Станок для холодной ковки своими руками: чертежи самодельного
Кузнечное дело – это хобби, которое может приносить существенную прибыль. Как минимум, с помощью такого мужского дела можно создавать красивый интерьерный и приусадебный декор. В настоящее время повсеместно используется технология холодной ковки, которая подразумевает придание определенной формы металлической заготовке методом механического усилия.
Художественная ковка
В продаже можно найти электрический и ручной станок для холодной ковки металла, но даже в механическом исполнении набор кузнечного инструмента стоит не менее 1,5 тыс. долларов. Возникает целесообразный вопрос, можно ли такое оборудование сделать самостоятельно? На практике, оказывается, – да.
Содержание:
- Ручное и электрооборудование для холодной и горячей ковки
- Конструкция станков
- Конструкции и чертежи станков холодной ковки для начинающих
- «Гнутик» для гибки металлического прута
- «Твистер» для скручивания прутков
- Для скручивания завитков при помощи улиток
Ручное и электрооборудование для холодной и горячей ковки
Что представляет собой конструкция оборудования? Это каркас, который позволяет жестко зафиксировать заготовку, поддающуюся механическому воздействию (ее просто гнут) по заданной форме.
Существует множество элементов и вариантов изгибания металлического профиля, уголка, квадрата или трубы. Самыми популярными являются завитки, улитки, скрученный металлический прут. Это проделывается с помощью специальных сменных форм – улиток, которые крепятся на ручной или электромеханический инструмент в качестве основы.
В самом распространенном случае станок, изготовленный своими руками, должен иметь:
- приспособление для крепления улиток;
- конструкцию для жесткого крепления заготовок;
- радиальную конструкцию для скручивания.
Виды ковки
Основное конструкционное решение должно обеспечивать концентрированное механическое усилие с минимальными трудозатратами для рабочего. Очевидно, что изготовление декоративных изделий из железа требует часто богатырских усилий, особенно, если не усовершенствована механика. По этой причине применяются инструменты с электрическим приводом, что позволяет минимизировать трудовые усилия.
Конструкция станков
Довольно простая реализация может подразумевать целый ряд самодельных конструкционных решений и часто принципиально разные чертежи.
Из них можно всегда выбрать максимально оптимальную модель, отличающуюся:
- низким уровнем трудоемкости и простотой использования;
- низкой стоимостью реализации и простотой;
- небольшими габаритами;
- универсальностью (возможностью использования для нескольких операций).
Насадки для станков
Станки выполняются из черного проката – уголка, листа и профиля, отдельные элементы соединяются с помощью сварки. Оборудование может устанавливаться на стол и иметь тяжелую раму, предварительно закрепленную опору, или подразумевать крепления, которые фиксируются своими руками при установке оборудования на стол.
Изначально стоит начинать с простых станков, затем всегда можно продолжить и конструировать полупрофессиональные станки, которые позволят выполнять больший объем работ. Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Их достоинством является не только производительность. С помощью электропривода можно прикладывать большее механическое усилие к заготовке, что существенно расширяет возможности ковки и выполнения массивных изделий. При этом улитки могут использоваться на разных типах оборудования, если только позволяют заданные габариты. Обычно эти приспособления можно приобрести в магазинах, поэтому они выполняются стандартных размеров, подходящих под стандартные размеры металлических заготовок.
Самодельные станки для ковки металла – усовершенствованные:
Самодельный станок
Профессиональное оборудование для холодной и горячей ковки металла:
Горячая ковка
Конструкции и чертежи станков холодной ковки для начинающих
«Гнутик» для гибки металлического прута
Рассмотрим станок холодной ковки для гибки профиля – в дополнении к приспособлениям, с помощью которых изготавливаются завитки (с помощью улиток разных форм). С этим приспособлением выполняется целый ряд видов декоративных элементов – от балконных ограждений, до перил внутренних лестниц, козырьков или решеток.
В работе станок выглядит так, как показано на фото:
Чтобы выполнить самодельный вариант, потребуется объемный и обычный чертеж (модель).
Этот вариант холодной ковки фигурных элементов отличается универсальностью, при установке оснастки можно гнуть не только дуги, но и зубцы.
Выполните станок для холодной ковки по чертежам, вы получите внешний вид приспособления как на фото.
