Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Содержание:
- Особенности токарного патрона
- Принцип работы токарного патрона
- Токарный патрон своими руками
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию. Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок. Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже — четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки. Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.
Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр. Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву. Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение.
Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров. Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
История токарного станка — полезная информация Токарно-винторезные станки по металлу
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.

В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т. д.
д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка
Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.
Нужное изображение получали на заготовке следующим образом.
Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до «толщины маленького пальца».
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 — 1756)
Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий».
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле».
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум».
Генри Модсли (Maudslay Henry 1771-1831)
Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Позже открыл собственную мастерскую, потом завод в Ламбете.
Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
Токарный станок по металлу своими руками – чертежи, , фото
Самодельный токарный станок по металлу своими руками: чертежи, фото,
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные , демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
На ниже представлен процесс самостоятельного изготовления суппорта для токарного станка.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.
Еще один вариант самодельного станка (нажмите для увеличения)
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
http://met-all.org
Руководство по покупке токарного станка
Если вы ищете токарный станок, то вы, вероятно, уже знакомы с основами того, что такое токарный станок, что он делает и как он может использоваться как профессионалами, так и любителями. Но если вы ничего не знаете о токарных станках, успокойтесь! Мы начнем с базовой истории токарного станка, дадим некоторую общую информацию о том, что он делает, а затем перейдем к дополнительным рекомендациям о том, как выбрать токарный станок для данного проекта.
в их самой ранней форме представляли собой машину с ручным управлением, рассчитанную на двух человек.Конечно, эта ранняя форма возникла более трех тысячелетий назад в Древнем Египте, так что по понятным причинам все было немного более олдскульным.
Даже ранние токарные станки обладали ключевой особенностью всех токарных станков с тех пор и до наших дней; в отличие от других станков, в токарном станке вращается именно то, что обрабатывается или обрабатывается («заготовка»), а не режущий инструмент. Токарный станок — это обратная сторона дрели; вместо того, чтобы вращающееся режущее долото вгрызалось в окружающий кусок дерева или металла, вращающийся кусок металла формируется стационарной режущей головкой.
Токарный станок — это обратная сторона дрели; вместо того, чтобы вращающееся режущее долото вгрызалось в окружающий кусок дерева или металла, вращающийся кусок металла формируется стационарной режущей головкой.
Благодаря конструкции токарного станка придание формы заготовке на токарном станке называется «токарной обработкой». На токарном станке можно обрабатывать практически любой материал, хотя наиболее распространены металл и дерево.
Разработка токарного станка
Токарные станки начинались как довольно примитивные инструменты, но во время промышленной революции они сделали гигантский скачок вперед. Паровые машины обеспечили более мощные станки; электричество еще больше разовьет токарные станки. В 1950-х годах серводвигатели добавили элементы управления в процесс токарной обработки, а современные токарные станки полностью интегрированы с числовым программным управлением (ЧПУ), что позволяет полностью автоматизировать их.
Попутно мастера изучали, что можно сделать на токарном станке. Токарные станки позволяют удалять материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно выточить из нестандартных деталей с помощью токарного станка. Сегодня вы найдете токарные станки повсюду, от прекрасных мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Токарные станки позволяют удалять материал для создания округлых форм; все, от металлических стержней до деревянных ножек стульев, можно выточить из нестандартных деталей с помощью токарного станка. Сегодня вы найдете токарные станки повсюду, от прекрасных мастерских по обработке дерева до передовых фабричных цехов, которые служат разным целям, но работают по одному и тому же принципу; вращающаяся заготовка со стационарной режущей головкой.
Назначение вашего нового токарного станка
Если вы думаете о покупке токарного станка, вам сначала нужно представить себе основной проект или проекты, для которых вы будете использовать токарный станок.Имея в виду проект, вот несколько вопросов, которые помогут вам выбрать токарный станок.
- Вы режете в основном деревянные детали или это токарный станок по металлу?
- В личной мастерской или в современном инструментальном цехе?
- Вам нужна полная автоматизация или лучше простой станок?
Эти факторы влияют на сложность станка, который вам понадобится. Полностью оснащенный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого токарного станка для токарной обработки мебели.
Полностью оснащенный ЧПУ токарный станок, способный обрабатывать детали промышленного размера по четырем осям, с несколькими головками для токарной обработки, сверления и резки, сильно отличается от простого двухосевого токарного станка для токарной обработки мебели.
Компоненты
Когда дело доходит до деталей, которые вы будете вставлять в токарный станок, есть еще несколько факторов. Основные компоненты токарного станка, как правило, состоят из следующего:
- Передняя бабка со шпинделем
- Патрон (для фиксации заготовки)
- Станина токарного станка
- Каретка и поперечные салазки
- Револьверная головка
- Задняя бабка
Необходимые технические характеристики назначение вашего токарного станка и размеры деталей, над которыми вы будете работать.
Передняя бабка со шпинделем – Расположенная с левой стороны станка, передняя бабка удерживает шпиндель на месте, обычно с подшипниками. Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Обычно с двигателем и шкивом передняя бабка также обеспечивает мощность для вращения шпинделя и детали. Размер шпинделя варьируется, обычно от ½ дюйма до 1 ½ дюйма в диаметре.
Размер шпинделя определяет размер заготовки, которую вы можете обработать на токарном станке. Однодюймового шпинделя может быть достаточно для небольших работ, но для шпинделя, достаточно прочного, чтобы вмещать более крупные детали без изгиба, вам часто потребуется шпиндель размером не менее дюйма с четвертью.
Другие аспекты передней бабки и шпинделя, о которых следует помнить: допускает ли передняя бабка выдвижение наружу? В то время как детали предназначены для установки между передней и задней бабками над станиной токарного станка, вынос позволяет устанавливать заготовку вдали от корпуса детали.
Это значительно увеличивает диаметр обрабатываемых деталей. Это не идеальное решение; есть веские причины, по которым детали обычно устанавливаются над станиной токарного станка, где расположена револьверная головка, а задняя бабка помогает поддерживать заготовку.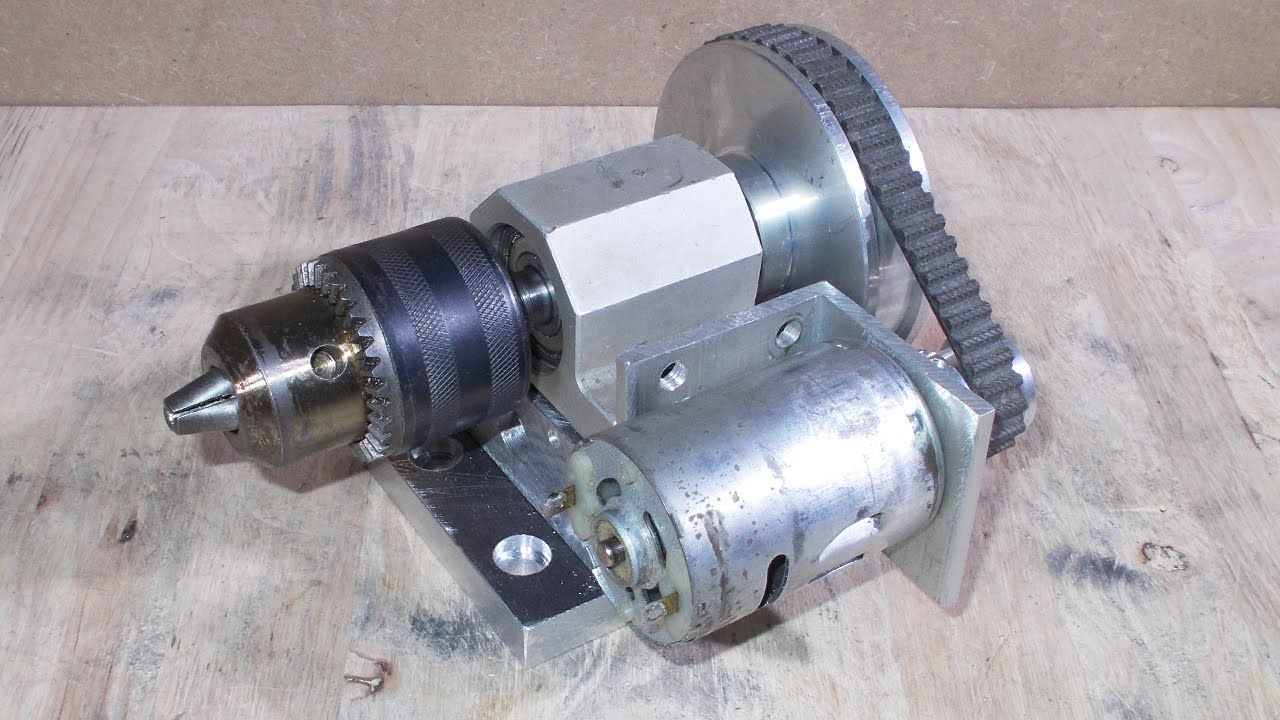 В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые допускает передняя бабка. Некоторые передние бабки можно поворачивать, что упрощает их вынос.
В любом случае, когда вы покупаете токарный станок, учитывайте размер передней бабки и шпинделя, а также различные положения, которые допускает передняя бабка. Некоторые передние бабки можно поворачивать, что упрощает их вынос.
Патрон – Патрон представляет собой специальный зажим для удержания цилиндра. Патрон удерживает заготовку, и большинство токарных станков могут закреплять заготовки размером от 5 до 66 дюймов. Многие патроны также имеют сквозное отверстие, позволяющее длинным заготовкам проходить через патрон и выходить за токарный станок.Используйте тот же процесс принятия решений для патрона, что и для передней бабки; какой размер вам нужен, исходя из деталей, с которыми вы, вероятно, будете работать?
Обратите внимание, что есть дополнительные опции с патронами; большинство патронов являются кулачковыми, то есть подвижными частями, которые затягиваются или ослабляются, чтобы соответствовать заготовке. Типичное расположение кулачков состоит из трех или четырех кулачков на каждом патроне, но у некоторых патронов их намного больше. Челюсти могут быть сжаты вместе или перемещаться независимо друг от друга, чтобы удерживать детали необычной формы.
Челюсти могут быть сжаты вместе или перемещаться независимо друг от друга, чтобы удерживать детали необычной формы.
Станина станка – Станина станка – более простое решение.Есть два основных варианта; британская плоская кровать или предпочитаемая американцами V-образная кровать. Эти два вида не требуют пояснений, и у каждого из дизайнов есть свои сторонники. Для небольших токарных станков (и соответственно меньших заготовок) это редко имеет большое значение для производительности токарного станка.
На более крупных токарных станках промышленного назначения станины также могут быть закруглены, а токарные станки с наклонной станиной все чаще используются на полностью автоматизированных токарных станках с ЧПУ для промышленного применения.
Задняя бабка — На многих новых токарных станках задняя бабка является дополнительной функцией.Его назначение простое – он удерживает дальний конец заготовки. В то время как задняя бабка может не понадобиться для небольших деталей, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки уменьшает изгиб заготовки; слишком большой изгиб может придать готовому изделию нежелательную деформацию или изгиб. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
В то время как задняя бабка может не понадобиться для небольших деталей, для более крупных деталей задняя бабка имеет решающее значение. Использование задней бабки уменьшает изгиб заготовки; слишком большой изгиб может придать готовому изделию нежелательную деформацию или изгиб. Если вы собираетесь работать с более крупными деталями, покупка задней бабки с самого начала является разумным выбором.
Каретка, поперечные салазки и револьверная головка – это «рабочие части» токарного станка.Каретка представляет собой набор стержней, часто двух или трех, идущих по всей длине станка. Поперечный суппорт опирается на каретку и удерживает башню. В револьверной головке, в свою очередь, находятся различные инструменты для резки и растачивания детали.
Хотя это звучит сложно, именно каретка и поперечный салазок определяют количество осей, по которым может двигаться ваш токарный станок, будь то две, три или четыре. Размер башни и количество головок, которые она может вместить, определяются размером детали, которую вы хотите повернуть. Для больших заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Для больших заготовок требуются большие режущие головки, которые, в свою очередь, требуют больших револьверных головок.
Дополнительные соображения
Размер — В США вы найдете токарные станки с описанием «8 дюймов на 24 дюйма». токарные станки. Последнее число относится к расстоянию между центрами (т. Е. Передней и задней бабками) или к самому длинному куску материала, с которым может справиться токарный станок. Первое число в США относится к максимальному диаметру, который может иметь заготовка и при этом оставаться над станиной станка.Это также известно как «качание» токарного станка.
В Великобритании первая цифра выражается иначе; как мера между центром патрона, то есть теоретически центром любой заготовки, и ближайшей точкой станины токарного станка. Следовательно, токарный станок 8 на 24 в США будет токарным станком 4 на 24 в Великобритании.
Большинство любителей и мастеров, работающих с более мелкими деталями, обнаружат, что токарный станок размером 3 x 15 дюймов, как правило, настолько мал, насколько это необходимо, в то время как размер примерно вдвое больше, 6 x 30 дюймов, составляет верхнюю часть того, что может сделать домашний токарный станок. быть.
быть.
Вес – Имейте в виду, что, как и многие другие механизмы, токарные станки могут быть довольно тяжелыми. Приведенный размер — это не размер самого станка, а скорее обрабатываемая деталь, которую можно разместить; токарный станок будет значительно больше. Токарный станок размером 3 x 15 дюймов легко может весить более 30 кг; токарный станок такого размера будет весить намного больше, и для его установки потребуется подъемник с двигателем или небольшой кран.
