАТЬ
Комплект 6 станков + 3 насадки (6 станков = 12 функций)
Наименование станков
Функции
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы ( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Комплект с Викингом
Комплект
с Мини — Атлантом
Комплект с Атлантом
✔ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ ТОРСИРОВКА
✔ ФОНАРИКИ
✔ СГИБАНИЕ ПОД ПРЯМОЙ УГОЛ, СЕРДЕЧКИ
✔ СКРУЧИВАНИЕ В ПОЛУКРУГ, КОЛЬЦА
✔ УСИЛЕНИЕ ПРОФИЛЬНОЙ ТРУБЫ
✔ СПЛЮЩИВАНИЕ КОНЧИКОВ
✔ БОЛЬШИЕ ДУГИ, КОЛЬЦА
✔ ВОЛНООБРАЗНЫЕ ЭЛЕМЕНТЫ
✔ МИНИ ЗАПЯТЫЕ, ЗАВИТКИ, ВЕНЗЕЛЯ
✔ КОЛЬЦА РАЗНОГО ДИАМЕТРА
Улитка
Торсион + корзинка
Гнутик
Станок усиления и сплющивания проф. трубы
трубы
Профилегибы
( выберите ниже)
Волна (подарок)
Мини-завиток (подарок)
Насадка кольцо 2 шт. (подарок)
Комплект с
Мини — Атлантом
Комплект 6 станков + 2 насадки
(6 станков = 11 функций)
2 600 BYN
2 790 BYN
2 830 BYN
ЗАКАЗАТЬ
ЗАКАЗАТЬ
ЗАКАЗАТЬ
Каталог единичных моделей
Каталог
единичных моделей
Что можно сделать на наших станках?
Станки, которые использовались для изготовления
Себестоимость изделия:
516,28 BYN
Время работы:
1 день
Стоимость в магазине:
1878,13 BYN
Примеры изделий с нашего YouTube канала
Откройте своё дело по производству и продаже изделий из металла
*Все изделия сделаны на станках Станкрафт, процесс изготовления показан на нашем YouTube канале
Кованный биокамин
Кованный мангал
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
434,68 BYN
Стоимость в магазине:
От 2295,50 BYN
Журнальный столик
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
107,60 BYN
1 день
Стоимость в магазине:
626,04 BYN
Станки, которые использовались для изготовления
Время работы:
Себестоимость изделия:
69,91 BYN
1 день
Стоимость в магазине:
626,04 BYN
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Не знаете какой станок выбрать?
ПОДОБРАТЬ СТАНОК
Оставьте заявку — мы подберём станок под Ваши задачи, ответим на вопросы и проконсультируем
Даём 12 месяцев
гарантии на все станки
В случае неисправности вернём
деньги или вышлем новые
Доставляем станки
по всей Беларуссии
Оборудование отправляем транспортными
компаниями до ближайшего пункта выдачи
Узнайте точную стоимость и срок
доставки станков до вашего города
Наш менеджер свяжется с вами в течение 10 минут,
уточнит детали для расчёта стоимости и срока доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
РАССЧИТАТЬ ДОСТАВКУ
Наш менеджер свяжется с вами
в течение 10 минут, уточнит детали
для расчёта стоимости и срока доставки
Оплачиваете станки
при получении
Сначала вы осматриваете
инструменты, а потом оплачиваете
Дарим подарки
при покупке любого
станка или комплекта
Каталог изделий из металла с подробной инструкцией по изготовлению
Бесплатный доступ на
14 дней к профессиональной
3D программе
ЗАКАЗАТЬ СТАНКИ
Закажите станки на OZON
Вы можете приобрести наши станки на маркетплейсе OZON. Удобно и легко.
Удобно и легко.
Маркетплейс OZON — это:
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести наши станки на Яндекс Маркете. Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Вы также можете приобрести
наши станки на Яндекс Маркете.
Удобно и легко.
✔ Рейтинг товаров
✔ Реальные отзывы
✔ Быстрая доставка
✔ Осмотр перед покупкой
✔ Пункты выдачи в шаговой доступности.
Заполните форму
Наш менеджер свяжется с вами в течение 10 минут, уточнит детали, проконсультирует и подберёт подходящий комплект станков
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Подберём оптимальный комплект станков для реализации Ваших идей и задач
ПОДОБРАТЬ КОМПЛЕКТ СТАНКОВ
Суммарная аудитория наших подписчиков в соцсетях более 40 000
художественной ковке
Научитесь
по видеоурокам от наших мастеров
Мы регулярно снимаем пошаговые видеоуроки
по изготовлению различных металлических изделий,
которые делаем на станках нашего производства
Посмотреть YouTube канал
Осторожно! Халтура!
На что обратить внимание перед покупкой станков!
Лепестки завитка подогнаны вручную из-за этого образуются заломы.
Идеальная геометрия лекала.
На выходе получаются кривые не качественные завитки.
За счет этого улитка делает ровные завитки без заломов
Ненадежное крепление завитков
Улитка Stancraft имеет надёжное соединение паз в паз
Такое соединение не способно выдержать нагрузку даже по заявленным техническим характеристикам
Такую конструкцию не под силу сломать! Надежность конструкции достигается за счет пазового соединения
Некачественный станок улитка.
Тонкая ось диаметром 16мм.
Улитка Stancraft имеет большую ось диаметром 22мм.
Ось на станке тонкая, диаметром 16мм., может сломаться при малейшей нагрузке.
Ось — это важный элемент, который несет на себе всю нагрузку при работе на станке.
Некачественный станок имеет ограниченный функционал
На торсионе Stancraft установлены универсальные насадки
Работа с полосой и прутками 12-14 мм. а также с профильной трубой на станке не предусмотрена.
Позволяют работать не только с профтрубой, но и с полосой. Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Главное преимущество, что одна деталь торсиона Stancraft выполняет 5+ функций.
Закаленные болты главный недостаток станка!
Болты заводского качества из низкоуглеродистых сталей
Тот случай, когда маркетинговый ход в виде калёного болта не решает. Болты после закалки становятся хрупкими, и при затяжке могут легко сколоться.
Болт без закалки не теряет вязкость, имеет эластичность. При затяжке с болтом ничего не случится.
Ознакомьтесь с отзывами наших клиентов
об опыте использования станков
Ознакомьтесь с отзывами наших клиентов об опыте использования станков
У ВАС ОСТАЛИСЬ ВОПРОСЫ?
Ответим на все вопросы, проконсультируем и подберём подходящий комплект станков
ПОЛУЧИТЬ КОНСУЛЬТАЦИЮ
Менеджер свяжется с вами в течение 10 минут, проконсультирует,
подберёт станки под Ваши задачи и рассчитает стоимость доставки
Нажимая на кнопку вы соглашаетесь с условиями обработки данных и политикой конфиденциальности
Менеджер свяжется с вами в течение 10 минут,
проконсультирует, подберёт станки под Ваши
задачи и рассчитаем стоимость доставки
Наши контакты
E-mail: stancraftru@gmail. com
com
График работы: Пн-Вс с 09:00 до 20:00
ИП Насыров Р.М.
ИНН 693100847030
ОГРН 317695200006655
170100, г. Тверь, Индустриальная улица, 17
© 2017 — 2022 «stankraft.by» Все права защищены.
Использование материалов разрешено только с согласия правообладателей.
Полное или частичное копирование сайта запрещено и преследуется по закону.
«Политика конфиденциальности»
+7 (999) 333-51-26
«Договор оферты»
Click to order
Ваше имя
Ваш телефон
Понимание его преимуществ и областей применения
Введение
Производители, производящие сложные детали, сталкиваются с аналогичной дилеммой, когда речь идет о балансировании высокой производительности, контроля качества и рентабельности производства. Все три фактора имеют решающее значение для успеха, но иногда кажется, что они противоречат друг другу. Например, увеличение объемов производства может повысить риск брака, а связанное с этим снижение выхода продукции может привести к снижению объема производства и увеличению затрат.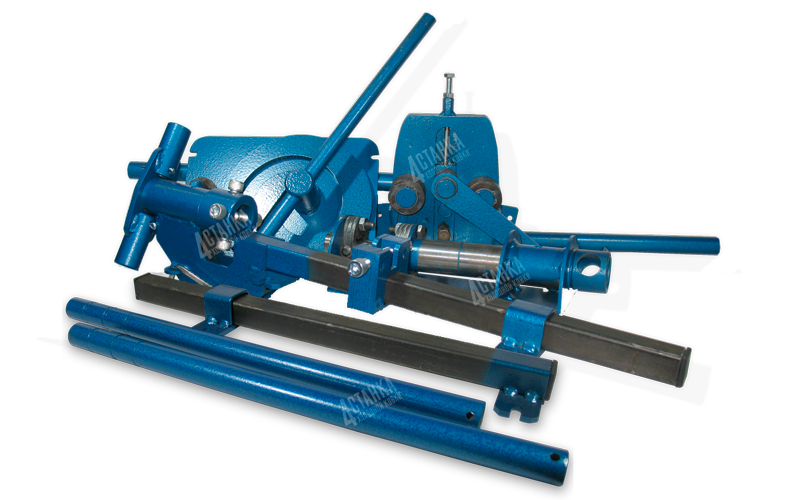
Для создания сложных металлических деталей можно использовать различные методы производства, но каждый из них требует компромиссов между вышеуказанными целями. Часто лучшим подходом является объединение нескольких методов производства таким образом, чтобы использовать сильные стороны каждого из них и свести к минимуму недостатки.
Одним из очень удачных подходов является сочетание холодной ковки и прогрессивной штамповки металлов.
В этой статье мы рассмотрим, как результирующий мультитехнологический подход 9Холодная ковка 0011, прогрессивная штамповка , может помочь производителям производить сложные металлические детали в больших объемах без ущерба для качества или затрат.
Что такое прогрессивная штамповка? Прогрессивная штамповка металлов — это производственный процесс, при котором металлические детали изготавливаются с использованием нескольких процедур металлообработки, выполняемых посредством ряда последовательных этапов.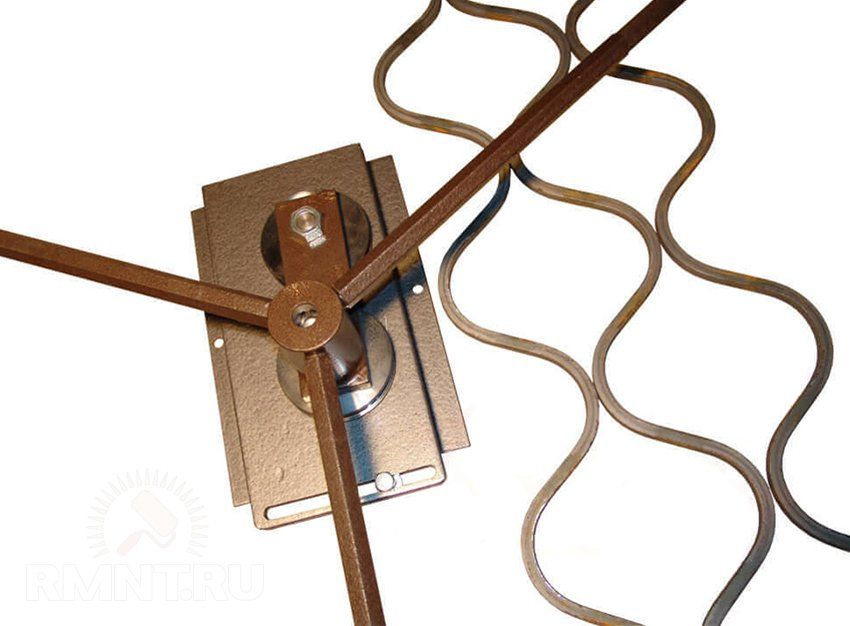
Различные процессы металлообработки в рамках прогрессивной штамповки могут включать следующее:
- Экструзия: Создание желаемой формы детали путем продавливания металлического сырья под давлением через штамп или форму
- Штамповка: Использование пресса и пробойника для создания отверстий в заготовке с помощью силы сдвига
- Гибка: Изготовление V- или U-образных форм из листового металла и других пластичных материалов
- Чеканка: Приложение усилия к металлической поверхности для получения более гладкой поверхности и жесткого критического допуска
- Глубокая вытяжка: Формование листового металла с помощью пуансона для радиальной вытяжки металла в штамп
- Чистовая вырубка: Особый тип прогрессивной штамповки, при котором создаются плоские края и полностью срезанные края, чего нельзя добиться с помощью обычных процедур штамповки или резки металла
- Штамповка с несколькими слайдами и Штамповка с четырьмя слайдами: Крупносерийное производство деталей с жесткими допусками с использованием специального оборудования
- Формование проволоки: Комплексная процедура, включающая операции формовки, изготовления, сборки и отделки для производства проволоки различного сечения
- Это хорошая альтернатива традиционным методам производства за счет устранения или минимизации механической обработки, сварки и сборки
- Это стабильный и последовательный процесс производства сложных деталей и изделий
- Поскольку сырье непрерывно подается в штамповочную машину, больше деталей производится за более короткий период времени по сравнению с обычными методами обработки или изготовления
- Позволяет производить детали с высокой жесткостью благодаря жестким допускам, более плоским и гладким поверхностям и более острым угловым кромкам
- Может создавать более сложную геометрию за один процесс