«Твистер» для скручивания прутков
«Твистер» – это специальное приспособление, позволяющее скручивать металлические изделия по оси. Используется для квадратных прутков. Модифицированная версия применяется для изготовления декоративных корзинок из металла.
«Твистер» потребуется, чтобы сделать решетки, оградки и мебель. На фото показан самодельный вариант с электроприводом, который также может использоваться вручную.
Для скручивания завитков при помощи улиток
Чертеж для скручивания завитков выглядит следующим образом. Это самый простой в реализации инструмент, который позволит делать необходимый минимум операций, чтобы изготавливать большинство кованых украшений.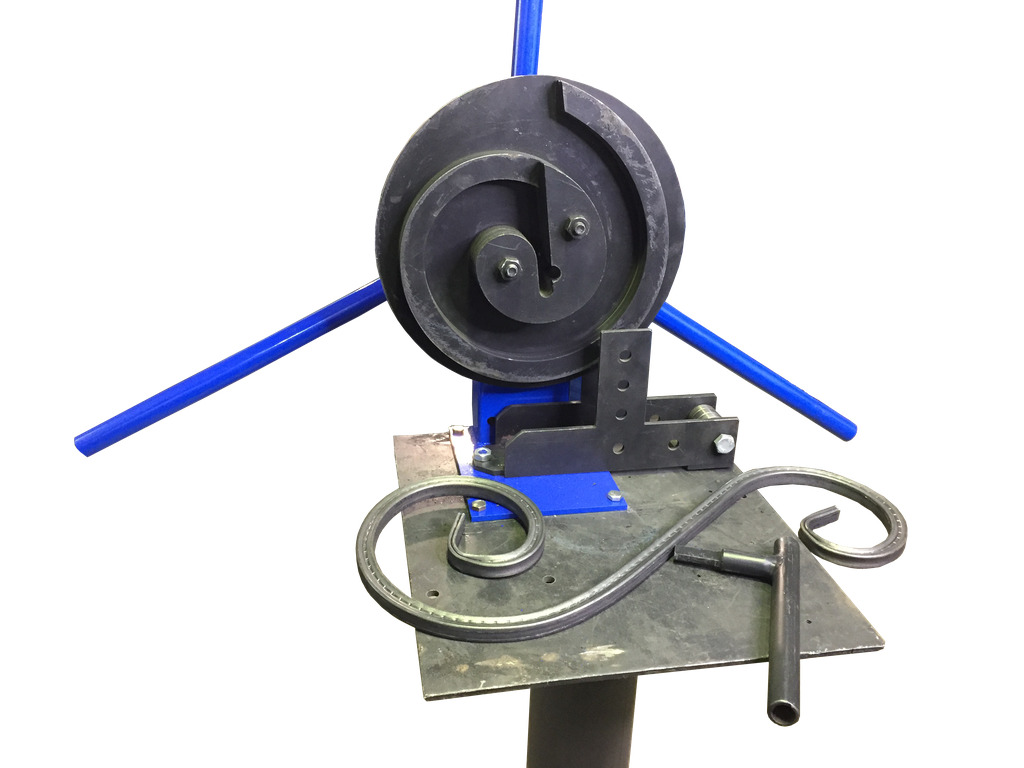
В итоге инструмент будет выглядеть так. Он рассчитан на изготовление завитков определенного типа и размера и не отличается универсальностью.
Данный самодельный станок для холодной ковки позволяет изгибать пруты улиткой с поперечным размером до 12 мм.
Описанные варианты кузнечных приспособлений, включая станок-улитка для холодной ковки, позволят самостоятельно изготавливать широкий ассортимент кованых изделий с минимальными затратами на расходные материалы. При желании можно выполнять работу на заказ, так хобби станет прибыльным делом, когда красивый декор можно сделать не только для себя, но и других.
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Содержание
- 1 Основные приспособления
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
- 1.1.1 Механизм улитка
- 1.1.2 Виды холодной ковки
- 1.1.3 На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
- 1.1.4 Прессование
- 1.1.5 Заключительным, а также достаточно ответственным этапом является прокатка
- 1.2 Проектирование станка для холодной ковки
- 1.2.1 Составляющие детали механизма
- 1.2.2 Приспособление «Гусинная лапка» видео
- 1.2.3 Приспособление «Твистер» видео
- 1.2.4 Приспособление «Улитка» видео
- 1.1 Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки
Чертеж проектирования
Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Важно знать! Размеры станины должны высчитываться в строгом соответствии с занимаемой плоскостью размещённых приспособлений . Стоит учесть, что приспособления в работе не должны мешать друг другу!