Мощность . Одна из последних вещей, которую вам нужно учитывать при покупке нового токарного станка, — это двигатель.Хотя некоторые токарные станки работают с одной скоростью, многие из них имеют несколько настроек скорости. Также необходимо учитывать крутящий момент.
Для резки больших деталей вашему токарному станку потребуется больше, чем просто высокие обороты; ему потребуется мощность, чтобы тяжелая заготовка плавно вращалась и резала. Рекламодатели могут с гордостью заявлять о максимальной скорости вращения своих токарных станков; но минимум об/мин могут быть даже более важными для таких операций, как нарезание резьбы.
Ось – Токарные станки имеют как минимум две оси движения: ось X (вперед/назад вдоль поперечного суппорта) и Y (перпендикулярно оси X).Однако высокопроизводительный токарный станок с ЧПУ может иметь до 7 осей, от X, Y и Z (трехмерное движение) до оси вращения. Так, ось X может иметь дополнительную ось движения A, которая является вращательной по оси X.
Это может показаться запутанным; достаточно сказать, что чем больше у токарного станка осей движения, тем более сложным, дорогим и промышленным он, вероятно, будет.
Покупка токарного станка — довольно сложный процесс, но вам будет очень полезно, если вы будете помнить о проекте при покупке.Для чего вы собираетесь использовать токарный станок? С учетом этого проекта в качестве определяющего фактора станет очевидной необходимая сложность станка и любые ограничения по размеру или весу.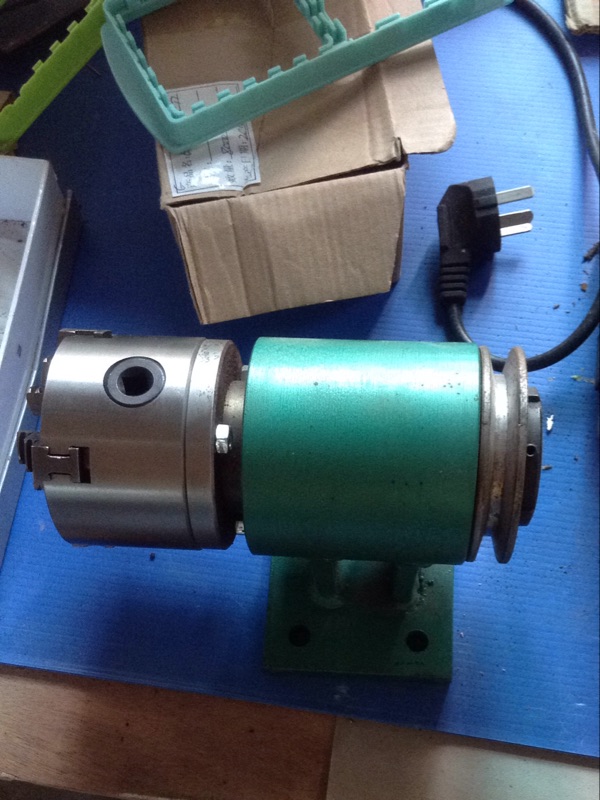 Вы сможете принять гораздо более взвешенное решение, если в первую очередь будете ставить потребности своего проекта.
Вы сможете принять гораздо более взвешенное решение, если в первую очередь будете ставить потребности своего проекта.
Как поменять шпиндель токарного станка 👩 Сделай сам
Содержание статьи:Введение
В токарном станке шпиндель представляет собой металлический зажим , используемый для удержания объекта, что облегчает работу.Некоторые токарные станки, особенно более крупные, имеют боги шпинделей с проводами интегральные или другие механизмы подходят к сборке конические. Но в большинстве вы возвращаетесь к небольшим размерам , используя одну простую пластину с соответствующей резьбой и плотно привинченную к оправке, которая входит в одну полость в задней части последнего. А теперь давайте посмотрим, как поменять шпиндель токарного станка.
Замена башмаков
Шпиндель токарного станка состоит из центральной массы, называемой «ротор», которая воздействует на главную ось, которая устанавливает количество оборотов, необходимых для обработки металлических или деревянных изделий. На последнем есть 3 металлические опоры в форме буквы «Г», которые называются «башмаками» и служат для стягивания детали и обеспечения ее идеального вращения по кругу. Каждый башмак состоит из 3 уменьшающихся шлицов, которые позволяют захватывать предметы разного диаметра.
На последнем есть 3 металлические опоры в форме буквы «Г», которые называются «башмаками» и служат для стягивания детали и обеспечения ее идеального вращения по кругу. Каждый башмак состоит из 3 уменьшающихся шлицов, которые позволяют захватывать предметы разного диаметра.
Снимите башмаки с помощью винтов
Что касается точения идеально цилиндрического куска металла или дерева, положение башмаков оправки является идеальным в только что описанном состоянии. Если, с другой стороны, деталь, которую нужно повернуть, имеет неправильные углы, необходимо внести изменение, которое заключается в разборке башмаков.Операция происходит путем отвинчивания винтов, расположенных на каждом башмаке, которые позволяют их поворачивать так, чтобы захват происходил не внутри шлицов, а на кончике самого башмака, соответствующем более короткой стороне буквы «L».
Используйте пластинорез
Если на токарном станке установлен фиксированный шпиндель, то есть он не имеет съемных башмаков, можно внести изменения, чтобы сделать его многофункциональным. Первое, что нужно сделать, это купить небольшой сверлильный патрон, оснащенный стальным удлинителем, который необходимо установить в центре токарного станка и который позволяет обрабатывать и отделывать кусок металла или дерева.Еще одно изменение, которое можно внести в патрон токарного станка, состоит в использовании фрезы для пластин; поэтому купите специальный диск с множеством канавок, доходящих до конца круга, позволяющих захватывать круглые предметы разного диаметра. Этот диск позволяет зафиксировать обод в патроне токарного станка, заставляя его вращаться для резки пластины. Последние могут быть заблокированы винтами, оснащенными гайками и небольшими губками, которые служат опорой для краев разрезаемой пластины, предотвращая ее освобождение.
Первое, что нужно сделать, это купить небольшой сверлильный патрон, оснащенный стальным удлинителем, который необходимо установить в центре токарного станка и который позволяет обрабатывать и отделывать кусок металла или дерева.Еще одно изменение, которое можно внести в патрон токарного станка, состоит в использовании фрезы для пластин; поэтому купите специальный диск с множеством канавок, доходящих до конца круга, позволяющих захватывать круглые предметы разного диаметра. Этот диск позволяет зафиксировать обод в патроне токарного станка, заставляя его вращаться для резки пластины. Последние могут быть заблокированы винтами, оснащенными гайками и небольшими губками, которые служат опорой для краев разрезаемой пластины, предотвращая ее освобождение.
Посмотреть видео
Советы
Несколько полезных ссылок:
- //tornituradiguido.wordpress.com/materiali/mandrini/
- //tornituradguido.
 wordpress.com/2013/08/27/nuovo-mandrino-ax/
wordpress.com/2013/08/27/nuovo-mandrino-ax/
 wordpress.com/2013/08/27/nuovo-mandrino-ax/
wordpress.com/2013/08/27/nuovo-mandrino-ax/- Как разобрать и заменить сверлильный патрон
Видео: Настройка скорости вращения шпинделя (ручной токарный станок)
13 различных типов токарных инструментов
Получите все необходимые токарные инструменты для вашего следующего проекта по деревообработке. Откройте для себя различные типы токарных инструментов для машин всех размеров и для различных областей применения.
Токарные инструменты используются на токарном станке, который представляет собой формовочный станок с вращающимся приводом для поворота заготовки вокруг своей оси относительно различных инструментов. Токарные станки используются для обработки дерева, металла и других материалов, используемых в самых разных областях. Они также используются для металлообработки, прядения металла, обработки стекла и дерева.
Они также используются для металлообработки, прядения металла, обработки стекла и дерева.
Существует широкий спектр инструментов, которые можно использовать на токарных станках, таких как фрезы или режущие инструменты, инструменты с твердосплавными наконечниками, инструменты для токарных станков, отрезные инструменты для токарных станков и сверла.
Торцовочный/токарный инструмент
Источник: Amazon
Торцевой/токарный инструмент станет неотъемлемой частью вашего опыта работы на токарном станке. Вам необходимо иметь доступ к этому инструменту, если вы хотите сократить срок хранения товара на складе. Он также способен делать меньший диаметр, так что вы можете видеть, как это пригодится для различных проектов. Вам нужно иметь правильные инструменты, когда вы собираетесь выполнять работу, и это станет основным продуктом для всех, кто использует токарный станок для резки.
Этот торцовочный инструмент очень просто установить на ваш токарный станок. Независимо от того, используете ли вы револьверный токарный станок или у вас есть двигатель или настольный токарный станок, он сможет работать идеально. Он подойдет сразу, и вы сможете без проблем поместить в него все свои режущие инструменты. Выполнение точной работы намного проще, когда на вашем токарном станке есть надежный торцовочный/токарный инструмент.
Независимо от того, используете ли вы револьверный токарный станок или у вас есть двигатель или настольный токарный станок, он сможет работать идеально. Он подойдет сразу, и вы сможете без проблем поместить в него все свои режущие инструменты. Выполнение точной работы намного проще, когда на вашем токарном станке есть надежный торцовочный/токарный инструмент.
Этот блок здесь также сделан из стали, так что вы можете сказать, что он выдержит регулярное использование.Это инструмент, который пригодится много раз на протяжении многих лет. Это один из самых важных инструментов для вашего токарного станка. Это также очень доступный инструмент, поэтому у вас не возникнет проблем с добавлением его в свою коллекцию.
Расточная оправка Расточные оправки будут полезны, когда вам нужно сделать отверстие больше, чем оно уже есть. Если вам нужно освободить место для более крупных винтов в детали, которую вы строите, или если вам нужно большее отверстие по любой другой причине, это то, к чему вы обратитесь. Расточная оправка может легко просверлить имеющееся отверстие и расширить область для вас. Важно понимать, что для правильной работы этого инструмента должно быть отверстие.
Расточная оправка может легко просверлить имеющееся отверстие и расширить область для вас. Важно понимать, что для правильной работы этого инструмента должно быть отверстие.
В любом случае, это будет важно иметь под рукой, когда вы в ней нуждаетесь. Это может сделать вашу жизнь намного проще, когда вы строите стол или что-то еще, для чего потребуются отверстия для правильного соединения. Бывают случаи, когда вам нужно, чтобы отверстия были больше, и использование расточной оправки сделает процесс очень быстрым.Вы можете использовать его не так часто, как некоторые другие токарные инструменты, но он будет вам полезен, когда придет время.
К счастью, приобретение одного из этих удобных инструментов не будет стоить вам слишком много денег. Вы можете приобрести набор расточных станков по очень разумной цене, а затем использовать его всякий раз, когда вам это нужно. Существуют различные советы по расточной оправке, которые будут полезны, когда вам нужен определенный размер. Примите это во внимание и убедитесь, что у вас есть подходящие размеры.
Примите это во внимание и убедитесь, что у вас есть подходящие размеры.
Источник: Amazon
Инструменты для снятия фаски часто используются, когда кому-то нужно отломить кромку детали. Он также полезен для создания фаски на кромке заготовки, так что вы сможете значительно упростить эту работу, владея одним из этих инструментов. Сверла на вашем инструменте для снятия фаски должны быть мощными, чтобы хорошо выполнять свою работу. Хорошей идеей будет купить очень мощный набор, чтобы максимально упростить задачу.
Этот инструмент для снятия фаски изготовлен из твердого сплава 42 хромомолибдена, поэтому он хорошо подойдет для ваших целей. Это будет хорошей покупкой для вас, когда вам понадобится один из этих инструментов. Это экономически выгодно, и у вас будет возможность использовать этот инструмент в течение очень долгого времени. Покупка чего-то действительно прочного всегда принесет вам пользу, потому что вы можете положиться на эти инструменты в течение многих лет.
Найти инструменты для снятия фасок не составит труда, и вы даже можете захотеть приобрести один в наборе с другими токарными инструментами.Вы можете приобрести наборы инструментов для токарных станков, в которых будут инструменты для снятия фаски. Когда вам нужно более одного токарного инструмента, это может быть эффективным способом получить несколько вещей, которые вам нужны. Покупка инструментов для снятия фаски сама по себе — еще один отличный способ удовлетворить ваши потребности, поэтому просто не торопитесь, чтобы принять правильное решение.
Накатной инструмент Инструменты для накатки используются, когда люди изготавливают какие-то ручки. Их можно использовать и для других целей, но для правильной обработки ручек нужен инструмент для накатки.Инструмент для накатки позволяет вам правильно захватить ручку, чтобы вы могли выполнить необходимую работу с ней. Вы захотите иметь доступ к инструменту для накатки в тех ситуациях, когда для безопасного и правильного выполнения задачи необходим усиленный захват.
Вы можете настроить этот накатной инструмент в соответствии со своими потребностями, что значительно упростит выполнение вашего проекта. Эти инструменты для накатки — это не то, что вы легко найдете повсюду, поэтому вам, возможно, придется поискать их. Получить инструмент для накатки онлайн будет очень просто, но вы можете не найти его в местном хозяйственном магазине, если у них нет очень надежного инвентаря.Это может быть неудобно для некоторых людей, но если вы осмотритесь, вам не потребуется слишком много времени, чтобы отследить его.
Его очень легко установить на ваш токарный станок, поэтому вам не придется беспокоиться о том, что это трудоемкий процесс. Инструмент для накатки сможет хорошо удерживать предметы, не создавая чрезмерной нагрузки на токарный станок. Это будет очень удобно, так что сделайте все возможное, чтобы купить его сегодня. Это окажется хорошим решением, и вам понравится увеличенное сцепление, которое оно обеспечивает на многих объектах.
Разделительный инструментИсточник: Amazon
Отрезные инструменты относятся к наиболее важным типам инструментов, которые вы можете приобрести для своего токарного станка. Независимо от того, какую работу вы планируете выполнять на своем токарном станке, вполне вероятно, что в какой-то момент вам понадобится один из них. Они используются, чтобы укоротить вещи или отрезать определенные участки инвентаря. Это будет иметь решающее значение, когда вы пытаетесь все правильно совместить.
Независимо от того, какую работу вы планируете выполнять на своем токарном станке, вполне вероятно, что в какой-то момент вам понадобится один из них. Они используются, чтобы укоротить вещи или отрезать определенные участки инвентаря. Это будет иметь решающее значение, когда вы пытаетесь все правильно совместить.
Вы должны иметь возможность максимально эффективно изменять размеры деталей.Наличие хорошего отрезного инструмента, который вы можете использовать с вашим токарным станком, сделает все настолько простым, насколько это возможно. Укорачивание изделия не займет у вас много времени, и вы сможете работать очень аккуратно. Это делает ваше время работы с токарным станком намного более приятным и помогает вашему проекту стать лучше.
Инструменты для разделения очень распространены, поэтому вы сможете купить их в большинстве крупных розничных продавцов оборудования. Просто убедитесь, что модель, которую вы покупаете, будет хорошо работать для ваших целей и будет работать с вашим токарным станком. Это поможет вам получить максимальную отдачу от опыта и убережет вас от любых потенциальных разочарований. Использование этого инструмента для разделения станет отличным подспорьем в ваших проектах, поэтому обязательно купите его как можно скорее.
Это поможет вам получить максимальную отдачу от опыта и убережет вас от любых потенциальных разочарований. Использование этого инструмента для разделения станет отличным подспорьем в ваших проектах, поэтому обязательно купите его как можно скорее.
Швеллеры в основном используются для нарезки швеллеров на заготовку. Это пригодится, когда вам понадобятся неглубокие канавки или канавки круглой формы. Вы обнаружите, что это необходимо для надлежащего завершения многих проектов, поэтому имеет смысл иметь в наличии инструмент ченнелинга.Это не будет инструмент, который вы используете на своем токарном станке чаще всего, но время от времени он будет входить в игру.
Получить желобок будет проще, если вы купите его в наборе с другими токарными инструментами. Показанный здесь набор инструментов невероятно высокого качества и изготовлен из высокоуглеродистой инструментальной стали. Наконечники инструментов изготовлены из карбида, поэтому они идеально подойдут для ваших целей. Это позволит вам выполнять множество различных работ, и вам не придется беспокоиться о поиске подходящего инструмента для выполнения задачи.
Это позволит вам выполнять множество различных работ, и вам не придется беспокоиться о поиске подходящего инструмента для выполнения задачи.
С твердосплавным наконечником прорезать каналы в заготовке будет настолько просто, насколько это возможно. Стоит приобрести набор инструментов, который будет хорошо работать в течение многих лет. Эти инструменты изготовлены из прочных материалов и будут прекрасно работать на вашем токарном станке. Попробуйте их, и вы обязательно обнаружите, что они вам по душе.
Стамески для деревообработкиИсточник: Amazon
Один из самых важных инструментов для работы с деревом, который вы будете иметь в своем распоряжении, — стамеска по дереву.Эти стамески помогут вам сделать много разных вещей. Этот конкретный набор стамесок для деревообработки содержит пять различных стамесок, которые служат разным целям. Стамески имеют длину десять дюймов, а лезвия составляют четыре дюйма этой длины.
Это действительно хорошая покупка, если вы только начинаете покупать инструменты, необходимые для вашего токарного станка. Эти столярные стамески поставляются в очень красивой деревянной коробке, так что вы можете хранить их в безопасности, пока они не используются.Когда у вас будет доступ к этим инструментам, вы сможете выполнять свои задачи по деревообработке намного проще. Если вам нужен инструмент для соскабливания или инструмент для разделения, этот набор поможет вам.
Эти столярные стамески поставляются в очень красивой деревянной коробке, так что вы можете хранить их в безопасности, пока они не используются.Когда у вас будет доступ к этим инструментам, вы сможете выполнять свои задачи по деревообработке намного проще. Если вам нужен инструмент для соскабливания или инструмент для разделения, этот набор поможет вам.
Изготовление различных деревянных изделий станет намного проще, если у вас есть такой надежный набор столярных стамесок, как этот. Независимо от того, пытаетесь ли вы изготовить бейсбольную биту или строите свой собственный стол, они определенно вам пригодятся. Вам нужны правильные инструменты для вашего токарного станка, чтобы сделать работу легкой.Покупка себе хорошего набора стамесок по дереву станет благом для ваших усилий, и вам не придется тратить непомерную сумму денег, чтобы получить то, что вам нужно.
Связано: 55 типов инструментов
Косые долота В набор стамесок для деревообработки входит наклонное долото, но лучше упомянуть его назначение отдельно.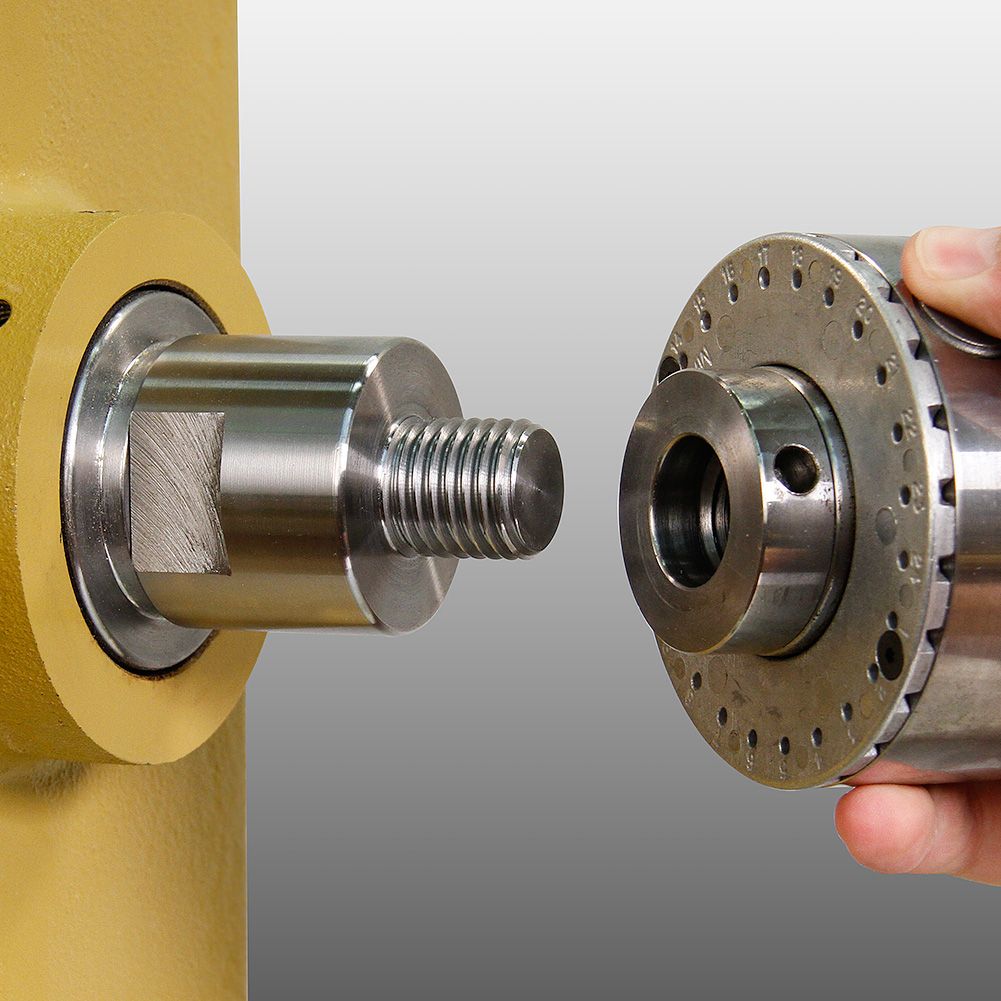 Косые стамески — это то, что вы используете, когда вам нужно придать куску дерева гладкую поверхность. Вы часто обнаружите, что у вас есть грубый кусок дерева, который нуждается в последних штрихах, чтобы приблизить его к завершению.Косое долото окажется для вас бесценным, когда вы стремитесь закончить свои проекты.
Косые стамески — это то, что вы используете, когда вам нужно придать куску дерева гладкую поверхность. Вы часто обнаружите, что у вас есть грубый кусок дерева, который нуждается в последних штрихах, чтобы приблизить его к завершению.Косое долото окажется для вас бесценным, когда вы стремитесь закончить свои проекты.
На рынке вы найдете множество различных типов косых стамесок. Они бывают разных форм и размеров, поэтому вы можете захотеть иметь несколько из них в разных стилях. Это позволит повысить эффективность косого долбления, поскольку вы сможете выбрать долото, более подходящее для конкретной задачи. Косые стамески обычно покупают в комплекте с другими вариациями стамесок.
Эти стамески имеют эргономичную конструкцию и доставляют истинное удовольствие.Ручки изготовлены из отечественного ясеня и выдержат испытание временем. Вы можете использовать косую стамеску в этом наборе в течение многих лет. У него даже есть красивый деревянный футляр для переноски, так что вы можете носить его с собой в разных местах.
Связано: 55 типов инструментов
Долота шпинделяИсточник: Amazon
Шпиндельные выемки — еще один ключевой инструмент, к которому вам понадобится доступ. Эти шпиндельные выемки отличаются от обычного долота тем, для чего они используются.Вы будете использовать свои шпиндельные выемки, чтобы делать углубления в ваших кусках дерева. Это термин, используемый в деревообработке, который в основном означает, что вы будете формировать канавки в древесине.
Это очень важный шаг, и вам потребуются хорошо обработанные шпиндельные канавки, чтобы максимально упростить процесс. На самом деле вы довольно часто найдете шпиндельные долота в наборах с другими инструментами для деревообработки. Их также можно приобрести отдельно, поэтому просто помните о своих точных потребностях, когда идете за покупкой.Возможно, вам будет удобнее купить шпиндельный станок в комплекте, чем искать его отдельно.
Следует также отметить, что эти канавки шпинделя бывают разных размеров. В зависимости от ваших потребностей вы можете захотеть, чтобы ваш шпиндель был длиннее или короче, в зависимости от потребностей проекта, за который вы беретесь. Может быть выгодно иметь несколько станков для шпинделя, поэтому вы можете захотеть иметь в наличии несколько различных вариантов. Они легко доступны, поэтому у вас не возникнет проблем с их поиском.
В зависимости от ваших потребностей вы можете захотеть, чтобы ваш шпиндель был длиннее или короче, в зависимости от потребностей проекта, за который вы беретесь. Может быть выгодно иметь несколько станков для шпинделя, поэтому вы можете захотеть иметь в наличии несколько различных вариантов. Они легко доступны, поэтому у вас не возникнет проблем с их поиском.
Источник: Amazon
Долота с чашами функционируют так же, как и их собратья со шпинделями, но они отличаются во многих важных аспектах. Самое важное, что нужно знать о бороздах, это то, что они используются для создания более глубоких бороздок в древесине. Также на рынке представлено множество различных вариаций чашеобразных долот. Вы найдете так много разных стилей и размеров, что делает этот набор инструментов очень универсальным.
Конечно, вам нужно, чтобы ваши долота для чаши были очень жесткими, чтобы выполнять задачи, для которых они предназначены. Крайне важно, чтобы вы купили искусно изготовленный набор долот для чаши, если вы собираетесь использовать их очень часто. Эти инструменты будут использоваться, когда они свисают с подручника, поэтому вам нужно убедиться, что все будет в безопасности. Покупка высококачественных инструментов сделает процесс более гладким, поэтому не торопитесь, чтобы выбрать хорошие долота для чаши.
Крайне важно, чтобы вы купили искусно изготовленный набор долот для чаши, если вы собираетесь использовать их очень часто. Эти инструменты будут использоваться, когда они свисают с подручника, поэтому вам нужно убедиться, что все будет в безопасности. Покупка высококачественных инструментов сделает процесс более гладким, поэтому не торопитесь, чтобы выбрать хорошие долота для чаши.
Долото для чаши, представленное здесь, имеет красивую ручку из европейского ясеня и очень прочную конструкцию.Он идеально подойдет для ваших целей и является настоятельно рекомендуемой покупкой. Это лезвие было обработано так, чтобы служить вам долгое время, поэтому оно будет вам очень полезно, когда вам нужно завершить важные проекты по деревообработке. Некоторым может показаться, что хорошая чашеобразная выемка дороговата, но качество важно, поэтому стоит потратить деньги.
СкребкиИсточник: Amazon
Скребковые инструменты сыграют очень важную роль, когда вы доберетесь до конца деревообрабатывающего проекта. Вам нужны эти скребки, чтобы иметь возможность отделывать плоские днища и выпуклые участки вашей работы. Это будет действительно важным аспектом работы в целом, поэтому вам понадобится хороший скребок, на который можно положиться. Вы найдете инструменты для шабрения почти в любом хозяйственном магазине, и их также довольно просто использовать на вашем токарном станке.
Вам нужны эти скребки, чтобы иметь возможность отделывать плоские днища и выпуклые участки вашей работы. Это будет действительно важным аспектом работы в целом, поэтому вам понадобится хороший скребок, на который можно положиться. Вы найдете инструменты для шабрения почти в любом хозяйственном магазине, и их также довольно просто использовать на вашем токарном станке.
Интересно, что у этих скребков только кончик лезвия соприкасается с деревом. Когда ваш скребок находится в хорошем рабочем состоянии, он будет производить стружку из дерева, и вы сможете использовать его для правильной отделки вашего изделия.Использование скребка для выполнения сложной работы может потребовать немного практики, но как только вы привыкнете к нему, это станет одной из ваших любимых частей процесса. Это будет неотъемлемая часть вашего токарного станка, которая позволит вам делать действительно красивые изделия.
У этого скребка квадратный конец, но вы можете приобрести скребки с другими типами концов. Какой скребок понравится вам больше всего, частично зависит от того, какую работу вы выполняете. Показанный скребок может отлично послужить вам, поскольку он имеет прочную ручку и прочное лезвие.Секция инструмента имеет длину шесть дюймов, а длина ручки — десять дюймов.
Какой скребок понравится вам больше всего, частично зависит от того, какую работу вы выполняете. Показанный скребок может отлично послужить вам, поскольку он имеет прочную ручку и прочное лезвие.Секция инструмента имеет длину шесть дюймов, а длина ручки — десять дюймов.
Источник: Amazon
Вы обнаружите, что инструмент для вырезания и разделения дерева работает иначе, чем обычный инструмент для разделения по нескольким важным параметрам. Важно понимать, что вы используете это, чтобы сделать надрезы более мелкими по сравнению с инструментом для разделения. Это хорошо работает, когда вам нужно сформировать бусины. Когда вы планируете добавлять выпуклые детали к своим изделиям из дерева, обязательно иметь в своем распоряжении один из этих инструментов.
У большинства людей, которые серьезно относятся к работе с деревом, есть один из этих инструментов. У вас не должно возникнуть проблем с поиском того, что вам нужно, в большинстве розничных магазинов, где продаются инструменты и биты для инструментов. Это инструмент, который найдет широкое применение, и вы будете счастливы иметь его под рукой. Это значительно облегчит многие работы, и без этого некоторые методы деревообработки были бы не такими правдоподобными.
Это инструмент, который найдет широкое применение, и вы будете счастливы иметь его под рукой. Это значительно облегчит многие работы, и без этого некоторые методы деревообработки были бы не такими правдоподобными.
Показанный здесь инструмент для вырезания бисера и разделения по дереву окажется для вас очень полезным.С его помощью можно легко отделить секции дерева, над которым вы работаете. Бисероплетение также будет очень простым с этим высококачественным инструментом. Вы также можете найти, что этот инструмент продается в наборах с другими инструментами для токарной обработки дерева, так что имейте это в виду, если вам нужны другие инструменты.
Шлифовальный круг Некоторые люди добавляют к токарному станку шлифовальный круг, чтобы сделать его более удобным. Это будет отличный способ совместить несколько функций токарной обработки и деревообработки в одном удобном инструменте.Вы сможете очень легко использовать этот инструмент для тонкой работы по дереву. Он сделан очень простым в использовании, и это делает его удобным вариантом для всех, у кого есть токарный станок.
Он сделан очень простым в использовании, и это делает его удобным вариантом для всех, у кого есть токарный станок.
Установка этого шлифовального круга на токарный станок невероятно проста. Вам не потребуется много времени, чтобы все настроить, и он чувствует себя очень безопасно, когда он включен. Вы сможете сразу приступить к работе, и в большинстве случаев это сэкономит ваше время. На самом деле это может быть более экономичным способом выполнения определенных задач, поскольку покупка шлифовального круга может быть более доступной, чем покупка множества различных инструментов.
Какими бы ни были ваши намерения в отношении шлифовального круга, вы можете рассчитывать на то, что он сделает для вас большую работу. Возможность приобрести это по доступной цене делает его легкой рекомендацией. Есть те, кому нравится высокая точность, которую могут предложить многие другие инструменты, но шлифовальный круг — это то, что вам следует рассмотреть. Взгляните на плюсы и минусы каждого, а затем подумайте о том, что вам нужно, прежде чем решить, что купить.
Розыгрыш домашней стратосферы…
Примите участие в розыгрыше Мелкая бытовая техника
Лучшие мелкие бытовые приборы включают блендер Vitamix, кастрюлю быстрого приготовления, соковыжималку, кухонный комбайн, настольный миксер и кофеварку Keurig.
Бесплатные раскраски и книги для детей
Бесплатно скачать и распечатать.
Загрузите тысячи пользовательских раскрасок и головоломок для своих детей.
Пять проектов токарных станков, которые вы можете построить
Сразу предупреждаю: токарные станки по дереву вызывают привыкание.Хотя они кажутся пугающими для начинающих пользователей, токарные станки доставляют удовольствие и могут использоваться для создания широкого круга проектов. Токарные станки обычно используются для небольших проектов, таких как миски, тарелки, даже ручки, а также детали мебели и шкафов. Используется несколько методов с двумя основными методами токарной обработки: точение шпинделя и точение планшайбы. В пяти включенных проектах используются оба метода, а также двойное точение и что-то совсем другое.
В пяти включенных проектах используются оба метода, а также двойное точение и что-то совсем другое.
Ряд производителей выпускают токарные станки. Они варьируются от малогабаритных до крупногабаритных сверхмощных моделей. Показанный токарный станок представляет собой 15-дюймовую модель Craftsman Professional с регулируемой скоростью. Это средний размер, но хорошо спроектированный с чугунной конструкцией для тяжелых работ. Особенности включают двигатель мощностью в одну лошадиную силу, обеспечивающий достаточную мощность. Двигатель сохраняет полную мощность даже на самой низкой скорости. Передняя бабка поворачивается на 90 градусов, что позволяет поворачивать 20-дюймовый подвес. 24-позиционный упор с шагом 15 градусов позволяет использовать токарный станок для фрезерования канавок и отбортовки.Токарный станок имеет максимальную длину шпинделя 37 дюймов и 15-дюймовую внутреннюю способность вращения чаши. Токарный станок поставляется с 6- и 12-дюймовым упором для инструментов, центральным зубчатым венцом, подшипниковым центром, 4-дюймовой планшайбой и стержнем для удаления центра токарного станка. Кроме того, мы добавили аксессуары, в том числе комплект Craftsman Bowl-Turning Kit и спиральные патроны Craftsman, а также рабочую оправку с патроном и ключом.
Токарный станок поставляется с 6- и 12-дюймовым упором для инструментов, центральным зубчатым венцом, подшипниковым центром, 4-дюймовой планшайбой и стержнем для удаления центра токарного станка. Кроме того, мы добавили аксессуары, в том числе комплект Craftsman Bowl-Turning Kit и спиральные патроны Craftsman, а также рабочую оправку с патроном и ключом.
Поворотные блоки можно приобрести различных размеров в местных источниках или заказать по почте. Разрежьте блоки на квадраты, прежде чем поворачивать.
Вам также понадобятся токарные доски, которые вы сможете купить на месте. Токарные заготовки также доступны из ряда источников по почте. Packard Woodworks предлагает все виды расходных материалов для токарной обработки, от инструментов до дерева и отделки.
Примечание редактора: Инструкции в этой статье предназначены для конкретных проектов деревообработки. Все чертежи находятся в конце этой статьи. Если вы новичок в работе на токарном станке и хотите изучить основы, ознакомьтесь с «Урок токарного станка» по Monte Burch по адресу www. Extremehowto.com.
Extremehowto.com.
Подсвечник из точеного камня
Конечно, вы не можете точить камень на токарном станке по дереву, но с помощью современных «текстурированных» аэрозольных красок, таких как Rustoleum MultiColor Textured Spray Paint, вы можете легко имитировать каменную «скульптурную колонну». Показанный подсвечник был выточен из обрезков красного кедра. Подойдет любой подручный материал, который у вас есть, но лучшим выбором будет более мягкая древесина, которая легче обрабатывается и не показывает волокна.Точение сочетает в себе точение шпинделя и планшайбы.
Отметьте по диагонали концы блока, чтобы определить центры. Отрежьте углы поворотного блока под углом 45 градусов на настольной пиле. Это сокращает шаг от грубого к круглому.Разрежьте по диагонали на одном конце пилой с мелкими зубьями на глубину около 1/16 дюйма. Вставьте центр шпоры в надрезы.
Обрежьте блок до круглой формы, используя долото для токарного станка, и сгладьте поверхность косым долотом.

Проведите диагональные линии по концам, чтобы определить центры. Используя ручную пилу с мелкими зубьями, сделайте надрезы на одном конце по диагональным линиям глубиной около 1/16 дюйма. Вставьте центр шпоры в пазы. Первым шагом является увеличение квадратного чертежа и создание шаблона для части шпинделя. Вы можете ускорить черновую обработку, обрезав углы заготовки на настольной пиле, установленной под углом 45 градусов. Грубо обрежьте заготовку до круглой формы с помощью стамески. Используйте прямое косое долото, чтобы сгладить и создать цилиндр с прямыми сторонами.
Отметьте карандашом места для канавок. Затем косой стамеской вырежьте канавки и закругленный бортик. Найдите бусины и отметьте их расположение на блоке карандашом. Включите токарный станок и добавьте больше карандашных пометок для облегчения определения. Используйте долото с острием, чтобы начертить бусины, и закончите бусины косой стамеской. Отшлифуйте токарную поверхность на токарном станке наждачной бумагой все более мелкой зернистости, нарезанной на полоски. Отделите заготовку от токарного станка с помощью разделительного инструмента примерно до 1/2 дюйма и завершите обрезку ручной пилой с мелкими зубьями.
Отделите заготовку от токарного станка с помощью разделительного инструмента примерно до 1/2 дюйма и завершите обрезку ручной пилой с мелкими зубьями.
Вырежьте квадратный блок размером 3 на 3 дюйма из материала 3/4 дюйма для основы. Отметьте по диагонали от угла к углу, чтобы установить центр, и используйте циркуль, чтобы отметить окружность основания. Закрепите приклад на лицевой панели с помощью винтов. Сделайте основу круглой и обрежьте на ней декоративный край. Песок гладкий.
Канавки для «колонны» вырезаются на фрезерно-фрезерном станке Legacy Revo. Станок имеет делительную головку, позволяющую точно вырезать канавки.Показаны получившиеся каннелюры для подсвечника.
Вы можете оставить подсвечник как есть, или вы можете выточить его с помощью фрезы на погружном фрезере и с помощью самодельной подставки для гофрирования, установленной на направляющих станины токарного станка. Фрезерование, показанное в этом проекте, было выполнено на фрезерном станке Legacy Revo, который очень прост и точен. Станок имеет делительную головку, хвостовую часть и переднюю бабку для удержания заготовки между центрами. Отрежьте верхние части на ленточной пиле. Скрепите все детали между собой клеем и нанесите фактурную отделку.
Фрезерование, показанное в этом проекте, было выполнено на фрезерном станке Legacy Revo, который очень прост и точен. Станок имеет делительную головку, хвостовую часть и переднюю бабку для удержания заготовки между центрами. Отрежьте верхние части на ленточной пиле. Скрепите все детали между собой клеем и нанесите фактурную отделку.
Мельница для перца
Мельница для перца — это забавный, практичный и сложный токарный проект, который станет отличным подарком на Рождество. Механизмы измельчения доступны из нескольких источников, включая Packard Woodworks. Механизмы доступны в нескольких размерах и поставляются с подробными инструкциями по повороту мельницы и установке механизма.
Скруглите токарную заготовку мельницы для перца с помощью долота.Сгладьте круглую заготовку косой стамеской. Это базовое точение шпинделя с несколькими дополнительными задачами. Точение профиля шпинделя — самый простой и отличный способ научиться точить дерево на токарном станке. Начните с небольшого веретена и древесины от мягкой до средней плотности. Грецкий орех — хороший выбор. Хороший размер — это поворотный блок размером 2-1/2 на 2-1/2 на 12 дюймов. Увеличьте квадратный рисунок, расположенный в конце этой статьи, и создайте выкройку. Корпус мельницы точен между центрами. Сделайте грубый скругление с помощью стамески, а затем косой стамеской сгладьте срезы.Используйте выемку и наклон, чтобы завершить профиль.
Начните с небольшого веретена и древесины от мягкой до средней плотности. Грецкий орех — хороший выбор. Хороший размер — это поворотный блок размером 2-1/2 на 2-1/2 на 12 дюймов. Увеличьте квадратный рисунок, расположенный в конце этой статьи, и создайте выкройку. Корпус мельницы точен между центрами. Сделайте грубый скругление с помощью стамески, а затем косой стамеской сгладьте срезы.Используйте выемку и наклон, чтобы завершить профиль.
Отрежьте плечо на верхнем конце корпуса с помощью разделительного стамески. Уступ должен быть 1-3/4″ в диаметре и около 3/4″ в длину. Штангенциркули используются для проверки диаметров в процессе токарной обработки.
Часть верхнего конца должна быть загнута на 1-1/2 дюйма и затем помещена в четырехкулачковый патрон для сверления отверстий в корпусе. После того, как корпус был обточен и отшлифован, нанесите отделку, пока он еще находится в токарном станке.Нанесите слой отделки салатницы, дайте высохнуть, отполируйте очень тонкой стальной ватой и нанесите второй слой. Или можно использовать полиуретановый лак. Когда второй слой высохнет, отполируйте мягкой тканью.
Или можно использовать полиуретановый лак. Когда второй слой высохнет, отполируйте мягкой тканью.
Снимите заготовку, отпилите уступ и установите в 3-х или 4-х кулачковый патрон. Поверните профиль корпуса мельницы, используя небольшие выемки и косые долота. Используйте разделительное долото, чтобы выровнять дно.
Поместите корпус в патрон, снимите заднюю бабку и используйте патрон на оправке с насадкой Форстнера.Установите сверло на место и, вращая на малой скорости, используйте заднюю бабку, чтобы просверлить отверстие диаметром 1-5/8 дюйма на конце. Затем просверлите однодюймовое отверстие как можно глубже в теле. Переверните корпус и просверлите верхний конец на 1-5/8 дюйма для шипа колпачка. Затем просверлите отверстие в корпусе, чтобы завершить сквозное отверстие в корпусе. Используйте ручную пилу с мелкими зубьями или ленточную пилу, чтобы отрезать отходы. Или вы можете просто повернуть корпус и использовать сверлильный станок, чтобы просверлить отверстия. Убедитесь, что заготовка расположена идеально параллельно сверлу, зажав ее большим зажимом.
Убедитесь, что заготовка расположена идеально параллельно сверлу, зажав ее большим зажимом.
Отшлифуйте корпус, пока он все еще находится в токарном станке. Затем нанесите чистовую отделку и отполируйте, пока он все еще находится в токарном станке. Когда корпус все еще находится в патроне, используйте сверло Форстнера в оправочном патроне, чтобы просверлить отверстия в корпусе фрезера. Наконец, поверните крышку.
Поверните колпачок с шипом на конце, чтобы он вошёл в выемку в верхней части корпуса. Соберите механизм мельницы и мельницу в соответствии с инструкциями производителя.
Платформа для чипсов и соусов
Сегментные токарные работы — это забавные, привлекательные проекты, а пластина для стружки и погружения — типичный пример того, что можно сделать.Блюдо сделано из клена и ореха для контраста. Первый шаг — склеить большие секции клена и ореха отдельно, чтобы создать необходимую ширину. Используйте клей Titebond III и убедитесь, что доски зажаты ровно, не деформированы и не перекручены. Как только эти доски высохнут в течение ночи, снимите их с зажимов и отшлифуйте все поверхности лентой или пропустите доски через рубанок, чтобы удалить выдавленный клей и создать гладкие, плоские поверхности.
Как только эти доски высохнут в течение ночи, снимите их с зажимов и отшлифуйте все поверхности лентой или пропустите доски через рубанок, чтобы удалить выдавленный клей и создать гладкие, плоские поверхности.
Приклейте верхний сегмент грецкого ореха к сегменту клена, снова надежно зажав и убедившись, что сборка имеет квадратную форму и не перекручена. Когда клей схватится, обрежьте склеенный сегмент квадратной формы. Отметьте по диагонали углы, чтобы найти центр как на поверхности грецкого ореха, так и на поверхности клена. Отметьте окружность диска с помощью компаса и вырежьте окружность диска с помощью ленточной пилы. Вырежьте квадрат для нижней части грецкого ореха. Обратите внимание, что он меньше в диаметре. Найдите центр квадрата, отметьте его окружность и вырежьте по форме.С помощью маленького квадрата отметьте край сегмента на каждой диагональной линии. Это позволяет вам расположить меньший сегмент точно на сегменте клена, выровняв линии. Приклейте и надежно закрепите.
Приклейте и надежно закрепите.
Это строго точение планшайбы. Вам понадобится прочная лицевая панель и токарный станок с 14-дюймовой токарной мощностью или внешней токарной мощностью.Показанный токарный станок Craftsman имеет поворотную головку, а с помощью комплекта Craftsman Bowl-Turning Rest Kit вы можете выполнять токарную обработку до 20 дюймов на подвесном двигателе. Установите лицевую панель на верхнюю или большую часть орехового дерева, убедившись, что она расположена по центру.
Установите двигатель токарного станка на самую низкую скорость, на показанном токарном станке 400 об/мин. Установите планшайбу на токарный станок и установите подручник, чтобы закруглить край пластины. Поверните заготовку вручную, чтобы убедиться, что поворот не касается остальной части. Включите токарный станок и скруглите край с помощью выемки, а затем перекоса, чтобы сгладить его. Переместите подручник к лицевой или нижней стороне диска и поверните ореховую «ножку», придав ей форму. Скруглите кленовый сегмент от ножки до лицевой части из ореха и отшлифуйте всю нижнюю сторону до гладкости.
Переместите подручник к лицевой или нижней стороне диска и поверните ореховую «ножку», придав ей форму. Скруглите кленовый сегмент от ножки до лицевой части из ореха и отшлифуйте всю нижнюю сторону до гладкости.
Снимите с токарного станка. Снимите лицевую панель с верхнего орехового сегмента и поместите ее на меньший нижний сегмент. Убедитесь, что он расположен по центру. Установите токарную обработку на токарный станок и поверните верхнюю и внутреннюю часть диска. Готовая верхняя часть имеет внешний обод из орехового дерева с кленовым дном и ободком из орехового дерева для держания посуды в центре для погружения.Определите размер посуды, которую вы хотите использовать для окунания, и с помощью карандаша отметьте внутреннюю и внешнюю стороны окунающей формы, а также толщину внешнего обода из орехового дерева. Используйте долото, чтобы грубо вырезать сегмент грецкого ореха. По мере углубления сегмента вам нужно будет использовать долото с чашей, потому что обычное долото будет цепляться за наклонные стороны, когда вы будете делать надрезы.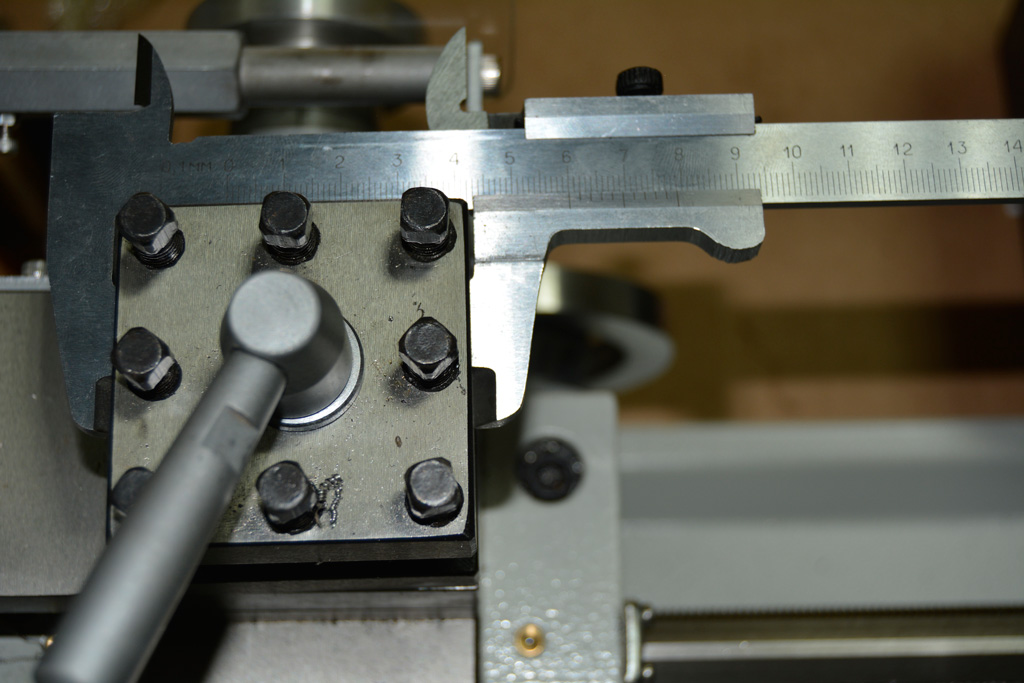 После того, как сегменты будут грубо вырезаны, используйте наклон, чтобы сгладить нижний сегмент клена и скруглить края края чаши и внешнего края. Отшлифуйте до гладкости и нанесите слой H.Отделка салатницы Behlen (доступна у Grizzly) на токарном станке, используя мягкую тряпку, чтобы гладко вытереть отделку. Дайте высохнуть, слегка отполируйте стальной мочалкой и нанесите еще один слой. Снимите с токарного станка, заполните отверстия для винтов в нижней части шпаклевкой из орехового дерева и разгладьте. Нанесите на все блюдо третий слой салатницы. Отполируйте мягкой тканью.
После того, как сегменты будут грубо вырезаны, используйте наклон, чтобы сгладить нижний сегмент клена и скруглить края края чаши и внешнего края. Отшлифуйте до гладкости и нанесите слой H.Отделка салатницы Behlen (доступна у Grizzly) на токарном станке, используя мягкую тряпку, чтобы гладко вытереть отделку. Дайте высохнуть, слегка отполируйте стальной мочалкой и нанесите еще один слой. Снимите с токарного станка, заполните отверстия для винтов в нижней части шпаклевкой из орехового дерева и разгладьте. Нанесите на все блюдо третий слой салатницы. Отполируйте мягкой тканью.
Подставка для растений на трех ножках
Показанная подставка для растений представляет собой довольно традиционный проект и довольно прост.Он состоит из трех ножек, выточенных шпинделем, и верхней секции, распиленной лентой. Поскольку вы будете копировать на токарном станке, вы можете использовать копировальный аппарат для токарного станка, такой как Craftsman Copy Crafter, или сделать шаблон для подражания.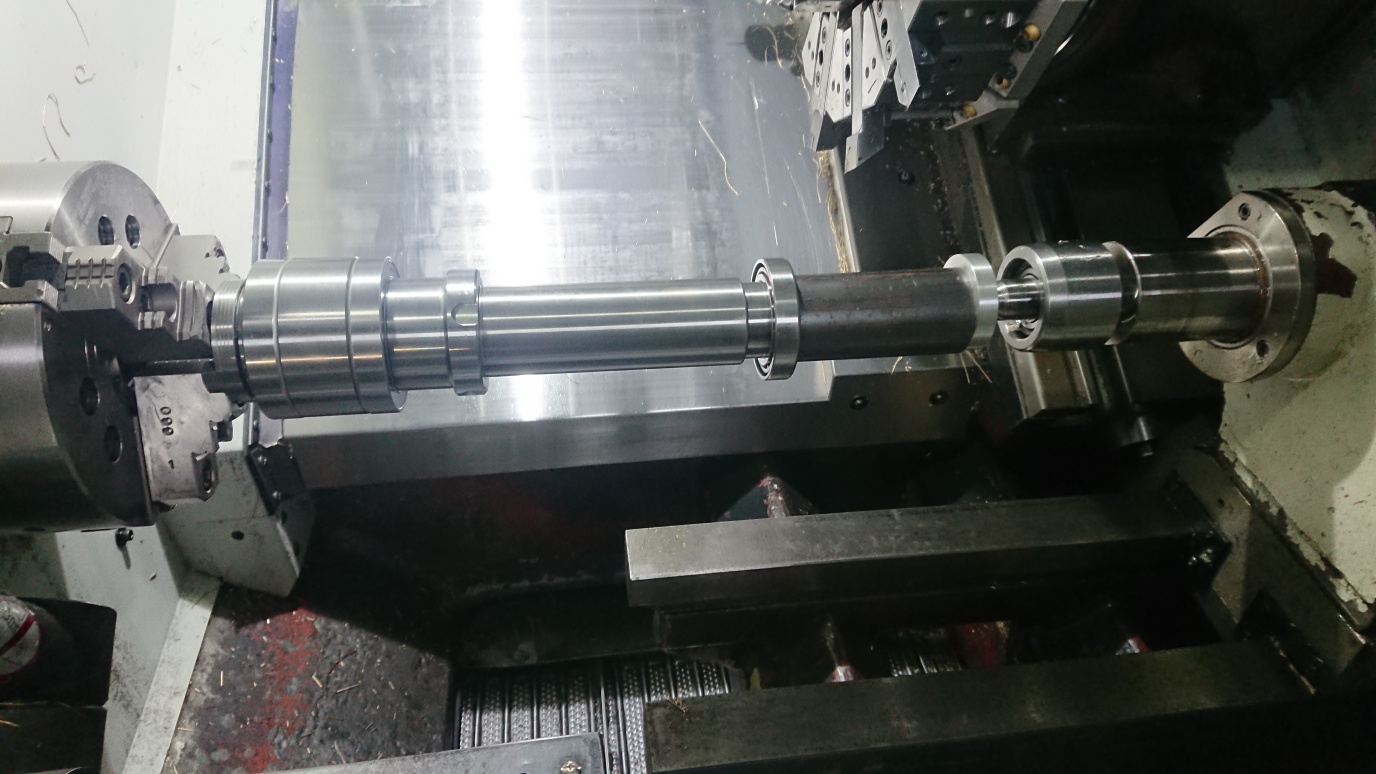 Увеличьте квадратный рисунок и создайте шаблон из твердого картона или фанеры толщиной 1/4 дюйма. Вырежьте шаблон по форме с помощью ленточной или спиральной пилы. Установите блок для ноги на токарном станке и придайте ему форму, следуя шаблону. Отшлифуйте и обработайте ногу, пока она еще находится в токарном станке. Таким же образом поверните две другие ноги.
Увеличьте квадратный рисунок и создайте шаблон из твердого картона или фанеры толщиной 1/4 дюйма. Вырежьте шаблон по форме с помощью ленточной или спиральной пилы. Установите блок для ноги на токарном станке и придайте ему форму, следуя шаблону. Отшлифуйте и обработайте ногу, пока она еще находится в токарном станке. Таким же образом поверните две другие ноги.
С помощью циркуля отметьте окружность верхней части и разделите круг на три части, чтобы найти отверстия для ножек. Отрежьте верхнюю часть по форме на ленточной пиле и отшлифуйте до гладкости. Ноги расширяются, а отверстия для ножек просверливаются в верхней части с помощью наклонного стола для сверлильного станка, такого как универсальный сверлильный станок Craftsman Professional, или с помощью изготовленной в магазине направляющей. Ноги удерживаются на месте в верхней части с помощью клиньев. Используя ручную пилу с мелкими зубьями, вырежьте прорези в верхней части каждой ножки.Отрежьте тонкую дольку грецкого ореха. Вставьте ногу в отверстие и вставьте клин на место. Повторите для двух оставшихся ног. Используйте ленточный шлифовальный станок, чтобы сгладить концы клиновидных ножек верхней частью и отшлифовать мелкой наждачной бумагой. Нанесите отделку.
Повторите для двух оставшихся ног. Используйте ленточный шлифовальный станок, чтобы сгладить концы клиновидных ножек верхней частью и отшлифовать мелкой наждачной бумагой. Нанесите отделку.
Стол-пьедестал, изготовленный на основе Legacy Revo
Когда токарный станок не токарный станок? Если вас пугает вращающийся кусок дерева на токарном станке, вы можете рассмотреть фрезерный станок Legacy Revo. Он сделает почти все, что вы можете сделать на токарном станке, а затем и кое-что еще.В основном станок использует фрезер и различные фрезы, в том числе некоторые специальные фрезы, разработанные специально для станка, для резки заготовки по форме, в том числе круглой, а также для вырезания канавок, тростника и следования шаблону для точение конических деталей сложной формы, таких как ножки стола. Что интересно, так это создание спиральных поворотов, даже «веревочных» поворотов. Legacy Revo — это прочный и чрезвычайно точный фрезерный станок, который поставляется с четырьмя DVD-дисками по настройке и пояснениям различных этапов.
Для пятого «токарно-токарного» проекта мы использовали фрезерный станок Revo для имитации точеного стола с опорой и колонной, обрезанной канатом. В старину колонну обтачивали на токарном станке, затем «канатную» конструкцию вырезали рашпилем по дереву и шлифовали до гладкости — очень трудоемкая работа. Revo делает работу быстрой и легкой: на сборку колонны уходит около часа.
Вам понадобится погружной фрезер хорошего качества, а также четыре специальные фрезы, чтобы создать показанный рисунок. Биты, разработанные специально для мельницы Legacy Revo, можно приобрести в компании Magnate. Вам понадобится классическая спираль № 3952, насадка для очистки дна № 2704, насадка для формования веревки № 7581 и насадка для чаши и поддона № 7801.
Колонна стола изготовлена из поворотного блока размером 3 1/2 на 3 1/2 на 17 дюймов. Показанный стол был сделан из ореха, но подойдет любая твердая древесина с закрытыми волокнами.Как и при точении шпинделя на токарном станке, первый шаг — убедиться, что концы обрезаны под прямым углом. Отметьте по диагонали концы блока, чтобы определить центр каждого конца. В передней бабке Revo используется металлический зажим с пальцами, который привинчен к одному концу токарной заготовки. Затем пальцы вставляются в ответный зажим на конце передней бабки станка. Противоположный конец токарной заготовки удерживается на месте центральной точкой задней бабки, как на токарном станке. Отметив диагонали и найдя центры, отрежьте углы от заготовки с помощью настольной пилы, установленной на 45 градусов.
Показанный стол был сделан из ореха, но подойдет любая твердая древесина с закрытыми волокнами.Как и при точении шпинделя на токарном станке, первый шаг — убедиться, что концы обрезаны под прямым углом. Отметьте по диагонали концы блока, чтобы определить центр каждого конца. В передней бабке Revo используется металлический зажим с пальцами, который привинчен к одному концу токарной заготовки. Затем пальцы вставляются в ответный зажим на конце передней бабки станка. Противоположный конец токарной заготовки удерживается на месте центральной точкой задней бабки, как на токарном станке. Отметив диагонали и найдя центры, отрежьте углы от заготовки с помощью настольной пилы, установленной на 45 градусов.
Закрепив фрезер на фрезерном столе, установите насадку для очистки днища. Опустите фрезу, зафиксируйте ее на месте и поднимите или опустите опорную направляющую фрезы, чтобы фреза легла на ровную поверхность заготовки. Зафиксируйте направляющую фрезерной опоры на месте. Поднимите направляющую глубины фрезерования примерно на 1/8 дюйма. Отпустите погружной рычаг и дайте фрезеру полностью подняться. Переместите фрезерный стол к одному концу заготовки и опустите фрезу, чтобы установить начальную точку.Заблокируйте один из стопоров направляющей фрезерного стола в этом месте. Переместите фрезерный стол к противоположному концу заготовки и также зафиксируйте стопор на месте. Переместите фрезерный стол обратно в начало и отметьте начальную точку стола на линейке опорной направляющей. Зафиксируйте фрезерный стол на резьбовом стержне.
Отпустите погружной рычаг и дайте фрезеру полностью подняться. Переместите фрезерный стол к одному концу заготовки и опустите фрезу, чтобы установить начальную точку.Заблокируйте один из стопоров направляющей фрезерного стола в этом месте. Переместите фрезерный стол к противоположному концу заготовки и также зафиксируйте стопор на месте. Переместите фрезерный стол обратно в начало и отметьте начальную точку стола на линейке опорной направляющей. Зафиксируйте фрезерный стол на резьбовом стержне.
Включите фрезер, опустите его на место и поверните рукоятку фрезерного станка. Когда вы проворачиваете рукоятку, ложа вращается, в то время как фрезерный стол движется вперед, срезая спираль дерева, чтобы «закруглить» ложу. Переместите фрезерный стол обратно в начальную точку, ослабьте замок, который удерживает фрезерный стол на резьбовом стержне, и переместите фрезерный стол на один дюйм. Повторяйте шаги проворачивания и фрезерования до тех пор, пока ложа не станет полностью закрученной.
Повторяйте шаги проворачивания и фрезерования до тех пор, пока ложа не станет полностью закрученной.
Снимите донную фрезу и замените ее на классическую спираль.Переместите фрезерный стол так, чтобы центр фрезы находился на расстоянии 3 дюймов от одного конца заготовки. Используя стопорные замки, заблокируйте фрезерный стол, чтобы он не мог двигаться в продольном направлении в любом направлении. Снимите замок с резьбового стержня. Установите глубину фрезы, чтобы врезаться в заготовку примерно на 1/4 дюйма. Включите фрезер, опустите его на место и переместите подвижный фрезерный стол, чтобы отцентрировать фрезу над заготовкой. Когда вы поворачиваете рукоятку станка, сверло прорезает рисунок на ложе, напоминая форму, выточенную на токарном станке.Продолжайте опускать долото и поворачивать рукоятку, пока не достигнете желаемой глубины. Повторите этот шаг на противоположном конце запаса.
Затем веревка вырезается. Удалите спиральный бит, вставьте веревочный бит, и «волшебство» начнется. Найдите начальную точку для долота примерно в 1 дюйме от ранее повернутого профиля. Зафиксируйте стоп-замок на месте, переместите фрезерный стол на противоположный конец и повторите шаг. Определите глубину резания, чтобы создать «веревку», и зафиксируйте направляющую глубины фрезерования на месте.Верните фрезерный станок в исходную точку и установите на место замок фрезерного стола/резьбового стержня. Включите фрезер, погрузитесь на заданную глубину и поверните рукоятку, чтобы вращать заготовку и одновременно перемещать фрезерный стол. Это создаст первую из трех спиралей, используемых для создания дизайна веревки.
Найдите начальную точку для долота примерно в 1 дюйме от ранее повернутого профиля. Зафиксируйте стоп-замок на месте, переместите фрезерный стол на противоположный конец и повторите шаг. Определите глубину резания, чтобы создать «веревку», и зафиксируйте направляющую глубины фрезерования на месте.Верните фрезерный станок в исходную точку и установите на место замок фрезерного стола/резьбового стержня. Включите фрезер, погрузитесь на заданную глубину и поверните рукоятку, чтобы вращать заготовку и одновременно перемещать фрезерный стол. Это создаст первую из трех спиралей, используемых для создания дизайна веревки.
Снова верните фрезерный стол на место, снимите фиксатор стола/стержня и переместите стол на 1 дюйм. Опустите фрезу, чтобы убедиться, что она правильно расположена для обрезки следующего витка веревки.Включите маршрутизатор и повторите шаг, чтобы сделать следующий разрез. Повторите для третьего разреза.
Последний шаг в показанной колонке таблицы заключался в том, чтобы вставить погружное сверло с чашей и тарелкой и вырезать рисунок, чтобы очистить разрезы веревки. Срезы очень точные, требуется лишь небольшая шлифовка, чтобы завершить колонну.
Срезы очень точные, требуется лишь небольшая шлифовка, чтобы завершить колонну.
Нижняя часть стола, верхняя опора и верхняя часть были вырезаны по форме с помощью ленточной пилы, их края были фрезерованы, а затем отшлифованы до гладкости. Прикрепите нижнюю часть к нижней части колонны, а верхнюю опору к верхней части колонны с помощью винтов.Затем прикрепите верхнюю опору к нижней части стола с помощью винтов. Отшлифуйте и закончите в соответствии с требованиями.
Ресурсы
Grizzly Industrial
1-800-523-4777
www.grizzly.com
Legacy Ornamental Mills
1-800-279-4570
www.legacywoodworking.com
Magnate
1-800-827-2316
нетто
Packard Woodworks, Inc.
1-800-683-8876
www.packardwoodworks.com
Электроинструменты Rikon
877-884-5167
www.rikontools.com
Токарный станок – Производственные процессы 4-5
Модуль 1: Токарный станок
После прохождения этого модуля вы сможете:
• Определите наиболее важные части станка и их функции.
• Знать правила техники безопасности при работе с токарным станком. • Описать настройку режущего инструмента для обработки.
• Опишите крепление заготовки на токарном станке.
• Объясните, как установить режущий инструмент.
• Опишите расположение инструмента.
• Опишите, как центрировать заготовку и центр задней бабки.
Токарный станок — очень универсальная машина, и важно уметь ею управлять. Эта машина вращает цилиндрический объект относительно инструмента, которым управляет человек. Токарный станок является предшественником всех станков. Заготовка удерживается и вращается вокруг своей оси, в то время как режущий инструмент продвигается по линии желаемого разреза.Токарный станок является одним из самых универсальных станков, используемых в промышленности. С подходящими насадками станок можно использовать для точения, сужения, фасонного точения, нарезания резьбы, торцевания, притупления, сверления, прядения, шлифования, полирования. Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается.Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Операции резания выполняются режущим инструментом, подаваемым либо параллельно, либо под прямым углом к оси заготовки. Режущий инструмент также может подаваться под углом относительно оси заготовки для обработки конуса и углов. На токарном станке задняя бабка не вращается.Вместо этого вращается шпиндель, удерживающий заготовку. Цанги, центры, трехкулачковые патроны и другие зажимные приспособления могут удерживаться в шпинделе. Задняя бабка может содержать инструменты для сверления, нарезания резьбы, развертывания или нарезания конусов. Кроме того, он может поддерживать конец заготовки с помощью центра и может регулироваться для адаптации к различной длине заготовки.
Рисунок 1. Детали токарного станка
1. Включение/выключение питания
2. Шпиндель вперед/назад (перевернуть ручку вверх или вниз)
3.Маховик каретки 4. Маховик поперечной подачи
5. Маховик комбикорма
6. Включение каретки/поперечной подачи
7. Нарезная полугайка
8. Регулятор резьбы
Регулятор резьбы
9. Скорость шпинделя
10. Тормоз
11. Верхний/нижний диапазон шпинделя
12. Обратная нить/подача (втягивание/вытягивание)
13. Диапазоны подачи (A, B, C)
14. Диапазоны подачи (R, S, T)
15. Диапазоны подачи (V, W, X, Y, Z) – V и Z являются настройками для нарезания резьбы
16.Коробка передач
17. Коробка передач Низкая/Высокая
18. Задняя бабка
19. Инструментальная стойка
20. Резцедержатель
21. Трехкулачковый патрон
22. УЦИ (цифровое считывание) Переключатель заправки/подачи (см. позицию 15)
Как всегда, мы должны знать требования безопасности и стараться соблюдать правила безопасности, чтобы исключить серьезные травмы для себя или других.
Носить очки, короткие рукава, без галстука, без колец, без попыток остановить работу руками.Прежде чем пытаться проверить работу, остановите машину. Не знаете, как это работает? – «Не запускай». Не используйте тряпки во время работы машины.
Не используйте тряпки во время работы машины.
1. Выньте ключ из патрона сразу после использования. Не включайте токарный станок, если патрон все еще находится в ключе патрона.
2. Проверните патрон или планшайбу рукой, если нет проблем с заеданием или зазором.
3. Важно, чтобы патрон или планшайба были надежно закреплены на шпинделе токарного станка.
4.Переместите насадку инструмента на безопасное расстояние от патрона, цанги или планшайбы при вставке или удалении детали.
5. Поместите держатель резцедержателя слева от составного суппорта. Это гарантирует, что составной суппорт не будет наезжать на шпиндель или насадки патрона.
6. При установке и снятии патронов, планшайб и центров всегда следите за тем, чтобы все сопрягаемые поверхности были чистыми и не имели заусенцев.
7. Убедитесь, что насадка остро заточена и имеет правильные углы зазора.
8. Как можно короче зажмите насадку в держателе, чтобы предотвратить ее вибрацию или поломку.
9. Равномерно наносите и поддерживайте смазочно-охлаждающие жидкости. Это предотвратит морфинг.
10. Не вращайте шпиндель с резьбой в обратном направлении.
11. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
12. Если патрон или планшайба застряли на носовой части шпинделя, обратитесь к инструктору, чтобы удалить их.
13. Если при вращении на токарном станке выполняется какая-либо опиловка, напильник следует держать левой рукой во избежание соскальзывания в патрон.
14. Всегда останавливайте машину перед измерением.
15. Остановите машину при удалении длинной волокнистой стружки. Удалите их плоскогубцами.
16. Убедитесь, что задняя бабка зафиксирована на месте и правильно отрегулированы, если деталь поворачивается между центрами.
17. При точении между центрами избегайте полного прорезания детали.
18. Не пользуйтесь тряпками во время работы машины.
19. Снимите инструменты с резцедержателя и задней бабки перед очисткой.
20. Не используйте сжатый воздух для очистки станка.
21. Будьте осторожны при очистке токарного станка. Режущие инструменты острые, стружка острая, а заготовка может быть острой.
22. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена. Всегда вынимайте разводной ключ после использования, избегайте возни, держите пол в чистоте. Будьте осторожны при очистке станка, режущие инструменты острые, стружка острая, а заготовка может быть острой.
Вот несколько вопросов, которые важны при работе на токарном станке:
• Почему важна правильная скорость резки?
При слишком высоком значении инструмент быстро выходит из строя, теряется время на замену или восстановление инструмента.Слишком низкое значение CS приводит к низкой продуктивности.
Знать:
• Глубина резания для черновой обработки.
• Глубина резания для чистовой обработки.
Обратите внимание, что самые большие черновые проходы находятся в диапазоне от 0,010 до 0,030 в зависимости от обрабатываемого материала и от 0,002 до 0,012 для чистовой подачи для различных материалов.
• Скорость подачи для черновой обработки
• Скорость подачи для чистового прохода
Обратите внимание, что скорость подачи для черновой обработки находится в диапазоне от 0,005 до .020 в зависимости от обрабатываемого материала и от 0,002 до 0,004 для чистовой подачи для различных материалов.
Существует множество различных инструментов, которые можно использовать для токарной обработки, торцовки и отрезки на токарном станке. Каждый инструмент обычно состоит из карбида в качестве основного материала, но может включать и другие соединения. В этом разделе рассматриваются различные виды и способы использования режущих инструментов токарных станков.
Рисунок A: стандартный токарный инструмент для создания полуквадратного уступа. | Рисунок А |
 Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.
Если за режущей кромкой имеется достаточно материала, инструмент также можно использовать для черновой обработки.На рисунке B: изображен стандартный токарный инструмент с углом в плане. Этот угол позволяет выполнять тяжелые черновые резы. Также можно повернуть инструмент для создания полуквадратного плеча. | Рисунок В |
Рисунок C: носик имеет очень большой радиус, что помогает при чистовой обработке как легких, так и тяжелых резов.Инструмент также можно использовать для формирования углового радиуса. | Рисунок С |
Рисунок D: изображает повернутый стандартный токарный инструмент. Его носик ведет режущую кромку для создания легких чистовых пропилов по внешнему диаметру и поверхности уступа. | Рисунок D |
Рисунок E: изображает инструмент формы. | Рисунок Е |
 В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.
В инструмент можно втачивать различные формы, которые будут воспроизведены на детали.Рисунок F: изображает торцовочный инструмент. Этот резак используется для обработки конца заготовки, чтобы обеспечить гладкую, плоскую поверхность. Если в ложе есть отверстие в центре, используйте полуцентр для стабилизации и поддержки заготовки. | Рисунок F |
Рисунок G: изображает инструмент для нарезания канавок или подрезки.Как показано, он используется для вырезания канавок в заготовке. При наличии надлежащих зазоров инструмент может резать глубоко или резать влево или вправо. | Рисунок G |
На рисунке H: изображен инструмент для разделения. Отрезные инструменты отрезают заготовку на определенную длину. | Рисунок Н |
 Для этого инструмента требуется предварительно отформованное лезвие и держатель.
Для этого инструмента требуется предварительно отформованное лезвие и держатель.Рисунок I: изображает инструмент для нарезания резьбы под углом 60°, используемый для нарезания резьбы на заготовке. | Рисунок I |
Настройка режущего инструмента для обработки
• Переместите резцедержатель на левую сторону составного упора.
• Установите резцедержатель в резцедержатель так, чтобы установочный винт в резцедержателе выступал примерно на 1 дюйм за резцедержатель.
• Вставьте соответствующий режущий инструмент в державку так, чтобы инструмент выступал за пределы державки на 0,500 дюйма.
• Установите вершину режущего инструмента на центральную высоту.Проверьте это прямой линейкой или задней бабкой.
• Надежно затяните резцедержатель, чтобы он не двигался во время резки
Рисунок 2: Резцедержатель и резцедержатель
Для установки заготовки на токарный станок
• Убедитесь, что центр линии работает правильно. Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
Если он работает неправильно, снимите центр, очистите все поверхности и замените центр. Проверьте еще раз на истинность.
• Очистите центральные точки токарного станка и центральные отверстия в заготовке.
• Отрегулируйте шпиндель задней бабки так, чтобы он выступал примерно на 3 дюйма за пределы задней бабки.
• Ослабьте зажимную гайку или рычаг задней бабки.
• Поместите конец заготовки в патрон и сдвиньте заднюю бабку вверх, пока она не поддержит другой конец заготовки.
• Затяните зажимную гайку задней бабки или уровень.
Рисунок 3: Заготовка в токарном станке
Установка режущего инструмента
• Держатели инструментов используются для крепления режущих инструментов токарных станков.
• Перед установкой очистите держатель и затяните болты.
• Держатель инструмента токарного станка крепится к стойке инструмента с помощью быстроразъемного рычага.
• Стойка для инструментов крепится к станку с помощью Т-образного болта.
Рисунок 4: Установка режущего инструмента
Чтобы изменить положение режущего инструмента, переместите поперечный салазок и седло токарного станка вручную. Также доступны силовые каналы. Точные процедуры зависят от машины. Компаунд обеспечивает третью ось движения, и его угол можно изменить, чтобы срезать конусы под любым углом.
1. Ослабьте болты, которыми компаунд крепится к седлу.
2. Поверните компаунд на правильный угол, используя циферблатный индикатор, расположенный в основании компаунда.
3. Снова затяните болты.
4. Резак можно подавать вручную под выбранным углом. Соединение не имеет силовой подачи.
5. При необходимости используйте две руки для более плавной подачи. Это сделает чистовую отделку.
6. Как на компаунде, так и на поперечном суппорте есть микрометрические циферблаты, но на седле их нет.
7. Если при позиционировании седла требуется большая точность, используйте циферблатный индикатор, прикрепленный к седлу. Циферблатные индикаторы упираются в упоры.
Циферблатные индикаторы упираются в упоры.
Рисунок 5: Позиционирование инструмента
Стальная линейка
1. Поместите стальную линейку между ложей и инструментом.
2. Инструмент центрируется, когда линейка расположена вертикально.
3. Инструмент находится высоко, когда линейка наклонена вперед.
4. Инструмент находится низко, когда линейка наклонена назад.
Центр задней бабки
1. Ориентируйтесь на центр задней бабки при установке инструмента.
2. Расположите кончик инструмента по центру задней бабки.
1. Перечислите десять наиболее важных частей токарного станка.
2. Перечислите пять правил техники безопасности на токарных станках.
3. Почему важна скорость резки?
4. Что такое державка?
5. Где вы устанавливаете резцедержатель?
6. Насколько далеко вы выдвигаете режущий инструмент в резцедержателе?
7. Укажите три различных режущих инструмента.
8. Пожалуйста, опишите расположение инструмента.
9. Объясните, как центрировать заготовку.
10. Какие существуют два способа центрирования заготовки?
Достаточно ли точны опорные подшипники для токарного станка?
У меня есть копия книги Дейва Джинджери «Токарный станок по металлу», в которой описывается создание токарного станка с нуля с использованием сырья и алюминиевых отливок. Он использует набор опорных блоков, прикрепленных к временной платформе. Эта установка поддерживает борштангу, которая используется для вырезания гнезд под подшипники передней бабки на месте, используя направляющие в качестве направляющей (чтобы все выровнялось).Эти книги — золото, даже если вы не планируете делать свой собственный токарный станок, просто потому, что знакомство с изобретательностью ножниц обязательно сделает вас умнее :think:. Я частично согласен с Тони. Подшипники в них, вероятно, представляют собой радиальные шарикоподшипники (самый распространенный тип на сегодняшний день). Они могут воспринимать около 25% своей номинальной мощности в качестве осевой нагрузки, чего должно быть достаточно для небольших работ. Будет ли он таким же точным, как промышленный токарный станок? Возможно нет. Это будет работать? Почти наверняка. Будет ли он делать то, что вы хотите? Может быть.
Они могут воспринимать около 25% своей номинальной мощности в качестве осевой нагрузки, чего должно быть достаточно для небольших работ. Будет ли он таким же точным, как промышленный токарный станок? Возможно нет. Это будет работать? Почти наверняка. Будет ли он делать то, что вы хотите? Может быть.
Одна вещь, о которой следует помнить, это то, что опорные блоки хорошего качества стоят дорого (если у вас нет дешевого источника, в этом случае поделитесь . К тому времени, когда вы купите запас, подшипники и т. д., вы, возможно, потратили столько, сколько хотели бы. есть на б/у импортном токарном станке 7х14
Пару лет назад, когда мы еще жили в маленькой квартирке, я прошел через подобную авантюру.Я очень хотел фрезерный станок, но не было места, поэтому я решил построить настольный фрезерный станок с ЧПУ на основе на одном из распространенных дизайнов.Он работал после моды, но был немного громоздким, и в конечном итоге я потратил на него довольно много.Я тоже многому научился и повеселился. Ни один из тех, на которые вы действительно не можете поставить ценник.
Ни один из тех, на которые вы действительно не можете поставить ценник.
И последнее. Чтобы обойти опасения Тони по поводу точности и посадки подшипников. Установите вал в блоки и зафиксируйте установочные винты. Затем, как только вал зафиксируется, поверните носовой конус. Это обеспечивает концентричность конуса носа. Единственная хитрость в том, что вы не можете снять вал. Если вы это сделаете, носовой конус придется вернуть на место. Я видел эту технику в списке рассылки Quorn в отношении производства точных шлифовальных шпинделей.В этом случае шпиндель вращается в собственных подшипниках. Результат трудно превзойти.
DMS
Ultimate Lathe Stand | Популярные Деревообработка
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Соберите устойчивую, прочную и тяжелую подставку профессионального качества. Хорошая подставка так же важна, как и хороший токарный станок.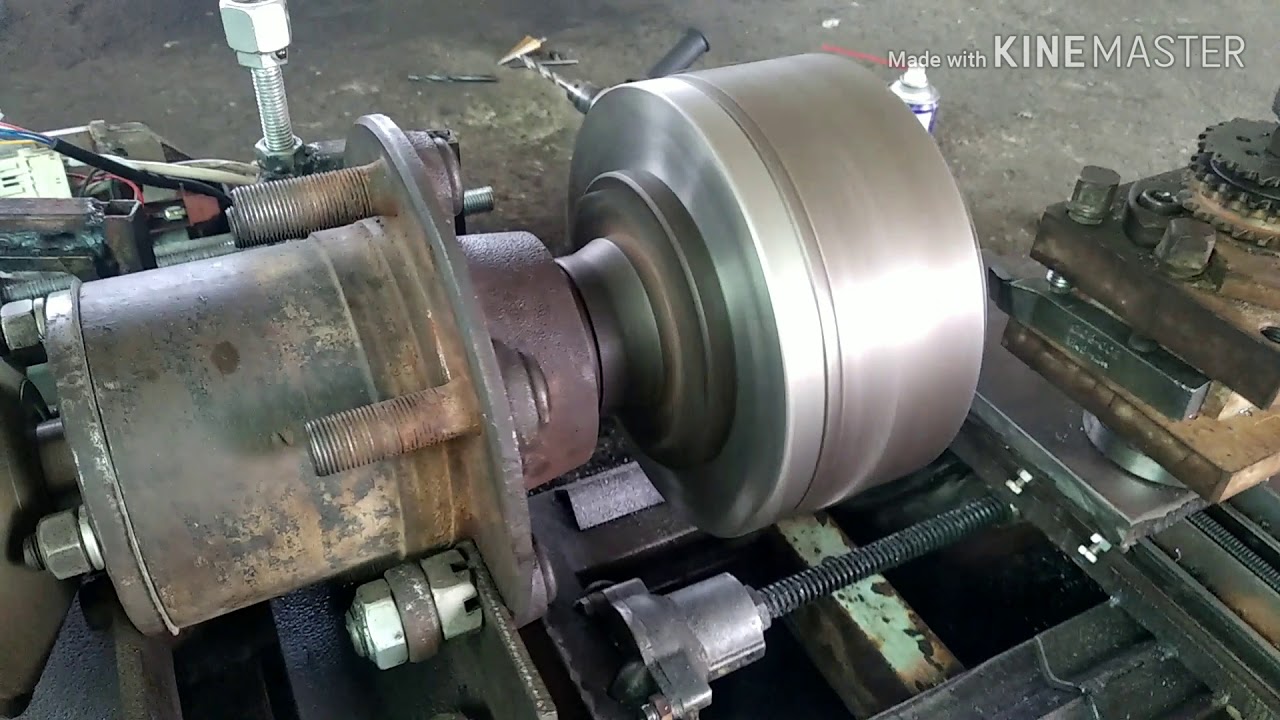
Серьезная говядина.Двойная и тройная толщина фанеры 3/4″ плюс 120 фунтов. песка, обеспечьте достаточную массу для поглощения вибрации.
Как профессиональный токарь, я не могу не подчеркнуть, насколько важно иметь устойчивую, прочную и тяжелую подставку, особенно для точения чаши.
Стабильная стойка.
Эта отвечает всем этим требованиям и лучше многих стальных подставок, а просто сделана из фанеры. Создание собственного стенда имеет еще одно важное преимущество: вы можете настроить его высоту.
Ноги расходятся в обе стороны.
Вращение на подставке нужной высоты значительно упрощает управление инструментами и снижает утомляемость. Время сделать это!
Рис. A Покомпонентное изображение
Рис. B Деталь ноги, вид с торца
Рис. C Деталь ноги, вид спереди
Рис. D Деталь соединения
Список вырезов
Деталь | Имя | шт. | Материал | Т х Ш х Д |
Топ | 2-1/8″ x 14″ x 34″ | |||
А | Интерьер | 1 | 3/4″ фанера из балтийской березы | 2-1/8″ x 13″ x 33″ (б) |
Б | Кромка спереди и сзади | 2 | Дуб | 1/2″ x 2-1/4″ x 34″ (с) |
С | Концы кромки | 2 | Дуб | 1/2″ x 2-1/4″ x 13″ (с) |
База | 33-7/8″ В x 38-7/8″ Ш x 18-7/8″ Г (a) | |||
Д | Ноги | 2 | 3/4″ фанера из балтийской березы | 1-3/8″ x 33-1/8″ x 18-3/4″ (г) |
Е | Верхние направляющие | 2 | 3/4″ фанера из балтийской березы | 1-3/8″ x 3-1/2″ x 30-3/4″ (г) |
Ф | Нижняя задняя рейка | 1 | 3/4″ фанера из балтийской березы | 1-3/8″ x 3-1/2″ x 35-1/4″ (г) |
Г | Нижняя передняя рейка | 1 | 3/4″ фанера из балтийской березы | 1-3/8″ x 3-1/2″ x 35-1/4″ (г) (д) |
Х | Верхняя полка | 1 | 3/4″ фанера из балтийской березы | 1-3/8″ x 15″ x 32-1/8″ (г) |
Дж | Нижняя полка | 1 | 3/4″ фанера из балтийской березы | 1-3/8″ x 13″ x 34-5/8″ (г) |
К | футов | 4 | Дуб | 3/4″ x 1-1/2″ x 4″ |
М | Опора двигателя | 1 | 3/4″ фанера из балтийской березы | 3/4″ x 12″ x 12″ |
Н | Разделители инструментов | 5 | Дуб | 1/2″ x 1-1/4″ x 14-1/2″ |
Р | Медные трубы | 16 | 3/4″ i. | |
В | Держатель выбивного стержня | 1 | Дуб | 1″ x 2″ x 6″ |

 д. х 1-1/2″
д. х 1-1/2″а) Размеры зависят от размера станка и вашего роста б) Три слоя фанеры из балтийской березы толщиной 3/4″
c) Обрезка большего размера, затем обрезка
d) Два слоя фанеры из балтийской березы толщиной 3/4″
e) Не наклоняйте верх и низ передней направляющей
Изготовление деталей Сначала определите высоту и длину подставки (см. «Подбор подставки» ниже).Эта подставка предназначена для человека ростом около 5 футов 8 дюймов и токарного станка длиной 28 дюймов с осью на 9 дюймов выше его основания. (Я построил эту подставку специально для Vicmarc VL100.) При необходимости отрегулируйте список раскроя, чтобы он соответствовал вашему росту и размерам вашего токарного станка.
1. Склейте два листа 3/4″ балтийской березовой фанеры, чтобы получились ножки. Используйте торсионные балки или другие большие уплотнители, чтобы выровнять фанеру и обеспечить равномерное давление.
Большинство деталей из фанеры состоят из двух кусков, склеенных друг с другом лицом к лицу.Вырежьте детали для этих деталей немного большего размера (рис. A, детали A, D, E, F, G, H и J). Склейте их вместе ( Фото 1 ).
2. Отрежьте угол 5° вверху и внизу каждой ножки. Этот угол создает боковое расширение.
Отрежьте верхнюю внутреннюю часть (A) до окончательного размера. Приклейте кромочную окантовку со всех четырех сторон (B и C, рис. A). Обрежьте кромку заподлицо с внутренней частью.
Двойные ножки обеспечивают устойчивость основания (рис. B и C). С помощью настольной или циркулярной пилы отрежьте верхний и нижний концы ножек под углом 5° (, фото 2, ).Прежде чем отрезать каждую ногу, убедитесь, что эти углы наклонены одинаково, а не в противоположных направлениях. Разложите и вырежьте конусы на длинных сторонах ножек ( Фото 3 ).
Разложите и вырежьте конусы на длинных сторонах ножек ( Фото 3 ).
3. С помощью направляющей и циркулярной пилы сузьте ножки.
Разрежьте направляющие (E, F и G) и полки (H и J) до окончательной ширины. Обрежьте детали по длине, обрезав их концы под углом 5° в противоположных направлениях. (Пока оставьте верхнюю полку очень длинной, чтобы при необходимости можно было отрегулировать ее положение позже.) Кроме того, обрежьте передний и задний края полок, а также верхние края направляющих под углом 5°.На нижней полке оставьте передний край квадратным. (Обратите внимание, что передняя нижняя направляющая не наклонена в соответствии с конусом ножек. Она отодвинута назад, чтобы вы не ударялись о лодыжки.) Изготовьте перегородки (N) и прикрепите их к верхней полке.
Система крепления 4. Просверлите отверстия под углом 5° для болтов, которые будут крепиться к стойке. Сделайте рейки из сложенной вдвое фанеры, затем обрежьте их концы под углом 5°. Временно соберите основание струбцинами.
Временно соберите основание струбцинами.
Для соединения начните с разметки отверстий под болты в ножках (рис.С и Д). Наклоните стол сверлильного станка на 5°, вставьте сверло 3/8″ в патрон и просверлите отверстия ( Фото 4 ). Используйте упор, чтобы убедиться, что все отверстия находятся на одинаковом расстоянии от сужающихся краев ножек. Снова установите упор для отверстий передней нижней направляющей.
5. Просверлите направляющие через отверстия в ножках. Разобрать базу.
Временно соедините ножки и все четыре направляющих. Используя ручную дрель и то же сверло 3/8″, продлите каждое отверстие под болт в соответствующую направляющую (, фото 5, ).Разобрать базу. При необходимости просверлите эти отверстия глубже.
6. Вставьте такое же сверло в направляющие. С помощью скользящего скоса перенесите угол сверла на поверхность рельса. Это позволит вам найти точный центр отверстий для медных трубок, которые будут удерживать гайки.
Разметьте отверстия для медных трубок, которые будут удерживать гайки, прямо из отверстий, которые вы только что просверлили. Сначала проведите осевую линию через каждое отверстие. Вставьте биту 3/8″. Отрегулируйте скользящий скос так, чтобы он был параллелен биту (каждое отверстие может наклоняться под немного другим углом).Поместите скос рядом с центральной линией отверстия и проведите линию вниз по поверхности направляющей ( Фото 6 ). Отметьте центр отверстия медной трубки на этой линии (рис. D).
Сначала проведите осевую линию через каждое отверстие. Вставьте биту 3/8″. Отрегулируйте скользящий скос так, чтобы он был параллелен биту (каждое отверстие может наклоняться под немного другим углом).Поместите скос рядом с центральной линией отверстия и проведите линию вниз по поверхности направляющей ( Фото 6 ). Отметьте центр отверстия медной трубки на этой линии (рис. D).
7. Просверлите отверстия для медных трубок с помощью сверла Форстнера 7/8″. Точность важна для прочного соединения и легкой сборки.
Установите стол сверлильного станка на 90° и просверлите отверстия для медных трубок насквозь через направляющие с помощью сверла Форстнера 7/8″ (, фото 7 ).
8. Вставьте медные трубки, изготовленные из медной трубы, в отверстия.Просверлите концы рельсов и трубы, чтобы закончить соединение.
Отрежьте отрезки длиной 1-1/2″ и внутренним диаметром 3/4″. медную трубу (P) и вставьте их в каждое отверстие ( Фото 8 ). Вставьте сверло 3/8″ обратно в дрель. Вставьте сверло в каждое отверстие для болта и просверлите ближнюю сторону каждой медной трубки.
Вставьте сверло в каждое отверстие для болта и просверлите ближнюю сторону каждой медной трубки.
«Один размер подходит всем» не работает для стойки токарного станка — ее высота должна соответствовать вашему росту.
Вам понадобятся два измерения, чтобы рассчитать высоту вашей подставки.Во-первых, если вы будете использовать напольный коврик, встаньте на него. Согните руку в локте так, чтобы образовался угол 90°. Измерьте расстояние от пола до кончиков пальцев. Во-вторых, измерьте расстояние от центра шпинделя токарного станка до нижней части основания станка. Вычтите это расстояние из высоты вашей руки — это идеальная высота для вашей стойки.
Длина стенда зависит не только от длины станка. Вам понадобится достаточно места на левом конце подставки, чтобы ваши ноги не натыкались на ее ножку.Когда вы определитесь с размерами подставки, проведите воображаемый отвес от поверхности патрона к полу. Оставьте около 10 дюймов между отвесом и внутренней поверхностью ноги.
Просверлите отверстия в верхних направляющих для шурупов, крепящих верхнюю часть. Снова соедините ножки и все перекладины вместе. Вставьте болт через каждое отверстие. Вставьте гайку в медную трубку, прижмите ее к болту плоской отверткой и затяните болт.
Прикрепите полки и ножки (K) с помощью шурупов с потайной головкой. Точное положение верхней полки будет зависеть от длины приводного ремня двигателя. Определив правильную высоту верхней полки, отрежьте ее по длине. Чтобы закрепить верхнюю полку, отметьте ее положение, затем переверните основание вверх дном. Полка останется на месте, потому что ее концы сужены. Запустите винты через ножки в полку.
Прикрепите верхнюю часть. Установите токарный станок на подставку. (Если у вашего токарного станка есть отдельный двигатель, поместите его на верхнюю полку, где он будет стоять.Совместите шкив токарного станка со шкивом двигателя.) Отметьте монтажные отверстия токарного станка. Отметьте проходное отверстие для ремня (рис. А). Прикрутите двигатель к креплению двигателя (M) и прикрепите крепление двигателя к верхней полке с помощью петель.
Отметьте проходное отверстие для ремня (рис. А). Прикрутите двигатель к креплению двигателя (M) и прикрепите крепление двигателя к верхней полке с помощью петель.
Снимите токарный станок и вырежьте отверстие для прохождения ремня. Предварительно просверлите отверстия для подвесных болтов, которыми станок будет крепиться к стойке. Установите подвесные болты и установите токарный станок. Наконец, привинтите держатель выбивного стержня (Q) и подвеску для гаечного ключа. Нанесите финиш, если хотите.
Особая благодарность Биллу Халлу из Нормана, штат Оклахома, который помог спроектировать мой оригинальный стенд более 20 лет назад — он все еще крепок!
Список покупок
• Шестнадцать болтов с шестигранной головкой 3/8″ x 4″
• Шесть шурупов 1/4″ x 4-1/2″
• Шестнадцать плоских шайб 3/8″
• Шестнадцать шестигранных гаек 3/8″
• Четыре подвесных болта 1/4″ x 1-1/2″
• Десять плоских шайб 1/4″
• Четыре шестигранные гайки 1/4″
• Одна пара стыковых петель 2-1/2″
• Один кусок 3/4″ i.