- Упрощена настройка, так как для выполнения нескольких производственных операций требуется только одна прогрессивная машина
- При использовании только одной прогрессивной штамповки металла производительность выше, но стоимость детали намного ниже
- Обеспечивает высокую повторяемость при снижении риска деформации, деградации и других дефектов, сопровождающих длительные производственные циклы
- Сокращает время производственного цикла и повышает общую эффективность производства
Что такое холодная ковка?
Холодная ковка – это процесс ударной штамповки, при котором кусок сырья пластически деформируется под действием высокой силы сжатия между пуансоном и матрицей с использованием подходящего оборудования, такого как механический пресс.
Методы холодной ковки включают экструзию (вперед, назад, вперед и назад), чеканку, высадку и обжимку. Эти методы могут выполняться в одном и том же ходе пуансона или в отдельных операциях, в зависимости от конкретных требований приложения.
По сути, холодная ковка представляет собой процесс смещения, придающий существующему материалу желаемую форму, в отличие от обычной механической обработки, при которой материал удаляется для придания желаемой формы.
Ремень безопасности GearEngine Valve RotatorПреимущества холодной ковки
- Повышение производительности при крупносерийном производстве: Холодная ковка обычно представляет собой однопроходный процесс формовки, который деформирует существующий материал до желаемой формы
- Экономия времени на деталь: В зависимости от конкретных параметров детали экономия времени на единицу может обеспечить значительное повышение производительности; некоторые детали, обработка одной детали которых занимает от 3 до 5 минут, имеют производительность более 50 деталей в минуту после успешного преобразования в холодную ковку
- Отличная окупаемость инвестиций (ROI): Возможность повышения производительности в 100–200 раз обеспечивает быструю окупаемость инвестиций в штампы и оснастку для холодной штамповки
- Удаление отходов: Входные данные для процесса холодной штамповки представляют собой «заготовки» материала, которые вырезаются из сыпучего сырья (рулон, балка, лист и т.
 д.), при этом каждая заготовка представляет собой точное количество материала, необходимого для заключительная часть
д.), при этом каждая заготовка представляет собой точное количество материала, необходимого для заключительная часть - Экономия материала и снижение затрат: Вместо того, чтобы удалять значительное количество сырья, процесс холодной штамповки использует все это, что исключает отходы материала
- Улучшенная целостность и прочность детали: Процесс высокого сжатия, используемый при холодной ковке, смещает и перестраивает зерна основного материала, следовательно, устраняются любые присущие ей недостатки, в результате чего получаются более прочные детали
- Улучшенный внешний вид и отделка поверхности: Холодная ковка также предлагает явные преимущества по сравнению с механической обработкой, литьем, сваркой и другими производственными процессами, поскольку внешний вид детали и гладкость поверхности обычно не требуют этапов последующей обработки
 д.), при этом каждая заготовка представляет собой точное количество материала, необходимого для заключительная часть
д.), при этом каждая заготовка представляет собой точное количество материала, необходимого для заключительная частьЧто такое прогрессивная штамповка холодной штамповкой?
Сочетание холодной ковки и прогрессивной штамповки в дополняющий процесс может быть даже более эффективным, чем использование любой из этих методик по отдельности. Интеграция этих процессов помогает преодолеть любые недостатки, которые могут возникнуть в результате использования только одного или другого.
Интеграция этих процессов помогает преодолеть любые недостатки, которые могут возникнуть в результате использования только одного или другого.
И холодная ковка, и прогрессивная штамповка требуют больших прессов и штампов для формирования деталей. Однако стоимость, размер и занимаемая площадь машин для разных процессов могут различаться; а рентабельность сильно зависит от факторов использования машины. Если выбранный процесс не является оптимальным для всех операций, необходимых для сложной детали, вполне вероятно, что загрузка станка будет снижаться для одних операций и будет отличной для других.
Объединяя обе методики, холодная ковка с последовательной штамповкой гарантирует, что на каждом этапе последовательности используется наиболее подходящий метод, а коэффициент использования станка и качество продукции оптимизируются на протяжении всего производственного процесса.
Холодная штамповка с прогрессивной штамповкой использует сочетание дополнительных процессов Холодная ковка с прогрессивной штамповкой предлагает идеальное решение для рентабельного крупносерийного производства деталей с множеством сложных элементов, особенно когда эти элементы необходимо реализовать в трехмерных конструкциях. На следующих рисунках показаны некоторые примеры готовых деталей с прогрессивной штамповкой методом холодной ковки:
На следующих рисунках показаны некоторые примеры готовых деталей с прогрессивной штамповкой методом холодной ковки:
Холодная штамповка Прогрессивная штамповка является альтернативой традиционным методам производства; некоторые из основных преимуществ:
- Значительная экономия средств
- Стабильные прецизионные детали
- Более жесткие детали с жесткими допусками, более острыми углами и лучшей плоскостностью
- Сокращение времени производства
- Повышенное качество
- Возможность преобразования процесса
Применение холодной штамповки Прогрессивная штамповка
сложных деталей в различных отраслях промышленности, включая, помимо прочего:- Автомобильная промышленность
- Медицина и науки о жизни
- Электроника
- Аэрокосмическая промышленность
- Военная оборона
- Бытовая техника
- Архитектурные компоненты
- Технологическое оборудование
- Музыкальные инструменты
- Продукты питания и напитки
Благодаря холодной ковке с прогрессивной штамповкой производители могут насладиться гармоничным сочетанием эффективности, качества и общей стоимости. Качество продукции не должно страдать из-за более высокого уровня брака при крупносерийном производстве, а производственные затраты не снижаются из-за неоптимального использования оборудования.
Качество продукции не должно страдать из-за более высокого уровня брака при крупносерийном производстве, а производственные затраты не снижаются из-за неоптимального использования оборудования.
О нас
Interplex — ведущий поставщик мультитехнологичных решений, которому доверяют ведущие компании во многих отраслях. Вот уже 60 лет мы играем важную роль в предоставлении индивидуальных решений высочайшего качества для решения самых сложных проблем наших уважаемых клиентов.
В условиях жесткой глобальной конкуренции наша технология выделяет нас и укрепляет наши лидирующие позиции. Наша способность проектировать, разрабатывать и производить критически важные продукты и решения, адаптированные к конкретным конечным приложениям, проистекает из нашей давней приверженности технологиям и инновациям. Это включает в себя многочисленные патенты и продукты с товарными знаками, подкрепленные нашей репутацией в разработке новых решений на шаг впереди новых отраслевых тенденций.
Свяжитесь с нами по любому запросу о продуктах/услугах или отправьте запрос на коммерческое предложение .
Узнайте больше об Interplex и нашем опыте в области точного машиностроения здесь .
5.2.4.2 Процессы холодной штамповки | Ассоциация кузнечной промышленности
В настоящее время используется множество процессов холодной ковки, как по отдельности, так и в комбинации. Ниже приводится обзор наиболее часто используемых.
Выдавливание вперед В наиболее распространенном процессе прямой экструзии заготовка проталкивается через контейнер или головку с помощью пуансона. Материал течет в том же направлении, что и пуансон, чтобы обеспечить различные типы выходных сечений. Этот процесс также используется на полых заготовках для уменьшения толщины стенок и для производства банок либо с цилиндрическими полостями, либо с полостями с переменным поперечным сечением. Он используется для производства твердых форм, таких как круглые, резьбовые заготовки, квадраты, прямоугольники, треугольники, многоугольники и сплайны. Полые формы, в том числе круглые, многоугольники и сплайны, также выдавливаются вперед. На рис. 5-18 показаны три типа выдавливания вперед.
Полые формы, в том числе круглые, многоугольники и сплайны, также выдавливаются вперед. На рис. 5-18 показаны три типа выдавливания вперед.
Обратная экструзия В этом процессе материал течет в направлении, противоположном верхнему пуансону. Заготовка формируется либо в полости, образованной между пуансоном и матрицей, либо в полости пуансона. Обратная экструзия используется для получения круглых внутренних и внешних диаметров, квадратов с закругленными углами, нескольких наружных диаметров и нескольких внутренних диаметров. На рис. 5-19 показаны три типа обратного выдавливания.
Боковая экструзия В этом процессе материал течет сбоку от направления пуансона, как правило, в одном направлении. Два типа бокового выдавливания показаны на рис. 5-20.
Осадка В этом процессе материал течет поперек направления пуансона во всех направлениях, увеличивая поперечное сечение заготовки. Термин «заголовок» часто используется взаимозаменяемо с осадкой. Иногда проводится различие, и «заголовок» (или «отбортовка») используется для описания осадки на конце заготовки и «сборка» для описания осадки в местах, отличных от конца. Формы головок включают T- и L-образные головки, шаровые головки, квадратные головки и головки с гнездом. На рис. 5-21 показаны три типа операций осадки.
Иногда проводится различие, и «заголовок» (или «отбортовка») используется для описания осадки на конце заготовки и «сборка» для описания осадки в местах, отличных от конца. Формы головок включают T- и L-образные головки, шаровые головки, квадратные головки и головки с гнездом. На рис. 5-21 показаны три типа операций осадки.
Глажка В этом процессе толщина стенок полых банок или трубок уменьшается, как показано на рис. 5-22. Усилие прикладывается к нижней части заготовки относительно длинным пуансоном. Этот процесс отличается от прямой экструзии тем, что заготовка находится в растяжении, тогда как при прямой экструзии заготовка сжимается.
Выступ Выступ используется для уменьшения конца обратного выдавливания или его радиуса. Процесс показан на рис. 5-23.
Радиальная ковка В этом процессе инструменты, движущиеся в радиальном направлении, придают заготовке желаемую форму, как показано на рис. 5-24. Радиальная ковка также может использоваться для изготовления цельных деталей, таких как оси. Полые детали, такие как стволы орудий, можно выковать в осевом направлении с помощью оправки.
Полые детали, такие как стволы орудий, можно выковать в осевом направлении с помощью оправки.
Гибка Операции гибки часто используются для создания несимметричных форм. Этот процесс используется для производства стержней и стержней с головками и без них, включая J-, S-, U-, W- и Z-образные изгибы.
Комбинированные процессы Многие из вышеперечисленных процессов могут быть успешно объединены в одну операцию. Например, прямое и обратное выдавливание комбинируются для производства валов со сплошными или чашечными головками, шлицевых валов и валов с резьбой. Семь распространенных комбинаций процессов показаны на рис. 5-25.
Технологическая последовательность Почти во всех случаях холодная штамповка производится в несколько ходов штамповки. Количество ходов определяется формуемостью сплава, нагрузкой штампа, нагрузкой пресса, характеристиками пресса и возможностью совмещения процессов. Если достигнут предел формуемости, заготовка должна быть отожжена на промежуточном этапе, прежде чем приступить к следующей операции.