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
Совет: «В процессе сборки станка, необходимо проверять механизмы на правильность работы, чтобы при наличии неисправности можно было заменить испорченную деталь и продолжить сборку!»
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.


Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Совет: Чем длиннее рычаги для приложения силовых действий, тем легче будет гнуться поковка!
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под
Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик
Фото гнутик
Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник.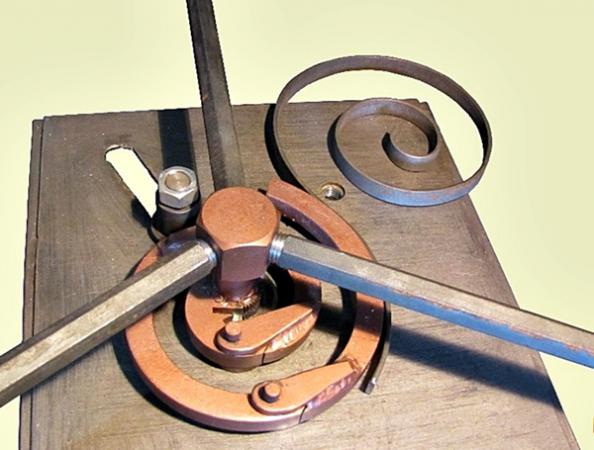 Также крепёжные элементы и элементы крепления станка к станине.
Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Чертеж твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Скачать чертежи Твистера >>
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Важно знать! После того, как все эти приспособления установлены на станине, необходимо проверить каждое из них на работоспособность! Производить такие действия необходимо с высокой осторожностью, так как если произойдёт разрыв металла — это может нанести вашему здоровью колоссальный вред!
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:
Приспособление «Гусинная лапка» видео
Приспособление «Твистер» видео
Приспособление «Улитка» видео
 youtube.com/embed/ED_YtzNXB3I» allowfullscreen=»allowfullscreen»>
youtube.com/embed/ED_YtzNXB3I» allowfullscreen=»allowfullscreen»>
163S Высокоскоростная машина для холодной ковки болтов
Область применения
Автоматическая многопозиционная машина для холодной ковки болтов является одним из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства техники холодной ковки станки для холодной ковки также широко используются в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машин, железнодорожного транспорта, транспортное средство, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т.
Изделия могут быть изготовлены методом холодной ковки болтов 163S. машина. , установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, винты с ступичными болтами, колесные болты, болты с Т-образной головкой, фланцевые болты, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
Отличительные особенности:
- Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током и в режимах «толчкового», «однотактного» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
- Два вида системы перемещения на выбор клиента: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости.
- Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при настройке размеров нестандартных изделий.
- Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
- Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и легкой нагрузке для защиты токарного станка и штампов и продления срока их службы.
- Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
- Станина токарного станка из высокопрочного материала, удлиненная конструкция главного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок службы штампов.
- Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали. Станция кольцевой резки
- гарантирует, что разрезаемый материал будет больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
- Ограничитель материала с автоматической калибровкой может регулировать точность размера материала во время работы машины. Система синхронного выталкивания
- P.K.O делает выбор техники формования гибким.
- Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
- Импортный преобразователь доступен в электрической системе, поэтому станок с бесступенчатым регулируемым приводом легко запускать. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями аварийной сигнализации и отображения неисправностей.
- Сенсорный экран
и система числового управления человеко-машинным диалогом являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой смены матрицы. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.

 Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
Основные технические параметры
| МОДЕЛЬ | 163С | ||
| КУЗОВОЧНАЯ СТАНЦИЯ | 3 | ||
| ПРОДУКТ | РАЗМЕР | М16 | |
МАКС. ДЛИНА (мм) ДЛИНА (мм) | 150 | ||
| МИН. ДЛИНА (мм) | ШЕСТИГР. | 25 | |
| РОЗЕТКА | 25 | ||
| МАКС. ДИАМ. ОТРЕЗАНИЯ (мм) | 18 | ||
| МАКС. ДЛИНА ВЫДАЧИ (мм) | 175 | ||
| МАКС. ДЛИНА ПКО (мм) | 30 | ||
| ОТРЕЗНОЙ КОРПУС (DXL) (мм) | 80×100 | ||
| ГЛАВНОЕ ОТВЕРСТИЕ (DXL) (мм) | 100×195 | ||
| ШАГ МАТРИЦЫ (мм) | 126 | ||
| ОТВЕРСТИЕ (DXL) (мм) | 75×165 | ||
| ХОД ПАМЯТИ (мм) | 280 | ||
| МОЩНОСТЬ КОВКИ (тонн) | 155 | ||
| МАКС. ВЫХОД (шт/мин) | 100 | ||
| ГЛАВНЫЙ ДВИГАТЕЛЬ(л.с.) | 75 | ||
ПРИБЛ. ВЕС (тонн) ВЕС (тонн) | 43 | ||
| ДЛИНА ХВОСТОВА НИЖЕ ГОЛОВКИ ММ | 150 | ||
Приложение I Принадлежности для станка для холодной штамповки болтов 163S
1. Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (соединение Покупателя на заводе Покупателя)
11. Внутренняя лампа
12. Один комплект пневматического датчика 190 Предохранительное устройство
2 . Безмасляный датчик
3. К.О. и П.К.О. Детектор поломки предохранительного штифта
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора)
6. Детектор короткой подачи
Детектор короткой подачи
7. Датчик нехватки давления воздуха
8. Смазка. Детектор нехватки масла
9. Двуручный блок управления для толчкового режима
13. Два комплекта руководства по электрике, эксплуатации и обслуживанию на английском языке.
14. Следующие запасные расходные материалы для машинного чертежа будут предоставлены Продавцом.
a) Стопорный винт матрицы
b) Стопорный винт пуансона
c) P.K.O. Рычаг
d) Ударный валик для всех станций
e) Чертеж обрезного кулачка
f) К.О. Чертеж стержня
g) Чертежи всех предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных роликов
k) Полный комплект электрических чертежей
l) Чертежи штампов и штамповочных блоков
Приложение II Основные характеристики станка 90 болт 06 1 05 1. Машина материал корпуса: высококачественный чугун HT300 Тайваньской инвестиционной фабрики. 1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях; 2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта; 3. Максимальный диаметр сдвига материала и подходящий диаметр изделия, указанные в таблице, рассчитаны для среднеуглеродистой легированной стали, что эквивалентно высокопрочным винтам 10,9. Высокоскоростная машина для холодной штамповки винтов — это один из видов специализированных машин с высокой эффективностью и автоматизацией среди ковочных машин. Высокоскоростные винты для холодной высадки используются для производства различных видов саморезов, заклепок, шарнирных штифтов и специальных деталей в области крепежной промышленности. саморезы, заклепки, шарнирные штифты и специальные детали, шурупы для ДСП, шурупы для ДСП, двухсторонние шурупы, дюбели, подвесные болты, винт для гипсокартона, винт с запаздыванием, винт для зеркала, винт для листового металла, винт Twinfast, винт для дерева, винт с защитной головкой, саморез, самонарезающий винт, винт Teks, автомобильные крепежные детали и т. д. 1.
2. Основной материал направляющих: ковкий чугун QT600 производства Тайваньской инвестиционной фабрики.
Основной материал направляющих: ковкий чугун QT600 производства Тайваньской инвестиционной фабрики.
3. Материал вала главного крана 42CrMo кованая легированная сталь с обработкой азотированием.
4. Основные кулачки, ролики и направляющая ползунов изготовлены из материала СКД-II с вакуумной закалкой всего корпуса.
5. Захватная пластина изготовлена из аэропрочного алюминия с твердым анодированием.
6. Корпус главного штампа изготовлен из кованой легированной стали 42CrMo.
7. В медных втулках используется фосфористая бронза PBC-2
8. Нижняя часть переднего и заднего крыла главного ползуна изготовлена из износостойкой вставной медной пластины (материал PBC-2) с самосмазыванием.
