Как делают пивную банку | Металловедение
Наверное, сейчас одними из обсуждаемых событий являются олимпийские игры в Сочи, а думаю, после незасчитанной нашей третьей шайбы в хоккейном матче Россия-США обсуждаться они будут еще больше.
Обидно, конечно: наши могли бы и выиграть. Еще говорят, что повтор этого момента на стадионе зрителям не показывали. Представьте, что бы было, если бы болельщики там увидели, что шайба-то реально в воротах была!!!
Дак вот, в прошедшую субботу,15.02.2014, мы с друзьями этот матч смотрели, и осмотр был приправлен распитием янтарного напитка. Собственно, во время этого у меня и родилась мысль написать статью о том, как делают упаковку для лимонада или пива.
Реально, алюминиевая пивная банка — это просто произведение искусства в области обработки металлов давлением, а сам процесс производства и его автоматизация — просто технологический прогресс во плоти!
В то время как большинство металлической упаковки для еды делают из стали (сгущенка, паштет, консервированный горошек, кукуруза), особые свойства алюминия делают его идеальным для газированных напитков. Тонкие стенки алюминиевой банки способны выдерживать давление более 0,6 МПа (90 psi).
Первыми алюминиевую банку сделала американская компания «Adolph Coors» в 1958. Современный же метод изготовления алюминиевых банок, про который я и расскажу, был впервые разработан компанией «Reynolds Metals» в 1963. Состоит он из следующих этапов:
- вырубка заготовки;
- формовка чаши;
- вытяжка;
- обрезка кромки;
- очистка и нанесение краски;
- формирование шейки и фланца;
- наполнение банки;
- установка крышки и закатка.
Вырезка круглой заготовки
Процесс начинается с вырезки круглых заготовок из листа алюминия, который разматывают из рулона. Вырезка, а точнее, вырубка, осуществляется на прессе.
 |  |
Похоже на то, как из теста стаканом вырезают круглые кусочки, чтобы пельмени лепить.
Диаметр полученного алюминиевого диска составляет около 140 мм (помещается на листе тетради в клеточку). А дырявый лист с круглыми отверстиями жмут, мнут, формируют из него большие кубики и отправляют восвояси – на металлургический завод, чтобы их там переплавили, отлили заготовку для прокатки, прокатали в ленту и смотали в рулон, который вернется на фабрику, где делают банки…
Формовка чаши
Заготовка по конвейеру подходит к следующему прессу, и пуансон (то, что в прессе перемещается туда-сюда) формирует из заготовки чашу диаметром примерно 89 мм и высотой около 33 мм.
Вытяжка
Все также путешествуя по конвейеру, чаша с тысячами своих таких же собратьев подходит к следующему прессу, где опять же с помощью пуансона, только другого, осуществляют процесс вытяжки и формируют уже что-то уже похожее на банку диаметром около 66 мм и высотой около 130 мм, и вся эта операция занимает лишь 0,2 секунды!!!

Следующий пресс вдавливает дно банки внутрь, формируя привычное всем сферическое углубление (если на него смотреть снаружи банки).
Подрезка кромки
По окончании штамповки кромка получается волнистой. Ее необходимо удалить. Опять потери металла! Но ничего: все собирают и отдают точно также в переплав, на завод, чтобы отлили заготовку, прокатали лист…
Все: теперь наша «почти что банка» с ровным краем.
Очистка
Во время операций штамповки поверхности алюминиевой заготовки и пуансона омываются специальной жидкостью, которая выступает в роли смазки и облегчает процесс штамповки, предотвращает разрыв металла и выступает в качестве охлаждающей жидкости (металл при деформации разогревается). Естественно, что эта жидкость — не яблочный сироп и не пиво: попадет в продукт — будет неприятно. Так что ее остатки необходимо с банки удалить.
Банки проходят несколько стадий обработки: теплой кислотой, а затем промывку в дистиллированной воде с температурой около 60С. Затем на наружную поверхность банки наносят краску с каким-нибудь логотипом: «Coca-Cola», «Очаково», «Балтика» и т.д.
После нанесения краски и защитного лака близко к открытой части банку обкатывают, формируя таким образом шейку (см. рис. выше). Затем кромку обкатывают так, что металл отгибается и на кромке нашей банки получается «юбочка» (фланец). В таком виде наша банка идет от «баночников» к «наливальщикам»! 🙂
Наполнение банки
«Наливальщики», скорее всего, расположены не там же, где и «баночники»: банки производят одни компании, а наливают уже другие. Приезжает банка на пивоваренный завод или на лимонадный, и там в нее наливают янтарный напиток. Закрывают крышкой и закатывают (почти как у мамы или бабушки на кухне осенью).
Крышка!
Чуть не забыл про крышку. Крышка имеет диаметр около 53 мм и толщину около 0,26 мм и сделана уже не просто из алюминия, а из более прочного алюминиевого сплава, например, 5182. Для изготовления «чеки» этой алкогольной гранаты используют ленту из алюминиевого сплава 5042 толщиной 0,45 мм.
И напоследок! Алюминий добывать – дело непростое! Гораздо проще взять пустую банку и переплавить ее, а не тратить время на производство алюминия из бокситов. Так что сдавайте банки, товарищи!

>>>Хочу подписаться на обновления блогa!
Что почитать дополнительно
Hosford, William F. and John L. Duncan. «The Aluminum Beverage Can.» Scientific American, September 1994, pp. 48-53.
«New Ideas Come In Cans.» Packaging, April 1993, pp. 30-31.
«Internal Gas Pressure on the Compression Strength of Beverage Cans and Plastic Bottles.» Journal of Testing and Evaluation, March 1993, pp. 129-31.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Поделиться ссылкой:
Вам также могут быть интересны эти статьи
coded by nessus
metallovedeniye.ru
Алюминиевая банка: размеры, материалы и технологии
Упаковка для пива и напитков
Алюминиевые банки для пива и других напитков популярны во всем мире с 60-х годов прошлого века. В США почти 100 % пива продается в алюминиевых банках, в Европе – где-то 50 %. Алюминиевые банки потребляются в огромных количествах в основном в двух типах емкости: 0,33 и 0,50 л. Большие объемы производства оправдывают высокоскоростные, высокоточные производственные линии. Кроме того, эти основные типоразмеры алюминиевых банок имеют одинаковый диаметр, используют одинаковые крышки и отличаются только высотой.
Огромное преимущество алюминиевых пивных банок перед основным конкурентом — стеклом — возможность полной переработки алюминиевых банок после их использования в новые пивные банки.
Сколько весит пивная банка
- Вес алюминиевой банки снижается из года в год: за 25 лет она стали легче процентов на 30.
- Современная пустая банка из под пива емкостью 0,5 л — корпус, крышка и механизм открывания — весит около 15,5 г
- Чтобы собрать один килограмм алюминиевого лома из пивных банок, надо, чтобы их было около 65 штук. О переработке лома алюминиевых банок см. здесь.
Конструкция
Алюминиевые пивные банки (и для газированных напитков тоже) должны выдерживать внутреннее избыточное давление до 6 атмосфер. Поэтому конструкция банки включает толстое куполообразное дно и довольно тонкие стенки, которые, однако, с помощью внутреннего давления обеспечивает банке достаточную конструктивную прочность. Общий вид типичной пивной банки и назначение различных ее элементов показано на рисунке 1.
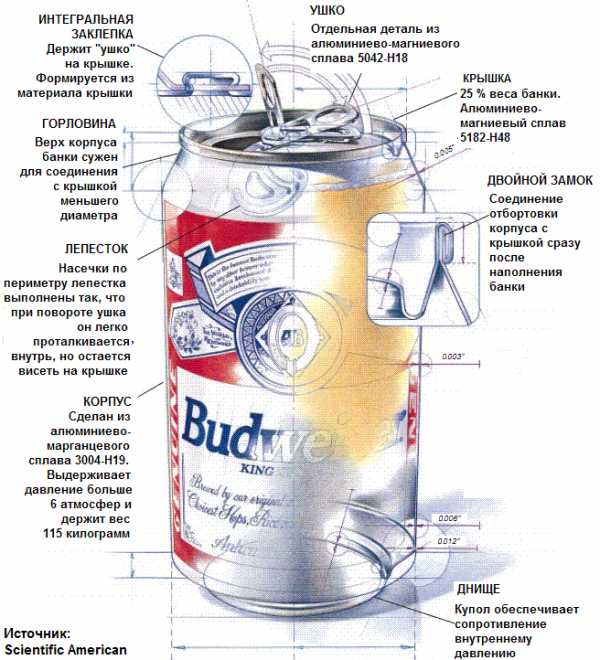
Рисунок 1 — Детали конструкции алюминиевой банки и их функции [2]
Высота и диаметр пивной банки
Действует отечественный нормативный документ на конструкцию алюминиевой банки — ГОСТ Р 51756-2001 «Банки алюминиевые глубокой вытяжки с легковскрываемыми крышками». Он, конечно же, согласуется с аналогичными международными нормативами. Согласно ему основные параметры и размеры пивных алюминиевых банок следующие (с точностью до 1 мм).
Высота пивной банки:
- Банка емкостью 0,33 л — 115 мм
- Банка емкостью 0,05 л — 168 мм
Диаметр пивной банки:
- Дно банки — 66 мм
- Крышка банки — 59 мм.
Толщина стенки пивной банки
Корпус алюминиевой банки изготавливают путем вытяжки за два прохода из плоской круглой заготовки так называемой «чашки». Затем стенки этой чашки утоняют при их последовательной раскатке до толщины всего лишь в одну треть от первоначальной (рисунок 2). Дно банки профилировано особым образом не только для того, чтобы выдерживать высокое внутреннее давление, но и для хорошего совмещения с крышкой нижестоящей алюминиевой банки — для удобства упаковки. Стенку банки раскатывают до толщины 0,110 мм почти по всей высоте. В настоящее время минимальная толщина стенки, сообщают, уже доходит до 0,08 мм.
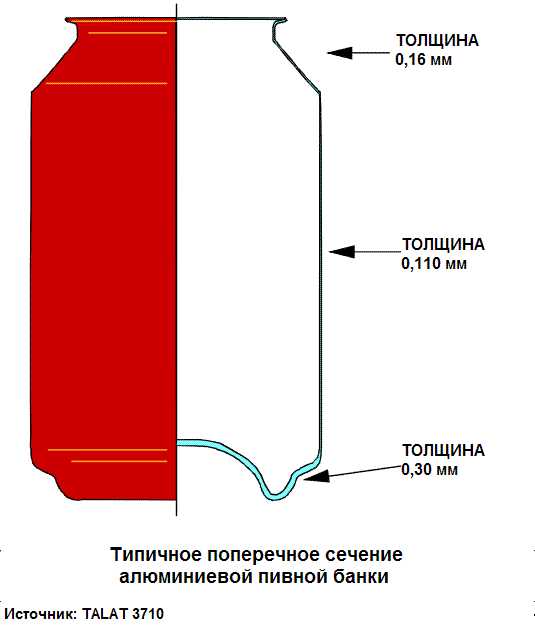
Рисунок 2 — Толщина стенки банки имеет различную толщину [1].
В верхней части корпуса банки стенка потолще и толщина пивной банки в этом месте составляет 0,16 мм. Это нужно как для удобства формирования суженой «горловины», так и для создания прочного соединения с крышкой. Алюминиевые крышки банок поставляют отдельно и устанавливают на корпус с помощью известного шва «двойной замок» сразу после наполнения банки пивом или другим напитком (рисунок 3).
 Рисунок 3 — Конструкция соединения крышки банки с ее корпусом:
Рисунок 3 — Конструкция соединения крышки банки с ее корпусом:
шов «двойной замок» [1]
Крышка пивной банки
Начало бурного роста популярности алюминиевых пивных банок относится к 1964 году, когда была изобретена конструкция «легковскрываемой» крышки. Это крышка открывалась голыми руками простым поворотом специального «ушка» (рисунок 4). Ушко устанавливают на крышку с помощью так называемой интегральной заклепки (рисунок 5). Ее называют интегральной, потому что она формируется непосредственно из металла крышки.

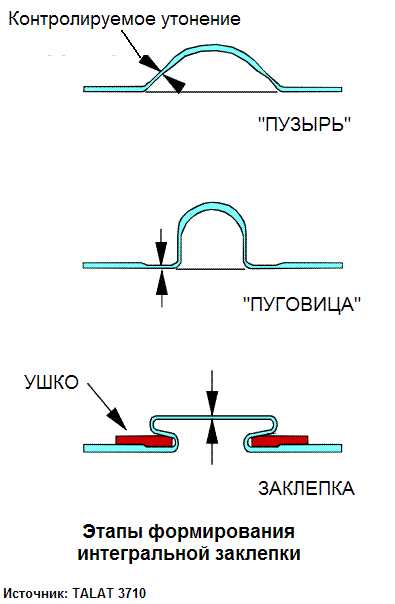 Рисунок 5 — Технология формовки интегральной заклепки на крышке банки [1]
Рисунок 5 — Технология формовки интегральной заклепки на крышке банки [1]
Механизм открывания пивной банки
Задача ушка и лепестка (его называют еще и «язычком»), добиться хлопка выходящего углекислого газа при усилии на ушке около 3 килограммов и полного проталкивания лепестка (язычка) внутрь банки при усилии до 7 килограммов, причем лепесток должен остаться висеть внутри банки.
Это достигается выполнением по периметру лепестка специальных насечек такой глубины, что остается только 0,085 мм металла вблизи заклепки и 0,110 мм на противоположной стороне (рисунок 6). В то же время, материал на насечках достаточно прочен, чтобы не разрушаться в ходе технологического процесса или при разгрузке в магазине.
Внутри лепестка можно заметить еще один, внутренний ряд насечек. Они не такие глубокие и служат, как утверждают, для направленного течения металла на основных насечках и предотвращения разрывов основных насечек при их формировании.
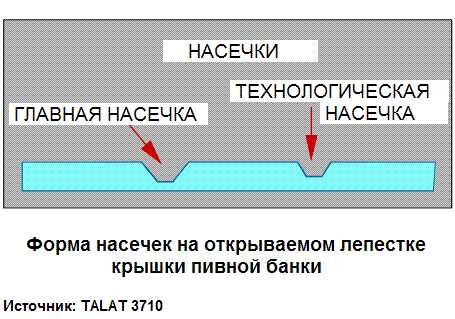 Рисунок 6 — Хитроумные насечки обеспечивают
Рисунок 6 — Хитроумные насечки обеспечивают
надежное открывание банки в два этапа:
сначала выпуск газа, затем проталкивание лепестка внутрь банки [1]
Материалы
Требования к материалам
Главным требованием к материалам пивных банок является их способность к формовке с большими пластическими деформациями. Алюминиевые сплавы подходят в этом смысле идеально. Кроме того, для крышек пивных банок важна способность предсказуемо разрываться по насечкам. Алюминий справляется с этим намного лучше, чем сталь. Еще одним положительным моментом является то, что и корпус, и крышка – алюминиевые, что сводят к минимуму любые возможные гальванические эффекты, которые могли бы приводить к ускоренной коррозии.
Материал корпуса
Детали пивных банок изготавливают из алюминиево-марганцевых и алюминиево-магниевых сплавов (таблица). Для корпуса банки применяют ленты толщиной 0,30 мм из алюминиевого сплава 3004 или его модификации — алюминиевого сплава 3104 — в состоянии Н19.
Материалы крышки и ушка
Для крышек применяют лакированную ленту из алюминиевого сплава 5182 в состоянии Н48 толщиной 0,26 мм, а для изготовления «ушек» — ключей легкого открывания — ленту из алюминиевого сплава 5042 в состоянии Н18 толщиной 0,45 мм.
Таблица — Алюминиевые сплавы пивной алюминиевой банки

Технология
Цикл производства алюминиевых банок
На рисунке ниже показан цикл производства алюминиевых банок для пива и прохладительных напитков.
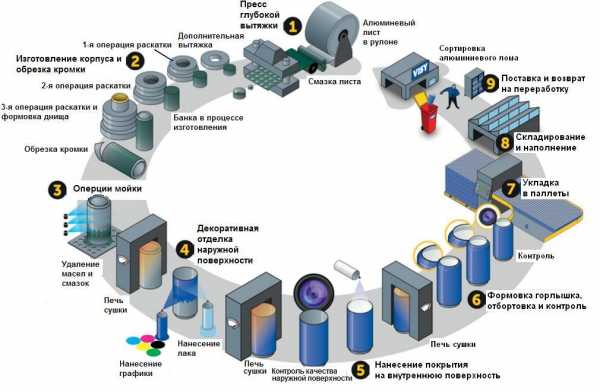
Рисунок 7 — Типичный цикл производства алюминиевых пивных банок [4]
Алюминиевый лист в рулонах
Заводы по производству алюминиевых пивных банок потребляют большое количество алюминиевого листа, который поставляется в больших рулонах. Корпус и крышка банки изготавливаются из алюминиевых листов — из различных алюминиевых сплавов. Каждый рулон весит около 11 тонн и при его размотке лист проходит расстояние 9-13 километров.
Алюминиевые рулоны поступают на завод по производству алюминиевых банок и загружаются в «размотчик» (uncoiler). Это машина, которая разматывает алюминиевый лист в начале линии по производству банок. Здесь же на алюминиевый лист наносят специальную смазку. Эта смазка помогает алюминиевому листу более «гладко», без повреждений, проходить все формообразующие операции.
Изготовление корпуса банки
Типичная последовательность технологических операций по изготовлению корпуса банки показана на рисунке 7. Первой операцией в производстве банок является вырубка круглых заготовок, например, диаметром 140 мм. Естественно, при этой вырубке образуются отходы: эти потери составляют около 12-14 %. Они сразу же отправляются на переплавку для изготовления нового листа и новых пивных банок.
Из исходной круглой заготовки методом глубокой вытяжки (штамповки) получают промежуточную заготовку — неглубокую «чашку» (рисунки 8 и 9). Из этой «чашки» методом раскатки получают уже почти готовый корпус банки, а также формируют купол днища (рисунки 8, 10, 11). Затем эту банку-полуфабрикат моют, наносят на нее рисунки и покрывают лаком и только после этого заканчивают ее механическую формовку – формирование горла и отбортовку (рисунок 8).
 Рисунок 8 — Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1]
Рисунок 8 — Технология изготовления корпуса алюминиевой банки (0, 33 мм) [1]
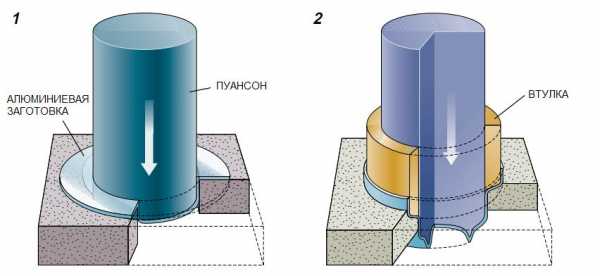
Рисунок 9 — Глубокая вытяжка — формовка «чашки» [2]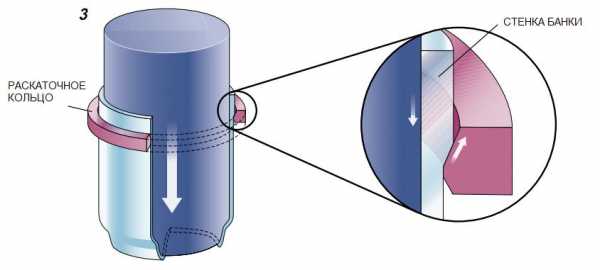
Рисунок 10 — Раскатка стенки банки [2]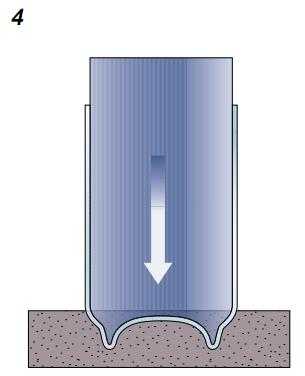 Рисунок 11- Формовка днища [2]
Рисунок 11- Формовка днища [2]
Изготовление крышки пивной банки
Алюминиевый лист подается в рулонах весом до 8 тонн. Из каждого рулона производится до 2,5 миллионов крышек. Алюминиевый лист, который имеет предварительное лаковое покрытие, подается в специальный пресс, на котором штампуют почти готовую крышку. Затем производят формирование сложной кромки крышки, которая потом обеспечит ее надежное соединение с корпусом банки.
Рисунок 12 — Еще не полностью готовая крышка [3]
Изготовление ушка пивной банки
Технология изготовления ушка – ключа-открывашки — включает около 13 операций (рисунок 13), прежде чем его можно будет устанавливать на крышке.

Рисунок 13 — Технологические операции изготовления ушка [3]
Лом алюминиевых пивных банок
Одна пивная банка емкостью 0,5 л весит около 15,5 г. Для одного килограмма алюминиевого лома из пивных банок 0,5 л надо собрать их около 65 штук.
Простой переплав отходов алюминиевых банок дает в среднем такой состав алюминия:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- остальное – Al.
«Алюминий» такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу выше), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть металла из лома алюминиевых банок возвращается к производителям новых банок.
Источники:
- TALAT 3710
- SCIENTIFIC AMERICAN September 1994
- Institute of Brewing and Distilling — Cans and Packaging Materials — https://www.gbsinfo.com
- https://www.visy.com.au/packaging/beverage-cans/about/
aluminium-guide.ru
Из чего делают пивные банки?
Переплав лома алюминиевых банок
Во всем мире продается более 350 миллиардов алюминиевых банок. При этом в лом поступают не все банки. Доля лома во в общем объеме алюминиевых банок составляет:
- в Швеции — 90 % алюминиевых банок,
- в США — до 70 %,
- в Австралии, Канаде, Японии и Китае – около 80 %,
- в целом в мире – немногим более 50 %.
Часть лома алюминиевых банок переплавляют в обычных или роторных плавильных печах и она идет, в основном, на изготовление литейных сплавов. Простой переплав отходов алюминиевых банок дает примерно такой состав алюминия: Si – 0,19 %; Fe – 0,57 %; Cu – 0,29 %; Mn – 0,72 %; Mg – 0,83 %; Zn – 0,07 %; Li – 0,01 %; Cr – 0,014 %; Pb – 0,01 %; Ti – 0,01 %, остальное – Al.
Однако подавляющая часть металла из лома алюминиевых банок – около 80 % — возвращается к производителям новых банок. Ниже излагаются общие подходы к переработке лома алюминиевых банок, когда его применяют опять же для изготовления банок. Аналогичные, иногда весьма сложные, технологии применяют на многих заводах в США и Западной Европе.
История
Дата изобретения тары для пива из металла — 24 января 1935 года. Это была более легкая и прочная альтернатива стеклянным бутылкам. К тому же на алюминиевых банках пива помещалось больше рекламы. Первые емкости имели цилиндрическую форму. Для их изготовления требовалось три куска железа. В комплекте с тарой шел специальный ключ, которым нужно было откупоривать емкость. Первая банка пива была очень тяжелой, по сравнению с современным аналогом. Она весила 992 г (35 унций). Сейчас вес банки равняется 15-20 г.
Разделение алюминиевых сплавов
Горячий, «делакированный» алюминиевый лом поступает затем в термомеханическую камеру-сепаратор. В этой камере поддерживается заданная температура и неокислительная атмосфера. В ней крышки банок из сплава 5182, а также ключей из сплава 5054, подвергают легкому механическому воздействию, в результате которого они разбиваются на мельчайшие фрагменты по границам зерен.
Из непрерывной плавильной печи расплав передают в печь-миксер. Там производят подшихтовку расплава – делают необходимые добавки металлов и лигатур для получения заданного химического состава сплава. В этой же печи производят обработку расплава, например, продувку инертным газом для удаления нежелательных неметаллических включений.
Банка-бокал
Чаще всего объем такой посудины составляет 0,5 и 0,33 л. Производят их на высокоскоростных, высокоточных производственных линиях.
Банка для пива, как и для любого другого газированного напитка, должна справляться с внутренним избыточным давлением, которое может достигать шести атмосфер. Именно поэтому их конструкция предусматривает наличие толстого куполообразного дна и достаточно тонких стенок. Но эти стенки делают конструкцию достаточно прочной. Из чего делают банки для пива? Из алюминия, и вот таким образом:
- Плоскую круглую заготовку вытягивают по тех пор, пока не будет получена “чашка”.
- Затем выполняется утончение ее стенок.
- Дно профилируют особым образом для того, чтобы оно справлялось с высоким внутренним давлением. Кроме того, оно должно иметь хорошее совмещение с крышкой — так будет удобнее выполнять упаковку.
- Стенки банки доводят до толщины 0,08 мм практически везде. Однако сверху они более толстые – 0,16 мм.
- Крышка также изготовлена из алюминия. Ее поставка осуществляется отдельно.
- Для соединения крышки и корпуса используется известный шов “двойной замок”.
- Выполнятся он после того, как в банку заливается пиво или другой напиток.
- Благодаря такой упаковке, в отличие от стекла, пиво не подвергается воздействию солнечного света и кислорода. В бутылках кислород оказывается благодаря прокладке в крышке. Мало кому интересно пить прокисшее пиво.
- Из-за проникновения солнечного света напиток обладает неприятным вкусом и запахом. После открытия бутылки достаточно понюхать запах. Если пахнет жженой резиной – пиво испорчено.
- Считается, что лучшее пиво – разливное. А оно, между прочим, разлито в кеги из металла, а банка – просто их миниатюрная копия.
- Каждый раз на производстве используют новую, чистую банку. А вот в случае с бутылками распространено повторное использование.
Практически любой банке можно найти полезное применение, так, например, возможно сделать очень стильный и оригинальный плафон для светильника. Поэтому, первым делом необходимо удалить верхнюю часть донышка банки, используя при этом обычные ножницы либо канцелярский нож.
Далее, сделать на стенках банки специальную разметку с узорами, которые придется вырезать канцелярским ножом. Делать это нужно очень аккуратно, чтобы не пораниться.
Если у вас имеется склонность к рисованию, то банку можно красочно разрисовать или просто покрасить ее с внутренней и наружной стороны. После чего, необходимо вмонтировать к банке патрон с лампочкой. Все, яркий и неповторимый светильник готов к использованию.
Так для изготовления абажура необходимо использовать только язычки от банок, а вот для стойки светильника можно использовать саму жестяную банку. Для соединения всех язычков от банок в цельную и единую конструкцию, на каждом язычке необходимо сделать небольшой надрез, после чего все язычки необходимо соединить между собой, а потом место разреза вновь соединить.
Далее, необходимо смонтировать патрон с лампочкой. Все, красивый светильник готов.
Также для многих путешественников любителей очень важное значение имеет обеспечение всего необходимого в походах, особенно это касается горелки. Поэтому многие туристы самостоятельно делают спиртовки из алюминиевых банок, которые вполне способны заменить обычную газовую горелку.
Итак, для выполнения такой поделки на самой банке придется сделать глубокие вертикальные надрезы на расстоянии 3-4 см между собой. Этот процесс выполняется острым ножом, резать необходимо аккуратно не спеша, при необходимости можно воспользоваться линейкой для более ровного реза.
После того, как банка нарезана, ее необходимо аккуратно немного придавить сверху, в результате чего получится интересная конструкция фонарика. Если вам не нравится цветовое оформление подсвечника, то его можно самостоятельно покрасить специальным спреем в нужный вам цвет.
Для изготовления поделки такого вида понадобится очень много терпения. Итак, из пустой жестяной банки необходимо удалить два донышка. В результате получится прямоугольный листик из жести.
Далее находим необходимый рисунок бабочки, птицы, пчелы на бумаге и вырезаем его. После этого вырезанный узор переносим ручкой на подготовленный лист от банки.
Готовую форму аккуратно вырезаем ножницами по контуру рисунка например бабочки.
Таким образом прежде чем выбросить пустую алюминиевую банку от пива или напитка подумайте, если только включить свою фантазию и воображение то можно изготовить полезные поделки из жестяных банок много красивых и полезных вещей, которые по достоинству смогут оценить ваши близкие и родные.
Чуть позже у тары в форме цилиндра появился конкурент. Жестяная банка с горлышком была намного удобнее своего собрата и сразу завоевала популярность. Такие банки прозвали Cone top. За счет конусообразной верхушки, тара была очень похожа на классическую бутылку для пива. Сверху она закрывалась пробкой, что было, несомненно, удобнее, чем вскрывать тару ножом.
Покупатели оценили удобство горлышка, но им не понравился привкус металла, который появился у напитка. Решение было найдено быстро: изнутри банки начали покрывать специальным лаком, который изначально был изобретен под нужды электричества. На фото банки пива с горлышком можно увидеть, какая у нее необычная форма.
К сожалению, популярность такой формы выпуска хмельного напитка была быстротечной. Вторая мировая война диктовала свои правила. На производство оружия уходила уйма металла, поэтому его использование старались сократить во всех других отраслях.
Когда война подошла к концу, то производство тары с горлышком так и не смогло выйти на новый виток. Последнюю партию легендарных банок выпустили в 1960 году. Проблема возникла с перевозкой банок с горлышком. Из-за своей формы они занимали намного больше места, чем цилиндрическая тара. Постепенно дизайнеры пришли к самой оптимальной форме усеченного цилиндра, что также является более экономичным вариантом.
Не так давно компания Crown предложила на суд любителей хмельного напитка модель тары, которая при открывании превращается практически в бокал. Такая форма банки не оправдала надежд производителей, поэтому от нее пришлось отказаться.
Первой маркой хмельного напитка, который выпускался в металлических банках в СССР, было «Золотое кольцо». Выпуск был приурочен к XXII летним Олимпийским играм. Это событие произошло в 1980 году.
Обычно алюминиевые банки поступают на переплавку в виде брикетов весом до 400 кг и плотностью не более 500 кг/м3. Эти брикеты удобны для транспортировки, но не годятся для прямой загрузки в печь для переплавки в материалы, которые пойдут на изготовление новых банок. Поэтому эти брикеты подвергают измельчению и сортировке, чтобы убедиться, что в них нет жидкостей или взрывоопасных материалов.
Применяют два подхода непрерывного термического удаления лака. Один основан на относительно длительном выдерживании измельченного алюминиевого лома при определенной температуре, а другой – на коротких циклах нагрева с постепенным повышением температуры до чуть ниже температуры плавления.
В первом случае применяют конвейерную печь, в которой измельченные алюминиевые банки проходят через камеру при температуре около 520 °С. Эта камера содержит продукты сгорания лака, которые разбавляют воздухом для создания благоприятной для удаления лака атмосферы.
При втором подходе применяют роторную печь со сложной системой рециркуляции продуктов сгорания. Температура последней стадии – около 615 °С, что очень близко к температуре, при которой происходит начало плавления в алюминиево-магниевых сплавах, из которых обычно изготавливают крышки (сплав 5182) и ключи для открывания (сплав 5054) пивных банок.
Обе системы могут иметь проблемы, которые приводят к неполному удалению лака. Если температура слишком низкая или длительность обработки слишком короткая, то на поверхности алюминия остается черное смолянистое покрытие. Это приводит к возгоранию лома при его плавлении и чрезмерным потерям металла за счет угара.
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок.
В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара — всего несколько процентов.
Плавление алюминиевого лома
Для плавления алюминиевых банок обычно применяют специальные печи. При плавлении образуется значительное количество шлака – смеси металла, оксидов и других загрязнений. Этот шлак содержит много газов, поэтому хорошо плавает сверху расплава. Его удаляют и отправляют на восстановление из него металла.
Обычно вес шлака составляет около 15 % от начальной загрузки лома. Из этой специальной печей расплав передают в непрерывную плавильную печь, в которую дополнительно загружают крупный алюминиевый лом и первичный нелегированный алюминий для получения нужного объема и приблизительного химического состава заданного сплава.
otvet4ik.info
Алюминиевые банки: переработка лома
Переработка лома алюминиевых банок в новые банки считается замечательным примером почти безотходного производственного процесса. Именно переработка лома алюминиевых банок сыграла главную роль в бурном росте рынка алюминиевых банок для пива и газированных напитков.

Переплав лома алюминиевых банок
Во всем мире продается более 350 миллиардов алюминиевых банок. При этом в лом поступают не все банки. Доля лома во в общем объеме алюминиевых банок составляет:
- в Швеции — 90 % алюминиевых банок,
- в США — до 70 %,
- в Австралии, Канаде, Японии и Китае – около 80 %,
- в целом в мире – немногим более 50 %.
Небольшую часть лома алюминиевых банок переплавляют в обычных или роторных плавильных печах и она идет, в основном, на изготовление литейных сплавов.
Простой переплав отходов алюминиевых банок дает в среднем такой состав алюминия [2]:
- Si – 0,26 %
- Fe – 0,40 %
- Cu – 0,20 %
- Mn – 0,86 %
- Mg – 1,22 %
- Ti – 0,04 %
- остальное – Al.
«Алюминий» такого химического состава вполне укладывается в интервалы химического состава сплавов 3004 и 3104 (см. таблицу ниже), которые применяют для изготовления корпуса банки. Поэтому подавляющая часть металла из лома алюминиевых банок – около 80 % — возвращается к производителям новых банок.
Ниже излагаются общие подходы к переработке лома алюминиевых банок, когда его применяют опять же для изготовления банок. Аналогичные, иногда весьма сложные, технологии применяют на многих заводах в США и Западной Европе.
Сплавы алюминиевых банок
Полезно знать, что алюминиевые банки изготавливают из нескольких различных алюминиевых сплавов и только из них (таблица):
- В корпусе банки применяют алюминиевый сплав 3004 или алюминиевый сплав 3104, которые очень близки по химическому составу: марганца и магния в среднем по 1 %, меди – до 0,25 % и железа – до 0,7-0,8 %.
- Крышку банки делают из сплава 5182. В этом сплаве магния уже 4-5 %, а марганца – 0,20-0,50 %.
- Ключ для открывания банки дает самый малый вклад в общую массу банки. Его изготавливают из сплава 5042 с содержанием магния 3-4 % и марганца – 0,20-0,50 %.

Измельчение лома алюминиевых банок
Обычно алюминиевые банки поступают на переплавку в виде брикетов весом до 400 кг и плотностью не более 500 кг/м3. Эти брикеты удобны для транспортировки, но не годятся для прямой загрузки в печь для переплавки в материалы, которые пойдут на изготовление новых банок. Поэтому эти брикеты подвергают измельчению и сортировке, чтобы убедиться, что в них нет жидкостей или взрывоопасных материалов. Это очень важно для обеспечения безопасности литейщиков и сохранности литейного оборудования. Для этого применяют специальные измельчающую машину — шредер.
Сортировка алюминиевого лома
Из этого шредера измельченный лом проходит через магнитный сепаратор, который удаляет магнитные стальные примеси. После магнитного сепаратора лом проходит воздушный нож, на котором отделяются материалы, которые тяжелее алюминия: свинец, цинк и нержавеющая сталь. После операции измельчения и сортировки, измельченные и отсортированные алюминиевые банки (или то, что от них осталось) поступают на оборудование для удаления лака.
«Делакирование» лома алюминиевых банок
Применяют два подхода непрерывного термического удаления лака. Один основан на относительно длительном выдерживании измельченного алюминиевого лома при определенной температуре, а другой – на коротких циклах нагрева с постепенным повышением температуры до чуть ниже температуры плавления алюминиевых сплавов.
В первом случае применяют конвейерную печь, в которой измельченные алюминиевые банки проходят через камеру при температуре около 520 °С. Эта камера содержит продукты сгорания лака, которые разбавляют воздухом для создания благоприятной для удаления лака атмосферы.
При втором подходе применяют роторную печь со сложной системой рециркуляции продуктов сгорания. Температура последней стадии – около 615 °С, что очень близко к температуре начала плавления в алюминиево-магниевых сплавах, из которых обычно изготавливают крышки (сплав 5182) и ключи для открывания (сплав 5054) пивных банок.
Обе системы могут иметь проблемы, которые приводят к неполному удалению лака. Если температура слишком низкая или длительность обработки слишком короткая, то на поверхности алюминия остается черное смолянистое покрытие. Это приводит к возгоранию лома при его плавлении и чрезмерным потерям металла за счет угара. Если же температура слишком высока или длительность обработки слишком велика, то это приводит к значительному окислению лома и также приводит к повышенным потерям металла.
Разделение алюминиевых сплавов
Горячий, «делакированный» алюминиевый лом поступает затем в термомеханическую камеру-сепаратор. В этой камере поддерживается заданная температура и неокислительная атмосфера. В ней крышки банок из сплава 5182, а также ключей из сплава 5054, подвергают легкому механическому воздействию, в результате которого они разбиваются на мельчайшие фрагменты по границам зерен. Весь процесс основан на том, что под воздействием узкого интервала температуры размягчаются только границы зерен. Эти мелкие фрагменты из сплавов 5181 и 5054 непрерывно отсеивают и направляют в печь для переплавки крышек, а оставшийся алюминиевый лом – в печь для переплавки корпусов банок.
Плавление алюминиевого лома
Для плавления алюминиевых банок обычно применяют специальные печи. При плавлении образуется значительное количество шлака – смеси металла, оксидов и других загрязнений. Этот шлак содержит много газов, поэтому хорошо плавает сверху расплава. Его удаляют и отправляют на восстановление из него металла. Обычно вес шлака составляет около 15 % от начальной загрузки лома. Из этой специальной печей расплав передают в непрерывную плавильную печь, в которую дополнительно загружают крупный алюминиевый лом и первичный нелегированный алюминий для получения нужного объема и приблизительного химического состава заданного сплава.
Обработка алюминиевого расплава
Из непрерывной плавильной печи расплав передают в печь-миксер. Там производят подшихтовку расплава – делают необходимые добавки металлов и лигатур для получения заданного химического состава сплава. В этой же печи производят обработку расплава, например, продувку инертным газом для удаления нежелательных неметаллических включений.
Разливка слитков и прокатка листа
Чистый и с нужным химическим составом расплав разливают в слитки весом до 15 тонн. При разливке слитков и прокатке слитка в лист в лом может уйти до 40 % металла исходного количества расплава. Это происходит при обрезке концов, краев и тому подобных операциях. Этот лом называют внутренним. Он является очень ценным, так его химический состав полностью совпадает с заданным. Его сразу направляют на переплав изготовителю слитков.
Производство алюминиевых банок
Алюминиевые ленты для корпусов и крышек банок поставляют производителям банок. В результате процесса производства алюминиевых банок около 20 % алюминиевой ленты (или 13 % от исходного расплава) возвращается производителю слитков в виде производственных отходов – остатков листов с отверстиями на месте вырезанных заготовок для корпусов и крышек банок. В целом, около 55 % количества исходного расплава в миксере уходит во внутренний, производственный лом. Если бы все банки возвращались в виде алюминиевого лома, то для замыкания цикла переработки старых алюминиевых банок в новые нужно было пополнять только потери алюминия от угара — всего несколько процентов.

Источник:
1. Aluminum and Aluminum Alloys, ASM International, 1993
2. http://www.icaa-conference.net/ICAA12/pdf/IL-04.pdf
aluminium-guide.ru
Переплавка алюминиевых банок в домашних условиях
Сегодня мы рассмотрим способ переплавки алюминиевых банок при помощи простой маленькой плавильной печи в домашних условиях. На этот раз мы используем наш высокотехнологичный задний двор и ведро с банками из под газировки или пива. Чтобы изготовить поделки из алюминия, а точнее из банок, начнем с того, что достанем нашу мини-плавильню, которая уже сделана ранее и большой мешок угольных брикетов. Их обычно используют для барбекю. Когда несколько углей распределены на дне плавильни, можно добавить тигель, сделанный из стального огнетушителя.
Только взгляните, что продают в этом китайском магазине.

Если поместить тигель на слой угля, банки будут переплавляться быстрее. Теперь присоединим стальную трубку через отверстие для подвода воздуха. Так будет обеспечена температура, достаточная для плавки, но нам все еще нужно найти способ загнать воздух внутрь. Для этого отлично подойдет бытовой фен, который можно купить в любом магазине.

Соединим фен с куском ПВХ трубки, используя две муфты на три сантиметра, чтобы присоединить с одной стороны стальную трубку, а с другой облегчить отсоединение фена. Всю конструкцию очень легко разобрать и поместить в 20 литровое ведро.
Воздуходувка находится под нужным углом, не помешает подпереть ее, чтобы она не отошла. Так вы сохраните стенки в целости и значительно увеличите срок службы плавильни. Теперь, когда плавильня готова, наполним ее доверху углем. Можно использоват ь пропановую горелку, потому что она нагревает все очень быстро. Угли горят, так что давайте включим фен на низкой мощности и направим на уголь кислород, чтобы как следует все разогреть. Как видите, сделанная нами крышка сохраняет жар и температура растет. Тигель и отверстия в центре крышки точно подогнаны.
Теперь возьмем алюминиевые банки, приготовленные для переплавки и стальные щипцы. Через 10 минут плавильня предельно разогрета. Видно, что стальной тигель светится оранжевым, это значит, что все готово. Тигель имеет 8 сантиметров в диаметре и поэтому отлично подходит для плавки банок из-под напитков и при температуре более 500 градусов по Цельсию они плавятся всего за пару секунд. Доведем мощность плавильни до полной, чтобы как можно быстрее все расплавить. Производительность устройства в среднем 10-12 банок в минуту.
Приятно то, что банки могут быть и грязными и покрашенными, с остатками газировки. Не важно, как мы скоро увидим, мини-плавильня поглощает все подряд дает на выходе чистый жидкий алюминий. По опыту 35-45 банок достаточно для производства 450 грамм алюминия. Если банки сначала раздавить, то можно даже не снимать крышку, а это значит, что в ходе плавки окислится еще меньше металла. После расплавления 50 банок тигель оказывается полным, но внутри много отходов, которые нам не нужны.
Хороший способ изолировать алюминий – взять стальную форму. Для начала осторожно вытащим тигель, убедившись что очено надежно захватили его стальными щипцами. Затем очень медленно перельем расплав в стальную форму. Как видите, шлак остается в тени или и действуют почти как фильтр, не давая твердым частицам покинуть его. Отделив то, что нам нужно, мы можем постучать тигель об кусок цемента и удалить шлак. Очистив тигель, мы можем сразу же использовать его снова.
Для забавы были расплавлены еще несколько банок, чтобы наполнить новую форму для кексов. Цель в том, чтобы придать слиткам красивый необычный внешний вид. Форма из стали, но порой вспыхивает огонь. Это сгорает противопригарное покрытие. Но так будет только в первый раз. После нескольких минут слитки начинают твердеть но они все еще ужасно горячие настолько, что бумага от них мгновенно вспыхивает. Хорошо будет запастись ведром с водой, чтобы их охладить. Брошенные в холодную воду слитки все еще горячие, чтобы мгновенно ее вскипятить, но примерно через 10 секунд они охлаждается и их уже можно достать руками.
Используем форму для мини-кексов, чтобы сделать слитки меньшего размера. В результате получились очень милые маленькие кексики. Назначение слитков том, чтобы иметь чистый металл наготове, когда вы захотите что то сделать. Теперь при необходимости нужно всего лишь бросить пару слитков в чистый тигель. При такой конфигурации слитки расплавятся за 5-10 минут. При использовании слитков нам не нужно избавляться от шлаков, разве что от тонкой пленки оксида алюминия, а значит тигель полон готового к отливке жидкого алюминия.

Нальем алюминий в песок, в котором сделана специальная форма, которая сгорает, вбирая 900 грамм жидкого металла. Через 10 минут металл достаточно тверд, чтобы зацепить его щипцами. Мы можем сломать форму и вытащить наши литье. По ссылке в начале статьи вы сможете увидеть, как меч отливался более подробно.
Когда работа будет закончена, все приспособления можно удобно уложить в 20 литровое ведро, а когда плавильня остынет, можно легко вытряхнуть пепел, взявшись за ручку. Уборка проходит быстро и когда вы ставите внутрь горшок с растением, плавильная печь превращается в декор.
Ну что же, теперь вы знаете, как в домашних условиях превратить пустые жестяные банки из под газировки в блестящие металлические мафины. Ими можно просто гордится и любоваться, а можно использовать для отливки всего, что придет в голову.
izobreteniya.net
Из чего делают пивные банки?
Днем рождения пивной банки считают 24 января 1935 года. Именно тогда впервые осуществили разлив пива в такую тару. Стоимость этой упаковки гораздо меньше, чем стекла. К тому же, банки делали яркими, наносили информацию о компании. Сначала для изготовления пользовались тремя кусками железа, а для открывания требовался специальный ключ. Современное колечко появилось только в 1963 году. И сейчас многие задаются вопросом: из чего делают пивные банки? Мы постараемся устранить этот пробел в общем развитии.
к содержанию ↑Из чего состоит банка?
Чаще всего объем такой посудины составляет 0,5 и 0,33 л. Производят их на высокоскоростных, высокоточных производственных линиях.
Важно! Основное преимущество этого материала в том, что его можно полностью переработать.
Банка для пива, как и для любого другого газированного напитка, должна справляться с внутренним избыточным давлением, которое может достигать шести атмосфер. Именно поэтому их конструкция предусматривает наличие толстого куполообразного дна и достаточно тонких стенок. Но эти стенки делают конструкцию достаточно прочной. Из чего делают банки для пива? Из алюминия, и вот таким образом:
Из чего делают банки для пива? Из алюминия, и вот таким образом:
- Плоскую круглую заготовку вытягивают по тех пор, пока не будет получена “чашка”.
- Затем выполняется утончение ее стенок.
- Дно профилируют особым образом для того, чтобы оно справлялось с высоким внутренним давлением. Кроме того, оно должно иметь хорошее совмещение с крышкой — так будет удобнее выполнять упаковку.
- Стенки банки доводят до толщины 0,08 мм практически везде. Однако сверху они более толстые – 0,16 мм.
Важно! Так нужно для того, чтобы формировать суженую горловину, а также создать прочное соединение с крышкой.
- Крышка также изготовлена из алюминия. Ее поставка осуществляется отдельно.
- Для соединения крышки и корпуса используется известный шов “двойной замок”.
- Выполнятся он после того, как в банку заливается пиво или другой напиток.
Особенности крышки
Чтобы все правильно работало, для крышки используется алюминиевый сплав немного другого состава, чем для корпуса. Банка имеет вогнутое дно, поэтому конструкция справляется с давлением напитка. Кроме того, уменьшается риск того, что банка будет повреждена в процессе перевозок и складирования.
Итак, какие здесь есть технологические особенности изготовления:
- Крышку делают плоской, так как ее основные характеристики – твердость и прочность. Алюминиевый сплав в большем количестве содержит магний и в меньшем – марганец, чем в случае с корпусом.
- Толщина крышки значительно больше, чем у всей банки в целом.
- Среднюю часть этой детали делают слегка выпуклой. Ее выпрессовуют так, чтобы получилась заклепка.
- Отдельная деталь из металла – кольцо-ключ, ее накладывают сверху и закрепляют с помощью заклепки.
- Потом выполняются бороздки. Они необходимы для того, чтобы при открытии ключа крышка частично загибалась внутрь и открывание было правильным.
И еще раз — почему алюминий?
Главное требование к материалу – возможность больших пластических деформаций при формовке. Алюминий – вот из чего сделана пивная банка, он просто идеален. К тому же, крышки пивных банок должны выгибаться по насечкам, чего не добиться у стали.
к содержанию ↑Важно! Один из положительных моментов того, что все детали банки сделаны из одного материала, в том, что невозможно возникновение гальванических эффектов, приводящих к ускоренному образованию ржавчины.
В чем польза банки для упаковки?
- Благодаря такой упаковке, в отличие от стекла, пиво не подвергается воздействию солнечного света и кислорода. В бутылках кислород оказывается благодаря прокладке в крышке. Мало кому интересно пить прокисшее пиво.
- Из-за проникновения солнечного света напиток обладает неприятным вкусом и запахом. После открытия бутылки достаточно понюхать запах. Если пахнет жженой резиной – пиво испорчено.
- Считается, что лучшее пиво – разливное. А оно, между прочим, разлито в кеги из металла, а банка – просто их миниатюрная копия.
Важно! Есть еще несколько мелочей:
- На охлаждение баночного пива в холодильнике потребуется гораздо меньше времени.
- Вес у банки значительно меньше.
- Банку не так просто разбить, если сравнивать со стеклянной бутылкой.
- Каждый раз на производстве используют новую, чистую банку. А вот в случае с бутылками распространено повторное использование.
Видеоматериал
Мы так привыкли к пиву в банках, что иногда и не задумываемся, из чего, собственно, сделана эта тара. Теперь мы приоткрыли для вас завесу тайны, и вы сможете блеснуть познаниями в компании.
Поделиться в соц. сетях:
serviceyard.net