9. Пневматическое сцепление — Yung Shing, Тайвань
10. ПЛК — Mitsubishi, Япония
11. Все подшипники — NSK и IKO, Япония
12. Инвертор — Schneider, Франция
13. Смазочный насос — Zhiguan, Тайвань M5*50MM Высокоскоростная машина для холодной штамповки винтов — Машина для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатный станок
Описание
Основные характеристики станка холодной штамповки высокоскоростных винтов M5*50MM: Модель Блок Ач22-5 Станции шт. 
один штамп два удара Прим. размер См 190*105*125 Макс. Диаметр резки материала мм 5 Макс. Длина резки материала мм 50 Толщина ножниц мм 9 P.K.O Длина мм Дополнительно Размер матрицы для первого пуансона мм 31*75,5 Размер основного штампа мм 34,5*80 Размер режущего инструмента мм 19 Размер матрицы второго пуансона мм 25*74 Подходящий размер изделия М3-М5 Макс. Длина продукта мм 50 Мин. Длина продукта мм 5 Макс.  Скорость производства
Скорость производства шт/мин. 200 Мощность главного двигателя кВт 2,2 Прим. Вес машины Тон 1,75 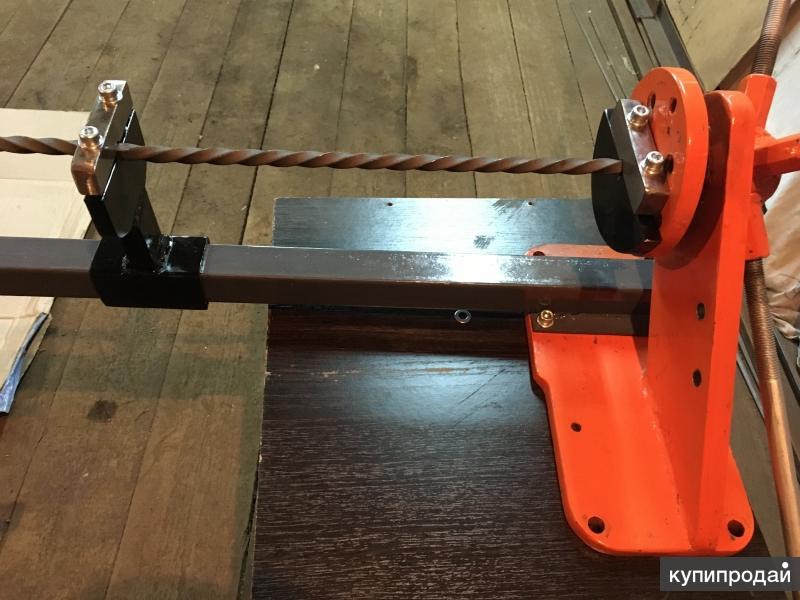 Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, высокоскоростная машина для холодной высадки винтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для строительной промышленности, авиационного парохода, машины, железнодорожное сообщение, автомобили, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Из-за преимущества самого оборудования для холодной ковки и превосходства метода холодной ковки, высокоскоростная машина для холодной высадки винтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для строительной промышленности, авиационного парохода, машины, железнодорожное сообщение, автомобили, мотоциклы, велосипеды, швейные машины, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д. Использование высококачественного литейного материала QT500-7 обеспечивает более компактную структуру и более стабильную работу машины для холодной высадки.
Использование высококачественного литейного материала QT500-7 обеспечивает более компактную структуру и более стабильную работу машины для холодной высадки.
2. Стапель изготовлен из высококачественного сплава и медного сплава со специальной обработкой, которая обладает хорошей износостойкостью и долгим сроком службы деталей.
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при настройке размеров нестандартных изделий.
4. Детали машины для холодной высадки изготавливаются с использованием передовой технологии обработки с ЧПУ, которая обеспечивает точность требований.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система проверки системы передачи, система остановки при перегрузке и легкой нагрузке для защиты токарного станка и штампов и продления их срока службы. .
.
6. Это разумная и лучшая конструкция для компоновки принудительной смазки, маслопровода и масляной канавки. Адекватная и рациональная система смазки увеличивает срок службы оборудования и рабочие характеристики.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок их службы. умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Машина для холодной высадки использует двигатели известных торговых марок, подшипники, насосы и т. д. для повышения надежности машины.
10. Система автоматической проверки доступна и опциональна.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Сенсорный экран и система числового управления диалога «человек-машина» являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки.