Самодельные станки для ковки. Холодная ковка: оборудование и процесс своими руками. Самодельный станок для холодной ковки: правила изготовления
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру.
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.

- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали.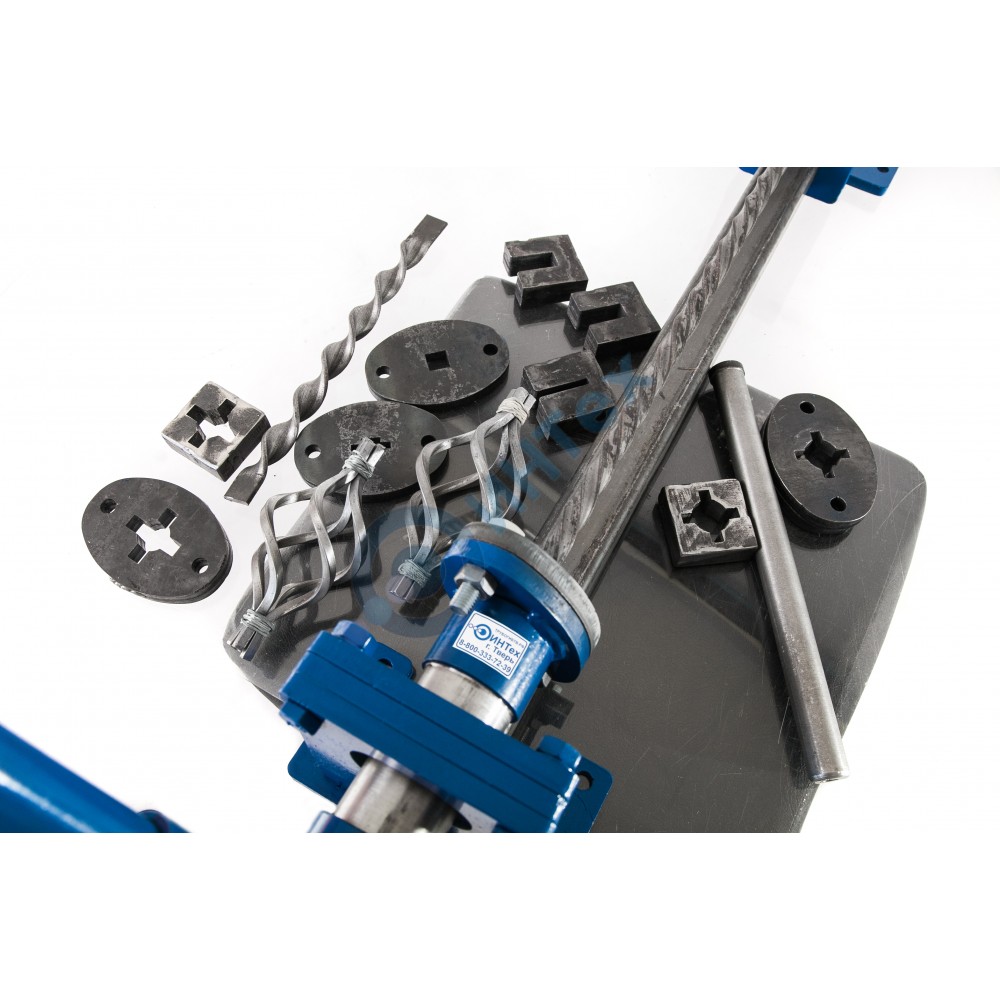 С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Комментариев:
Холодная ковка — это сложный, но очень востребованный процесс. Изготовить самодельные приспособления для холодной ковки должен уметь каждый мастер, т.к. приобретать их нет смысла.
Холодная ковка представляет собой длительный, но очень востребованный процесс.
Сложного в данной работе ничего нет, но нужно усердие, точность и желание сделать все как можно качественнее.
Изготовление улитки
- Болгарка.
- Аппарат для электродуговой сварки.
- Сталь листовая 2-3 мм.
- Профилированная труба.
- Стальная полоса 3-4 мм.
- Пруток стальной 5 мм.
- Бумага и карандаш.
- Маркер.
- Дрель.
Основной элемент в работе — это улитка. На ней делаются всевозможные изгибы, а то и целые спирали, поэтому нужно знать их устройство и вариации.
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.
Самый простой вариант — это несколько стальных моноблочных улиток на индивидуальных платформах, которые легко изготавливаются руками и служат до последнего. Чтобы их сделать, потребуется только листовая сталь 2-3 мм (2 пластинки 10*10 см и 1 пластинка 13*13 см), стальная полоса 3-5 мм (длина вымеряется индивидуально), профильная труба 2-3 мм (7 см) и пруток 5 мм (3 шт. по 3 см длиной). В самом начале делается рисунок (архимедова спираль) на бумаге миллиметровке, как будет выглядеть улитка, причем вход в нее должен располагаться ровно напротив завершающего витка, иначе не получится добиться максимального качества.
по 3 см длиной). В самом начале делается рисунок (архимедова спираль) на бумаге миллиметровке, как будет выглядеть улитка, причем вход в нее должен располагаться ровно напротив завершающего витка, иначе не получится добиться максимального качества.
Изгибается стальная полоса при помощи плоскогубцев, попутно сверяется точность с бумажным рисунком. Как только 1 полоса выгнута, нужно сделать на рисунке продолжение в виде еще 1 витка и повторить процедуру с еще 1 полосой. 3 подход идентичен описанным, но очень важно помнить, что каждая последующая не является продолжением предыдущей, а полностью отдельной деталью.
Теперь можно при помощи сварочного аппарата приварить все элементы между собой. Самая длинная спираль фиксируется на площадке 13*13 см. Все швы должны быть проделаны от самого начала стыка до конца, чтобы не оставалось пробелов.
В самом конце почти все мастера оставляют все, как есть, но если присутствует желание добиться максимальной прочности, то можно закалить металл. Для этого нужно поместить его в печь, а спустя 30 минут охладить любым удобным способом (вода, масло, жидкий свинец или просто на сквозняке).
Для этого нужно поместить его в печь, а спустя 30 минут охладить любым удобным способом (вода, масло, жидкий свинец или просто на сквозняке).
Но есть и более сложный вариант, при котором в итоге получится не целая гора металла, а наборный кондуктор, которым гораздо удобнее работать. Причем принципиальной разницы в строении не будет, а начало и вовсе одинаковое — полный рисунок спирали на бумаге миллиметровке.
«Улитка» помогает изготовить ажурные элементы с помощью холодной ковки.
Затем вырезается пластина 15*15 см из стали 3-4 мм (повышенная толщина из-за необходимого дополнительного запаса прочности) и выгибается плоскогубцами стальная полоса, причем гнется от начала до конца без каких-либо заминок. После того как полоса изогнута, она прикладывается к пластине и обрисовывается с 2-х сторон черным или красным маркером (другие хуже видно).
Затем полоса разрезается на 3 составные части, которые будут набираться по ходу работы. К каждой части с шагом 3 см приваривается стальной пруток 3-5 мм длиной 1 см. Исключением является лишь базовая улитка, которая все же будет приварена к пластине.
Исключением является лишь базовая улитка, которая все же будет приварена к пластине.
И вот базовая часть сварена, а чтобы обеспечить возможность набора элементов на пластине, нужно приложить их на будущие места дислокации и обвести каждый пруток маркером, после чего в получившихся кругах делаются соответствующие отверстия (устанавливаться деталь должна свободно, но не иметь свободного хода). В самом конце доваривается профильная труба снизу точно по центру, но прокаливать металл не нужно, т.к. в данном случае этот шаг пойдет во вред.
Вернуться к оглавлению
Изготовление торсиона
- Тиски.
- Двутавр.
- Болты с гайками.
- Стальные ролики с фиксаторами.
Торсион — это инструмент для , но в отличие от улитки, он закручивает любые изделия. Изготовление занимает обычно не очень много времени, но все используемые материалы должны отличаться повышенным качеством, иначе они просто лопнут от натуги.
На двутавр с 1 стороны монтируются тиски.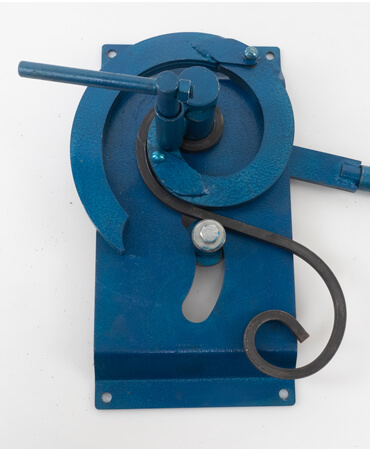 Особенностью тисков будет их вертикаль, имеющая подвижный ограничитель. Тиски закрепляются таким образом, чтобы их можно было двигать и фиксировать на любой удобной точке двутавра.
Особенностью тисков будет их вертикаль, имеющая подвижный ограничитель. Тиски закрепляются таким образом, чтобы их можно было двигать и фиксировать на любой удобной точке двутавра.
С другой стороны штурвал. В качестве штурвала может выступать предмет любой формы с тисками по центру, при этом он будет опосредованно связан с двутавром, чтобы иметь возможность вращения. Данный элемент конструкции находится в неподвижном состоянии, зафиксированный во всех возможных точках сварочным аппаратом.
Вернуться к оглавлению
Способы приведения в движение
- Шестерни разного диаметра.
- Хомуты.
- Электромотор.
- Провода и тумблер.
После того как изготовлены основные рабочие элементы, нужно определиться, как они будут работать. Для этого есть 2 варианта:
- Ручной привод. Для этого улитки крепятся в тиски и руками производятся вращательные движения. Что касается торсиона, то нужно приварить стальные прутки с шагом 20 см для приведения их в движение. Точность получается достаточно высокая, но если рука дрогнет, то может и брак выйти. Недостаток заключается в том, что к концу дня вы будете ощущать неимоверную усталость. Зато бесплатно и доступно в любой точке мира.
- Электропривод. Нужна большая мощность (2,2-3,0 кВт), но при этом минимальное количество оборотов (1000-1200 об\мин) + понижающий редуктор. Для соединения движущихся механизмов используются специальные ремни, но не цепи. Очень важно уделить внимание защите, которая выполняется из листовой стали 2 мм, т.к. более тонкие аналоги могут не выдержать. В итоге нужно добиться очень низкой скорости вращения детали, но при этом очень высокой мощности, благодаря чему агрегаты не будут перегреваться и выходить из строя раньше времени.
 Точность получается достаточно высокая, но если рука дрогнет, то может и брак выйти. Недостаток заключается в том, что к концу дня вы будете ощущать неимоверную усталость. Зато бесплатно и доступно в любой точке мира.
Точность получается достаточно высокая, но если рука дрогнет, то может и брак выйти. Недостаток заключается в том, что к концу дня вы будете ощущать неимоверную усталость. Зато бесплатно и доступно в любой точке мира.Сначала немного физики. Ковка как процесс в целом – это обработка металлов с помощью их разогрева. Молоты, наковальни, печи, могучие кузнецы в кожаных фартуках – это все про горячую ковку и классическое кузнечное дело. Там профессионалы, дорогое оборудование, отдельные помещения – занятие не из дешевых. Мы же говорим о совершенно другом процессе – холодной ковке.
Мы же говорим о совершенно другом процессе – холодной ковке.
Если разобраться, эта технология ковкой не является. Правильнее ее было бы называть сгибанием металлических прутьев, иногда ее называют «гибкой». Но, поскольку в многочисленных рядах мастеров работ по металлу уже устоялся термин «художественная холодная ковка», то мы с вами будем использовать общепринятые термины.
Вся художественная ковка состоит из сплошных изгибов, волн, завитков – все они разной величины, в разнообразном сочетании. Руками металл не погнуть, даже если он самый мягкий. Поэтому главный единственный метод холодной ковки – обработка металла станком. Для каждого металлического элемента существует свой инструмент.
Примеры художественной ковки.
Первым делом нужно обзавестись ими, но сначала разобраться с видами станков для холодной ковки. Сложность такого оборудования невысокая, стоимость – тоже.
Если вы собираетесь заниматься кузнечным творчеством для себя, вам будет вполне достаточно несколько приспособлений с ручным приводом.
 Темп работы на ручном оборудовании медленный, зато гораздо ниже затраты на изготовление и использование. Электрические приводы понадобятся только в случаях коммерческой ковки на заказ, тогда овчинка будет стоить выделки.
Темп работы на ручном оборудовании медленный, зато гораздо ниже затраты на изготовление и использование. Электрические приводы понадобятся только в случаях коммерческой ковки на заказ, тогда овчинка будет стоить выделки.Специальные станки для холодной ковки – это целый букет вариантов, они бывают с ручным управлением или с электромоторами, самодельные или покупные. Чтобы воплотить в металле все мыслимые и немыслимые художественные идеи, вполне хватит 5 – 7 видов. Как минимум, половину из них можно изготовить самостоятельно.
Главное – помнить, что холодная ковка металла по плечу любому, у кого есть желание и упорство. Перед тем, как принять решение о начале работ по холодной ковке, нужно разобраться с некоторыми нюансами этой технологии и видами специального оборудования.
Классификация станков
Виды станков для холодной ковки.
Станки для холодной ковки делятся на четыре основных вида:
- Твистеры или улитки закручивают спирали с плоской поверхностью и узкими ядрами, чаще всего эти станки используются для ручной холодной ковки.
- Торсионные виды приспособлений предназначены для изготовления скрученных объемных спиралей.
- Гибочные виды – для спиралей с широкими ядрами.
- Инерционно-штамповочные – для декоративных хомутиков и обработки концов всех элементов.

Перед детальным описанием каждого вида пройдемся по технологиям холодной ковки, их всего три:
- Вытяжка : это раскатка и удлинение металлической заготовки, процесс похож на раскатку теста скалкой. В ковке таким образом работают прессовочные валики. Этой технологией готовят лапки, хомутики, пики.
- Кручение : скручивание детали вдоль оси, см. ниже подробное описание.
- Гнутье : изгибы металла по шаблонам в разных направлениях.
Твистеры или улитки?
Описание станков для ковки.
И те, и другие – это одно и то же. Самый популярный станок для холодной ковки среди широких масс кузнечной общественности. В самом деле: на первый взгляд станок кажется чересчур примитивным.
Но в нем простота объединена пополам с гениальностью:
- его легко сделать самим;
- он дешевый;
- он чрезвычайно удобен в работе;
- с его помощью можно изготовить целые массивы красивейших металлических кружев.
По принципу действия твистеры являются разновидностью гибочных станков, о них см. ниже, с некоторыми усовершенствованиями, на них спокойно могут работать новички. Одним словом, улитка или твистер – поразительный станок по всем возможным критериям: простоте изготовления, широким художественным возможностям, дешевизне и удобстве в работе, других таких просто нет.
Твистеры встречаются в двух инженерных вариантах:
У этой улитки есть слабые стороны, куда ж без этого. Все дело в складном лемехе: важен и правильный материл, из которого его нужно делать, и сложность изготовления сочленений звеньев лемеха. Эти сочленения должны быть чрезвычайно точными – именно ими выполняется форма завитка. В конструкции и материале сочленений нужно учитывать многократные повторения поворотов с серьезной рабочей нагрузкой.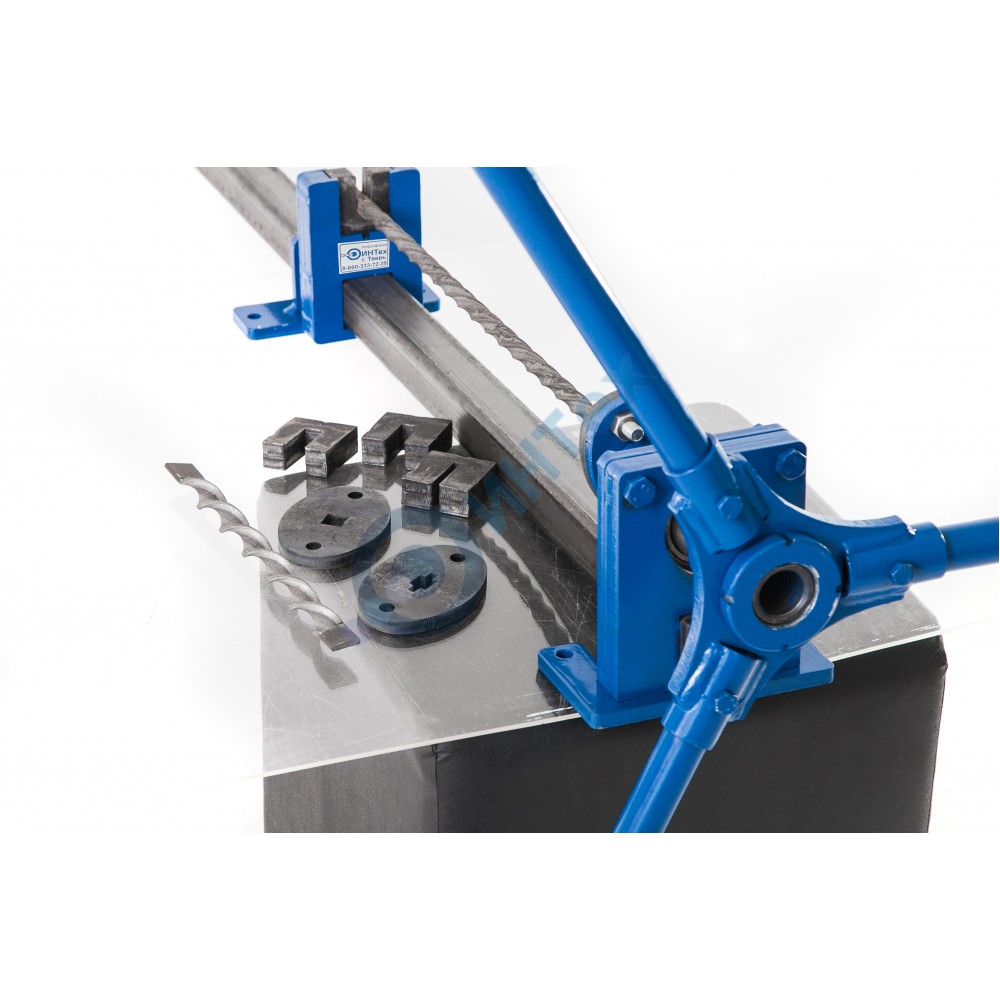 Второе и последнее слабое место – эксцентриковый зажим детали.
Второе и последнее слабое место – эксцентриковый зажим детали.
С учетом частоты использования улитки и ее слабых сторон самым разумным будет ее купить, а не делать самому. Если же речь идет о дебюте в холодной ковке, и выбор станка делается для абсолютного новичка, то самым оптимальным вариантом будет второй инженерный вариант улитки.
- Чемпион по популярности и положительным моментам в работе! Рычажная улитка с неподвижным шаблоном и обводным роликом. По своей сути это трубогиб. Нужно сразу заметить, что этот вариант по производительности труда уступает твистеру с воротом и лемехом. Во-вторых, для него не подойдет никакая столешница, здесь нужна будет настоящая стальная станина с креплениями на опорной поверхности. Станину дома не поставишь: на рычажной улитке можно работать только в мастерской.
Станок для придания рельефной поверхности.
Еще одна особенность рычажной улитки – медленный темп работы. Завить можно 3 – 4 завитушки, чуть меньше, чем с воротниковой улиткой. Тем не менее, плюсы рычажной улитки перевешивают все ее минусы:
Тем не менее, плюсы рычажной улитки перевешивают все ее минусы:
- Все элементы станка могут быть сделаны из обычной стали.
- Вместо прижимного ролика, который не делается из обычной стали, можно использовать подшипник.
- Материал станины и других деталей позволяет рассчитывать на долгое использование станка.
- Большее разнообразие завитков – можно изменять их формы с изгибами в обе стороны (в первом варианте улитки это невозможно).
- Удобнее работать с концами деталей, которые можно крепить.
На рычажном твистере можно работать с полосами металла, уложенными плашмя. Это считается большим достоинством станка, так как на других устройствах с полосами плашмя работать невозможно.
В этом чемпионском подразделе можно сделать небольшое чемпионское резюме в виде совета новичкам: в дебютных художественных работах по холодной ковке лучше начинать с рычажного твистера – улитки с неподвижным шаблоном и обводным роликом.
Торсионы от слова торс
, торсионные станкиТехнология создания завитков.
Скручивание вдоль торса, и этом сказано многое. Торсионный станок для холодной ковки предназначен для винтового продольного скручивания прутьев. Если разобраться, то скручивать их можно без станка: достаточно зажать в тисках один конец, подставить чурбак под другой конец, скручивать прут в направляющей трубе. Все просто, но мы говорим сегодня о художественной ковке, поэтому качество скручивания с учетом мельчайших нюансов – требование номер один. Поэтому скручивать прутья, хоть вдоль, хоть поперек, лучше с помощью станков.
В отличие от твистеров, торсионное оборудование вполне можно сделать самостоятельно, подавляющее большинство торсионов в народе – самодельные. Для этих станков тоже нужна прочная станина с такими же прочными креплениями на опорной поверхности. Прутья в правильных торсионах удерживаются в патронах с квадратным сечением, которые фиксируются зажимами.
Все было бы элементарно, если бы среди мастеров холодной ковки не считались особым шиком художественные фигуры типа корзинки, фонарика или шишки – фигурных утолщений из нескольких скрученных прутьев.
 Все они называются загадочно – филаментами. Для их изготовления в торсион нужно вставлять уже пучок прутьев меньшего размера, чаще всего 4 – 5 штук.
Все они называются загадочно – филаментами. Для их изготовления в торсион нужно вставлять уже пучок прутьев меньшего размера, чаще всего 4 – 5 штук.С шишками и фонариками придется повозиться – ветви из прутьев нужно разводить вширь вручную, что очень непросто и требует приличного навыка. Для качественных филаментов, предмета гордости кузнецов, на торсионах крепятся специальные бабки с шпинделями с винтовой подачей. Хлопотные элементы, но для воплощения художественных замыслов и эстетики металлов – без филаментов никуда.
Штампы для гибки.
Внимание! Торсионные станки – единственное кузнечное оборудование для холодной ковки, в котором электрический привод оправдан и целесообразен при любом объеме работ. Это действительно так, уж больно утомительная и нудная работа с ручным приводом шпинделя. Но это не главная причина. Ручным способом невозможно добиться равномерной скрутки, для этого нужно очень равномерное вращение.
Инерционно-штамповочные станки
Этот вид оборудования напоминает прессы или прессовочные валики, которыми молодые мастера иногда пренебрегают. А зря: без фасонных хомутиков для соединения деталей и оформленных наконечников прутьев работа никогда не будет иметь эстетичного вида. Эти прессы работают как маховик, в котором боек бьет по месту штампа. Декоративные детали мелкие, точность их изготовления должны быть очень высокой, поэтому этот вид станков не нужно даже пытаться сделать своими руками.
А зря: без фасонных хомутиков для соединения деталей и оформленных наконечников прутьев работа никогда не будет иметь эстетичного вида. Эти прессы работают как маховик, в котором боек бьет по месту штампа. Декоративные детали мелкие, точность их изготовления должны быть очень высокой, поэтому этот вид станков не нужно даже пытаться сделать своими руками.
Все бы хорошо, да только инерционно-штамповочные прессы – дорогое удовольствие. Но здесь можно найти решение, назовём его «интегрированным кузнечным решение». Разного рода наконечники очень просто сделать способом горячей ковки. Для этого совсем не обязательно быть опытным мастером. Либо сходить в гости в мастерскую горячей ковки, либо самому завести изящный кузнечный горн – можно легко и недорого смастерить из подручных материалов. Для такой мелкой работы своя отдельная кузня не нужна, дел всего ничего – разогреть металл.
Гибки или гнутики
В практике гибочные станки чаще называют «гнутиками». Но среди мастеров ковки гнутик – это самый популярный станок для холодной ковки, который делает металлические волны и зигзаги. Это оборудование настольное и довольно простое по своей конструкции. Но его лучше купить, чем делать самостоятельно. Дело в том, что в этом виде ковки нужна очень высокая точность обработки деталей. Стоит гнутик для холодной ковки совсем недорого, особенно для труб меньше 12 – 16 мм.
Это оборудование настольное и довольно простое по своей конструкции. Но его лучше купить, чем делать самостоятельно. Дело в том, что в этом виде ковки нужна очень высокая точность обработки деталей. Стоит гнутик для холодной ковки совсем недорого, особенно для труб меньше 12 – 16 мм.
Другое дело – гибка, которая намного проще гнутика: это сгиб прута под нужным углом. Выполняются сгибы с помощью шаблонов. Сначала рисуют чертеж для шаблона, затем на стальную пластинку приваривается завитушка. Ковка заключается в том, чтобы протащить изделие через все изгибы завитушки.
Ручные станки для холодной ковки в виде гибок сделать своими руками все-таки возможно. Единственная деталь такого станка, которую нужно будет купить – это вальцы. Их нужно делать только из специальной стали: или инструментальной, или хромоникелевой. Само оборудование для холодной ковки можно выполнить из скоб и дуг с ограничителями, которые будут определять контур волны. Волны тогда могут получиться самые разнообразные, что требуется.
Станок своими руками
Станок для гибки прутов.
Самодельный инструмент для холодной ковки – вещь вполне реальная, но времени и сил его изготовление заберет немало. Поэтому решение должно быть взвешенным, а подготовка, включая чертежи, должна быть серьезной и полноценной. Самым подходящим местом может стать гараж сарай, или хозблок. Конструкция станка зависит только от одного фактора: что вы собираетесь делать, какую продукцию выпускать?
Не нужно забывать, что многие элементы ковки можно выполнять и без специальных приспособлений. Например, с помощью обычного трубогиба, который вполне годится как вариант упрощенного станка для холодной ковки – с ним много чего можно сделать.
Еще нужно понимать, что универсального станка для холодной ковки, который делал бы хотя бы три различных элемента, в природе не существует. Чаще всего своими руками делают улитку: она популярна, позволяет изготовить самые различные завитки и, в конце концов, проста в исполнении. Второй по частоте использования в домашних условиях – самодельный гибочный станок.
Второй по частоте использования в домашних условиях – самодельный гибочный станок.
Он так же прост и недорого в исполнении. На запрос «как делать станки для холодной ковки» вы получите огромное число ссылок на видеоролики с советами «от бывалых». Большинство из них – по делу и от души, они очень помогут в принятии окончательных решений.
Соединение деталей и покраска
Теперь все завитушки нужно собрать в единое полотно. Работа непростая, но очень благодарная: именно на этом этапе начинает реализовываться главная художественная идея. А между тем, на этой стадии можно легко все испортить. Сделать это просто: начать соединять детали сваркой, а потом пройтись болгаркой для зачистки.
Но мы с вами уже говорили про профессиональное честолюбие мастеров холодной ковки, которое можно только приветствовать. Намного эффектнее будут смотреться специальные хомутики П-образной формы, которые штампуются на инерционных станках. Не лениться, а хорошенько поработать с хомутиками – вот залог успешного завершения ковки изделия.

Кручение металла на станке.
Теперь о покраске. Слава богу, сейчас есть чем красить: благодаря современным строительным технологиям, в продаже огромное количество красок на любой вкус, кошелек и, главное, назначение. Красок для металлов – бессчетное число. Чаще всего применяются специальные акриловые краски по металлу или кузнечные эмали.
Очень часто по совершенно неизвестным причинам мастера кузнечного дела предпочитают финишное покрытие краской с пигментом из кузнечной патины – «под старину», показывая при этом удивительное единодушие во вкусах. Если вы являетесь заказчиком ковки, то вам нужно вовремя остановить мастера, чтобы предложить ему свой вариант цвета и фактуры покрытия. Ну а если серьезно, то кто сказал, что ковка должна быть темной и под старину? А белая? Цветная? Вот уж где необъятное пространство для самых смелых художественных решений.
Резюме как по маслу
Виды штампов и готовые завитки.
Хороший рассказ всегда легко заканчивать – выводы ложатся сами, в рамках логики и приоритетов.
В нашем обзоре технологии холодной ковки стройность выводов налицо:
- Холодная ковка – чудесная технология, позволяющая объединить то, что в другие процессах объединить невозможно:
- практическую пользу в хозяйстве;
- возможность художественного творчества;
- изобретение и применение собственных инженерных находок;
- простота и реальность выполнения для новичков;
- повышение самооценки как мастера и как жильца дома с элементами художественной ковки.
- Приспособления для холодной ковки можно самостоятельно и качественно, лучше начать со станков улитки и сгибки.
- Ручное оборудование целесообразнее делать с ручным приводом. Электрический вариант использования – слишком ресурсный. Единственный вид станка, который лучше сделать сразу с электроприводом – торсионный. Качество скручивания прутьев будет в этом случае намного выше.
- В изготовлении кованых изделий холодным способом не помешает «помощь» от горячей ковки. Станок для наконечников и других мелких декоративных элементов самостоятельно сделать невозможно, а покупной стоит немалых денег. Наш совет – выполнить декоративную мелочь горячей ковкой. Маленький и аккуратный горн в хозяйстве не помешает. Да и будет способствовать профессиональному росту: начать с холодной ковки, прийти к настоящему кузнечному мастерству…
- Не стоит замыкаться в стереотипной покраске кованых изделий «под старину». Современные краски и повсеместная эклектика в дизайне делают возможным самые неожиданные цветовые и фактурные решения в работах по металлу.
 Наш совет – выполнить декоративную мелочь горячей ковкой. Маленький и аккуратный горн в хозяйстве не помешает. Да и будет способствовать профессиональному росту: начать с холодной ковки, прийти к настоящему кузнечному мастерству…
Наш совет – выполнить декоративную мелочь горячей ковкой. Маленький и аккуратный горн в хозяйстве не помешает. Да и будет способствовать профессиональному росту: начать с холодной ковки, прийти к настоящему кузнечному мастерству…Металлические завитки, изготовленные методом холодной ковки, применяются для украшения элементов экстерьера.
Изделия пользуются популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также можно применять эти элементы при изготовлении отдельных приспособлений – , уличной мебели, и даже посуды.
Такой декор, а особенно готовые изделия, очень дорого стоит. Даже стандартные комплекты, поставленные на поток и продающиеся в магазинах – имеют неподъемную цену. Что уже говорить об изделиях, изготовленных по индивидуальному заказу.
Что уже говорить об изделиях, изготовленных по индивидуальному заказу.
Поэтому, многие домашние мастера стараются создать подобные творения самостоятельно. Тем более что «холодная ковка своими руками» не предполагает классической кузнечной технологии. Обработка материала заготовки производится без использования нагрева и работы кузнечным молотом. А значит, ее можно выполнить в домашних условиях.
Однако для подобной работы требуется специальный инструмент – гнутик для холодной ковки. Оборудование предлагается в магазинах, или изготавливается в мастерских по индивидуальному заказу. Набор для универсальной обработки металла представляет собой целый комплекс различных приспособлений.
Во-первых, это действительно уникальный инструмент, позволяющий создавать высокохудожественные изделия, без молота, кузнечного горна и наковальни.
Во-вторых, из простого металла такие приспособления не делают, иначе станок выйдет из строя при первой же нагрузке. Стало быть, качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные приспособления для холодной ковки
Начнем с принципа работы инструмента:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. При помощи рычажного ручного, или редукторного электрического привода, происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, представляющих собой шаблоны для холодной ковки.
Приспособление «гнутик».
Это усовершенствованный аналог . С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и формировать геометрические фигуры. Декоративный элемент бывает плоским или объемным, и все это делает один инструмент. С помощью гнутика можно выполнять дугу из прямой заготовки.
Кованые изделия в архитектуре и дизайне интерьера пользуются высокой популярностью с давних пор. Решетки на окна и для каминов, ограда или балясины лестниц, выкованные из металла, всегда выглядят изысканно и привлекательно. Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Сегодня, несмотря на современные технологии в обработке металлов, металлические изделия ручной ковки популярны как никогда. Конечно, ковка металла своими руками — дело не из легких, и без должной подготовки трудно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелой физической работе, придется ознакомиться с видами и технологией ковки металла, разбираться в металлах для ковки, понимать процесс ковки и уметь обращаться с инструментом кузнеца.
Ковка металла
Ковкой металла называется процесс обработки металлической заготовки с целью придания ей определенной формы и размера. Фактически существует два вида ковки — холодная и горячая. Выполняя ручную ковку металла необходимо разбираться в обоих видах ковки, так как каждый обладает своими преимуществами и недостатками.
В процессе горячей ковки заготовка подвергается нагреванию до определенной температуры, при которой металл теряет свою прочность и становится пластичным. Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Высокая пластичность является основным плюсом горячей ковки. Она позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий самой ковки, что выгодно сказывается на разнообразии вариантов работ.
Но нагрев металла имеет и свои недостатки. В первую очередь это необходимость обустройства специального кузнечного горна и затраты на топливо для него. Это может стать реальной проблемой для тех, кто хочет заниматься горячей ковкой металла своими руками в городских условиях. К тому же, работа с огнем достаточно опасное занятие и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида ковки, являются специфические знания по температурным режимам для ковки металла.
В отличие от горячей ковки, холодная ковка металла не требует обустройства горна для нагрева металла. Вся суть холодной ковки заключается в придании формы металлической заготовке путем её изгибания, опрессовывания и сварки. Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Холодна ковка несколько проще по выполнению, и для обустройства мастерской не требуется много места. Весь процесс создания готового изделия не требует использования высоких температур, что весьма положительно сказывается на общей безопасности.
Но холодная ковка имеет один существенный недостаток. Все работы приходится выполнять с определенными заготовками-полуфабрикатами без возможности исправить свою ошибку. Конечно, это касается не всех работ холодной ковки, но в большинстве случаев испорченная заготовка годится разве что для металлолома или учебного пособия.
В любом случае, в независимости от вида ковки, придется достаточно плотно ознакомиться с рядом важных моментов. Во-первых, это касается металлов и температурных режимов для их плавки и ковки. Во-вторых, необходимо знать и разбираться в технологиях ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они применяются в работе.
Металл для ковки
Ручная ковка металла — достаточно трудоемкое и сложное занятие, требующее использования определенных металлов, а точнее, металлов с определенными характеристиками. Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Для ручной холодной или горячей ковки наиболее важной характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки. Но стоит отметить, что пластичность и прочность металла взаимосвязаны между собой. При увеличении одной из этих характеристик вторая уменьшается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Существуют и другие, не менее важные характеристики металлов. Но так как мы рассматриваем ковку декоративных изделий, таких как решетки каминов, балясины, оградки и прочее, то нет необходимости сосредотачиваться на устойчивости к износу, красностойкости и прочем, а также на легирующих элементах.
Для декоративной ковки используют следующие металлы: медь, латунь, дюралюминий, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. По сути, для ручной ковки используют мягкий ковкий металл, который можно легко согнуть или придать ему определенную форму.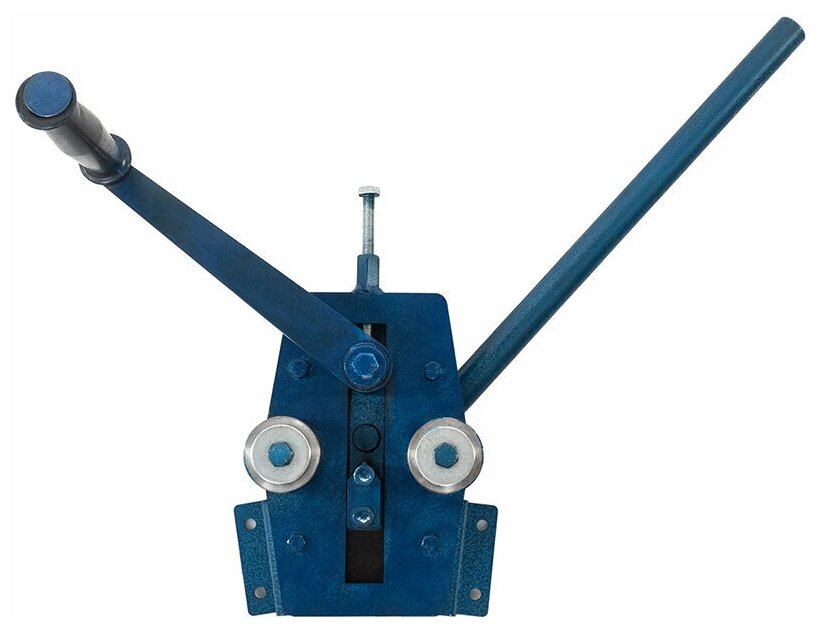 Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Для того чтобы подобрать наиболее легкий ковкий металл, необходимо заглянуть в Марочник Стали и Сплавов. В нем можно найти детальное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самый ковкий металл — это медь и её сплавы, мастера предпочитают использование черных металлов для холодной и горячей ковки. Такая позиция обусловлена высокой стоимостью цветных металлов. Ведь на ковку металла цена в большей степени зависит от стоимости изначальной заготовки, и не каждый может позволить себе приобрести ограду или балясины из меди. Выбирая мягкий черный металл для ковки, необходимо ориентироваться на стали с минимальным содержанием углерода, порядка 0,25 %. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме этого следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2 % до 1,35 %. Такие стали наименее пластичны и плохо поддаются сварке.
Выбирая тот или иной металл, необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Но если доступа к нему нет, то можно воспользоваться приведенными ниже таблицами для определения содержания углерода в стали. Сам процесс определения довольно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня благодаря промышленному производству металла отпала необходимость в создании заготовок для ковки своими руками. Современные кузни используют уже готовую заводскую продукцию для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, пруты сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл толщиной от 3,5 до 6 мм, круглые трубы 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Выполнение любых работ по ковке металла невозможно без специального инструмента. Кузнечный инвентарь для горячей ковки достаточно разнообразен и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для холодной ковки несколько попроще и состоит из нескольких специальных станков. Конечно, современный инструмент, такой как сварочный аппарат, болгарка и шлифмашинка, используется как в холодной, так и в горячей ковке. Зная о назначении того или иного инструмента, можно правильно выполнять любые работы.
Инструмент для горячей ковки
- Горн . Без него в горячей ковке никак не обойтись. Ведь именно в нем заготовка может нагреваться до температуры 1400 °C. В большинстве своем горн представляет собой печь, рассчитанную на высокие температуры и с поддувом.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярной является двурогая наковальня весом 200 кг. Но вес может колебаться от 150 до 350 кг.
- Шпераки . При выполнении различной художественной и декоративной ковки используются именно шпераки. Они имеют множество различных видов, и каждый мастер может изготавливать их под себя. Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
 Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.
Общей чертой любого шперака является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянное бревно. На фото ниже приведены наиболее распространенные шпераки.- Кувалда и Ручник . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и служит для нанесения сильных ударов. В зависимости от типа работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0,5 до 2 кг. Используется для придания окончательной формы изделию.
- Клещи . Горновые клещи второй по значимости инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов горновых клещей под определенный профиль и размер заготовки. На приведенном ниже фото изображены горновые клещи различной формы.
- Фасонные молотки . При выполнении художественной ковки требуется создавать загнутые заготовки или заготовки определенной формы. Для этого используются фасонные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
 Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.
Вариантов фасонных молотков множество и у каждого мастера они свои. На фото ниже изображен основной вспомогательный инструмент.Кроме описанных выше, используются различный измерительный инструмент, такой как обычная рулетка , двойной кронциркуль , кузнечный наугольник , шаблоны и калибры . Выбор кузнечного инструмента огромен, весь перечислить представляется затруднительным, поэтому у каждого мастера есть свой набор лишь необходимого и часто используемого инструмента.
Инструмент для холодной ковки
- Гнутик (фото ниже). Это базовый инструмент холодной ковки. Как следует из названия, он позволяет гнуть металлическую заготовку под определенным углом. В дополнение гнутик позволяет создавать дуговые элементы определенного радиуса.
- Улитка . Название говорит само за себя. При помощи улитки можно создавать различные спиралевидные декоративные элементы. Спираль выполняется под определенный шаблон, который при необходимости можно сменить на другой, с меньшим или большим радиусом.

- Фонарик . Этот станок предназначен для создания декоративного элемента с одноименным названием.
- Волна . Позволяет создавать волнообразные элементы. При протаскивании прута через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок схож с Фонариком, но в отличие от него твистер лишь скручивает заготовку вдоль оси.
- Станок для колец . Как во всех предыдущих станках название говорит за себя.
Кроме описанных выше существуют еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно изготовить как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или снабжены электродвигателями. Несмотря на наличие передаточных шестерен, ручная холодная ковка довольно трудоемкое и долгое занятие, и для получения больших объемов кованых элементов лучше оборудовать станок электродвигателем.
Отдельно стоит отметить промышленные станки для холодной ковки. На подобные станки холодной ковки цены порядка 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить станок Мастер 2 компании «МАН». На демонстрирующем холодную ковку видео можно увидеть возможности этого станка.
Ковка металла своими руками
В процессе ковки для придания заготовке определенной формы используются различные приемы и методы ковки. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным методом существенно отличается. Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Как уже отмечалось, для горячей ковки требуется нагрев заготовки для изменения её формы, а при холодной ковке заготовка лишь изгибается. На основании этого и выделяются основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Холодная ковка металла своими руками
Выполняется холодная ковка своими руками достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Чертеж можно создать в специальной компьютерной программе, приобрести уже готовый или нарисовать от руки. Можно найти для холодной ковки чертежи бесплатно. Для этого достаточно обратиться к мастерам, которые уже не первый год занимаются ковкой, и попросить один или два чертежа для тренировки. По сути, чертеж преследует несколько целей. Во-первых, чтобы знать какие элементы потребуется изготовить путем холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как пруты, профильные трубы и прочее. В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
В-третьих, чертеж потребуется для сборки всех элементов в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но их все можно объединить в несколько классических групп.
- Лапки . Этот элемент представляет собой раскатанный в какой-либо форме конец металлического прута. В эту группу входят так называемые Пики. Несмотря на заостренный конец, Пики изготавливаются по схожей технологии.
- Завитки . В эту группу входит несколько распространенных элементов: волюта, червонка и улитка. Волюта или Баранка представляет собой прут, концы которого загнуты в одну сторону. Червонка — прут, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его схожести со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
- Кольца . Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
 Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
Создается этот элемент довольно просто: на болванку станка накручивается прут круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.- Торсион . Этот элемент довольно легко узнать по винтовому скручиванию вдоль оси. Вариантов торсионов довольно много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный прут для решетки или ограды.
Весь процесс изготовления элементов холодной ковки основывается на следующих общепринятых технологиях ковки — гибка, закручивание, вытяжка.
Вытяжка — это технология, которая заключается в увеличении длины заготовки путем уменьшения её сечения. В холодной ковке используется один из вариантов вытяжки — раскатка. Именно с её помощью создаются различные лапки и пики. Для создания лапок используется специальный раскаточный станок. Конец заготовки заводится внутрь и затем запускается механизм раскатки, в результате конец получается расплющенным с рельефом или без него. Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Для изготовления пик используют прессовочный станок. Процедура та же, но в результате конец получается раскатанный и опрессованный в определенной форме.
Гибка . Эта технология ковки заключается в загибании концов либо другой части заготовки под определенным углом. Сама гибка выполняется практически на всех станках холодной ковки. Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Вначале конец заготовки помещается внутрь специального шаблона и затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Закручивание . Эта технология ковки подразумевает скручивание заготовки вдоль своей оси. В холодной ковке этот процесс можно наблюдать при использовании станка Твистер, на котором создаются различные торсионы. Для этого один конец заготовки помещается в тиски, а второй конец проворачивается вдоль оси. Отдельно стоит выделить элемент Фонарик. Для него используют два и более прута, которые вначале скручивают вдоль оси, а затем вдоль оси сжимают, в результате прутья в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется при помощи сварки на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является обязательным инструментом современных кузнецов. Самодельная холодная ковка довольно распространена среди начинающих мастеров и частных предпринимателей. Она не требует особых знаний, навыков и больших помещений для работы.
Холодная ковка своими руками: видео-урок
Горячая ковка металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта в обращении с инструментом и хорошей физической подготовки. Работы выполняются в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
По сути, разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любые металлические заготовки.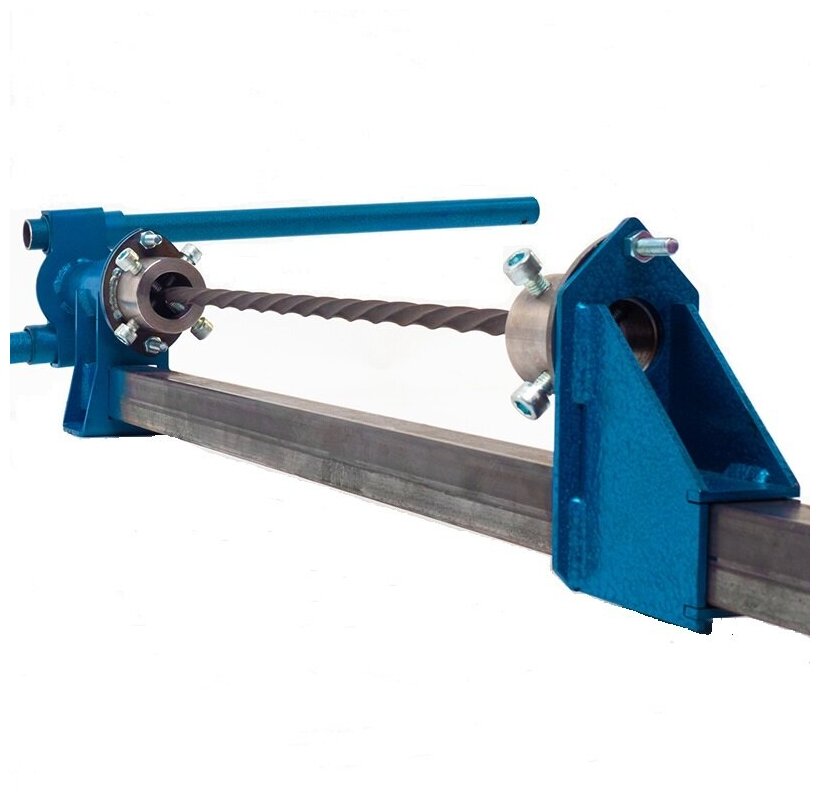 Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Но для удобства принято использовать уже готовые пруты квадратного и круглого сечения. В-третьих, в художественной горячей ковке отсутствуют какие-либо рамки для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки — завитков, лап, пик и прочего, но горячая ковка позволяет использовать весь потенциал воображения мастера, что раскрывает неограниченные возможности. Все изделия из металла ковки горячим способом создаются с помощью следующих технологий обработки металла: осадка, вытяжка, гибка, закручивание, разрубка, насечение рисунка и набивка рельефа.
Осадка применяется при ковке металла для увеличения поперечного сечения всей заготовки или её части. При ковке в зависимости от необходимости проводится полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки путем уменьшения её сечения. Это можно выполнять как путем нанесения ударов кувалдой или ручником, так и с помощью раскатки металла между валов на станке. В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
В отличие от холодной ковки создание пик при помощи вытяжки требует точных и аккуратных ударов.
Гибка . Эта операция выполняется для придания заготовке загнутой формы. При этом следует учесть, что гибка толстых заготовок может повлечь их искажение и для придания первоначальной формы необходимо выполнить осадку. Для гибки заготовки применяют различные шпераки, рог наковальни, фасонные молотки и кондукторы.
Закручивание . Данная технология ковки подразумевает скручивание заготовки вдоль своей оси. Как и в холодной ковке, заготовку зажимают в тиски и проворачивают. Но в отличие от холодной ковки, можно нагревать заготовку локально, что дает возможность легко делать локальное закручивание.
Такие технологии ковки как разрубка , насечение рисунка и набивка рельефа применяются в художественной ковке с использованием зубил. Края горячих заготовок, в зависимости от проекта, рассекаются и закручиваются клещами. Также пока заготовка раскаленная, на её поверхности набивается различный узор.
При горячей ковке металла важно знать температурные режимы нагрева. Это поможет более качественно обрабатывать металл. Ковка черного металла выполняется при 800 — 1250 °C. Конечно, измерять градусником раскаленную заготовку будет невозможно и для определения температуры придется ориентироваться по её цвету. В приведенной ниже таблице указаны температуры и цвет заготовки из черных металлов.
Горячая ковка металла: видео-урок
Ковка металла своими руками — дело довольно увлекательное, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественных и декоративных элементов. Тем, кто только начал заниматься ковкой, придется немало потрудиться, чтобы их работы имели идеальную форму и высокое качество.
чертежи и видео — Обзоры оборудования для бизнеса
Изготавливать предметы холодной ковки не трудно. Нужно лишь приобрести хорошее оборудование из качественной стали, например, такое:
Кроме покупки ручного оборудования для холодной ковки многие задаются вопросом о самостоятельном изготовлении станков.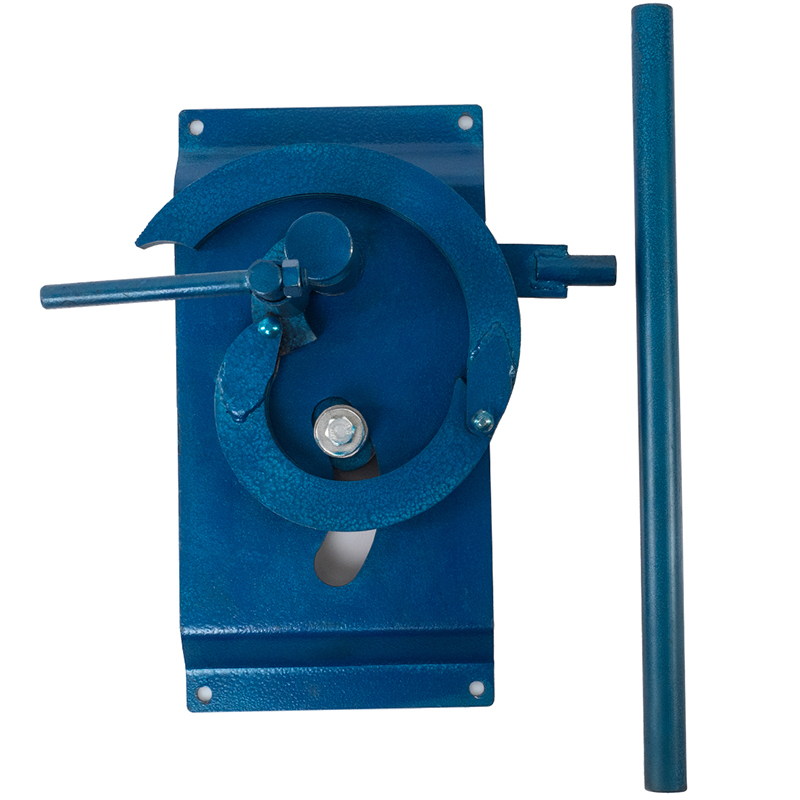 Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Идея может оказаться удачной, если у вас есть опыт работы с металлическими заготовками, чертежами, качественным материалом для изготовления станков. В пользу самостоятельного изготовления станков для холодной ковки могут выступать и небольшие финансовые затраты на такое производство. Это позволит вам открыть свой бизнес в небольшом помещении, гараже, рядом с домом.
Для последующей работы необходим ряд станков, на которых вы будете скручивать металлические заготовки под углом, волной, улиткой, завитком, сердечком, изготавливать элементы фонарик и т.д. Чаще всего это несколько станков — улитка, гнутик, твистер, волна, объемная, фонарик. Остановимся подробнее на описании станка Твистер для холодной ковки металла и его изготовлении своими руками.
Станок твистер необходим для того, чтобы делать загиб металлической детали вдоль оси. Вот такие детали получаются на ручном станке твистер:
Также с помощью станка Твистер можно делать заготовки «Фонарик» и «Шишка»:
В данном видеоролике представлен универсальный станок для холодной ковки, который может выполнять и функцию скручивания прутка. Оборудование получилось легким и удобным в работе:
Оборудование получилось легким и удобным в работе:
Следующее оборудование для производства «корзинок» из четырех заготовок методом скручивания, также может применяться для торсировки металлического прутка. Для работы на таком станке используются пруток металлический диаметром 6 или 8 мм, квадрат 6*6 или 8*8 мм. для изготовления «корзинок». Для торсировки применяют полосу 20*4 мм, квадрат 16*16 мм.
В данном видео вы увидите ручной станок для ковки, сделанный умельцем без токарных работ. Самодельное оборудование для ковки позволяет изготавливать «шишки», «фонарики», «корзинки». Для производства понадобится металлические пруты, уголки, трубки для вращения и скрутки.
Заготовки для холодной ковки.
 Гнутик для холодной ковки своими руками
Гнутик для холодной ковки своими рукамиИзготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь изготовить что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким людям и просто для души.
Холодная ковка позволяет делать красивые и качественные изделия из металла своими руками.
Величественная красота изделий, выполненных способом ковки, завораживает взоры и манит изящными линиями. Во всех лучших домах непременно можно было встретить такие украшения, как ажурные металлические завитушки. Да и в наше время, когда разработано немалое количество разнообразных технологий и материалов, кованые изделия не утратили актуальности.
Изделия, полученные с использованием ковки, применяются в дизайне наряду с пластиковыми, стеклянными и другими элементами декора.
Ковка металла производится горячим или холодным способом. Для выполнения работ горячим методом необходимо выполнить массу особенных условий, поэтому не так легко заниматься ей в условиях дома.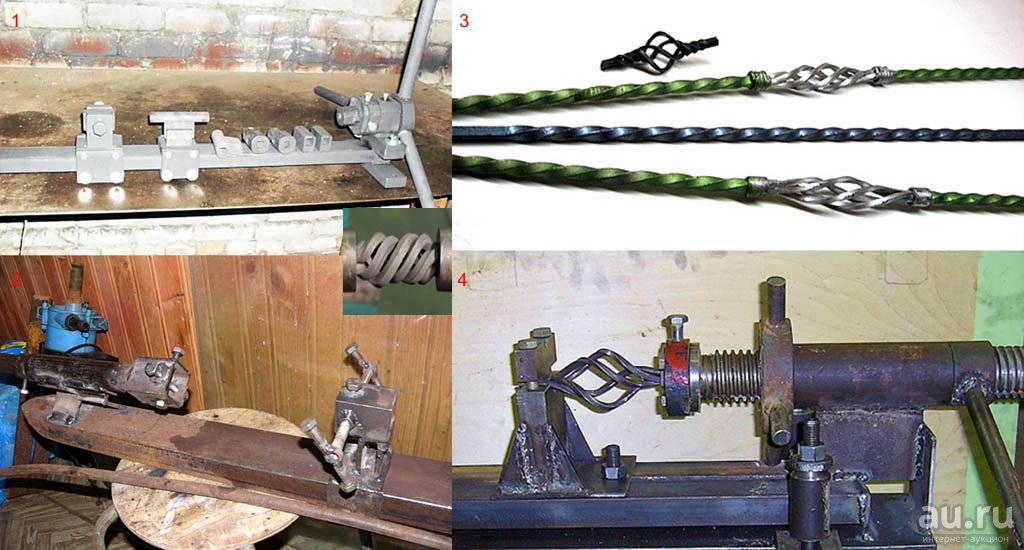 Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Более доступным методом является холодный. Научиться ему легче, а оборудование и станки для ковки можно при желании изготовить самостоятельно.
Плюсы холодной ковки
При холодном способе ковки основные рабочие процессы — гнутье и пресс. Чтобы провести такие мероприятия, не понадобится сообщать металлу определенную температуру. Но некоторая термическая обработка все же должна проводиться между этапами выполнения операции.
Необязательно иметь в распоряжении полноценное оборудование для художественной ковки, многие любители самостоятельно изготавливают некоторые инструменты. С использованием самодельных приспособлений можно придавать изделиям разные причудливые формы. Необходимо лишь обзавестись некоторыми рабочими навыками. Будьте готовы к тому, что для того, чтобы согнуть нужную фигуру, потребуются усилия. Проведение работ возможно лишь с использованием сырья определенной толщины.
Изделия, полученные при помощи оборудования для холодной ковки, оказываются крепче тех, что отливаются или выполняются путем штамповки. Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Так происходит потому, что прутья из металла, проходящие через оснастку, прессуются одновременно с приданием им нужной формы. При таком методе ковки необходимо избегать ошибок, т.к. они почти не поддаются исправлению. С приобретением опыта вы сможете создавать в домашних условиях замечательные и привлекательные изделия.
Используя оборудование для холодной ковки металла, можно создавать такие изделия:
- оконные решетки;
- элементы наподобие поручней для лестницы, балконных козырьков;
- домашнюю мебель — кровати, стулья, столы;
- заборы и ограды;
- элементы, использующиеся в дизайне квартир: треноги для цветов, обрешетки каминов.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также некоторые особые условия. При холодном методе работы не понадобится предварительно нагревать заготовку, а сам процесс получается экономичнее. При обработке целой партии однотипных элементов в домашних условиях можно делать все с помощью трафаретов. Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Так удается заметно сократить время изготовления и уменьшить трудозатраты. Иногда изделия приходится прогреть, нагревание выполняют в местах стыков, чтобы не получалось неровностей. Начинающим мастерам рекомендуется перед началом работ хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к оглавлению
Оборудование и инструменты для ковки
Ручная оснастка для выполнения операций холодной ковки включает в себя несколько элементов. Основные приспособления, которые могут понадобиться для работы:
- улитка;
- твистер;
- волна;
- гнутик;
- фонарик;
- глобус.
Некоторые названия могут показаться забавными, но это вполне удобные для домашнего использования приспособления.
Основным инструментом для работы является гнутик, он предназначен для изменения формы металла. Его применяют для сгиба изделия под нужным углом или сгибания дуг с разным радиусом.
Улитка применяется чаще для свивания в спирали металлических прутов. Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Она представляет собой оснастки для сгибания полос, прутков, квадратов не больше 12 мм, трубок и профилей до спиралевидных форм, изделий с разным радиусом и формами. При использовании такого инструмента можно не ограничивать формируемую спираль в радиусе и делать ту величину, какая необходима.
Вилка — два кондуктора для сгибания валют, применяется для горячей и холодной ковки. Толщина сырья может быть при горячем способе максимум 16 мм, при холодном — 10 мм.
Инструмент под названием «фонарик» служит для сгибания металлических элементов. С его использованием обрабатывают металлические прутья, диаметр которых 30 мм или меньше, или квадратные профили с толщиной 16 мм и меньше.
С помощью такого приспособления, как волна, выполняют волнообразно изогнутые элементы. Используют его и для обработки трубок, имеющих круглое или шестигранное сечение, и для трубок из профилей.
Твистер несколько напоминает фонарик, с помощью и того, и другого инструмента можно закручивать прутья вокруг продольной оси.
Глобус помогает сделать большую дугу из квадратного профиля до 12 мм толщиной. При этом концы заготовки тоже плавно загибаются. Так создают различные выпуклые декорирующие элементы.
Такого рода инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельный. Покупному он практически ни в чем не уступает.
Вернуться к оглавлению
Оборудование для ковки своими руками
Часто при работе изготовить самодельные станки для холодной ковки представляется более целесообразным. Далеко не каждый элемент получается полноценно обработать, используя только ручной инструмент для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом станке-улитке.
Если домашний мастер изготовит какое-либо изделие на самостоятельно сделанном кондукторе, вещь получится уникальной, хотя по некоторым характеристикам и будет уступать той, что изготовлена в условиях промышленности. Когда планируется выполнять немалое количество деталей с применением холодной ковки, целесообразнее изготовить кондуктор с электродвигателем. Так можно облегчить себе рабочие задачи.
Так можно облегчить себе рабочие задачи.
Нелишним будет предусмотреть выполнение на станке основных типов работ — закручиваний, гибки, вытяжки. Данные приспособления можно объединить при создании кондуктора собственными руками.
При операции вытяжки заготовке придается определенная форма. Для этого ее надо пропустить через пресс или валики, при этом сечение исходного материала уменьшится.
Процесс гибки заключается в том, что заготовку изгибают под нужным углом. Выполнить данную операцию можно с применением шаблонов. Их надо делать следующим образом: подготавливается эскиз детали, по которому затем выполняется шаблон. На металлическую пластину приварите завитушку, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляют в прорезь, второй фиксируется (в некоторых случаях можно просто придержать). При помощи рычага оказывается воздействие на один из концов заготовки, которую следует протащить по всем изгибам по пластине, применяемой в качестве шаблона.
Создавая шаблон, сварочный шов проводить надо с наружной стороны, в противном случае он будет мешать при дальнейшем использовании изделия.
Многие мастера самостоятельно собирают не очень сложные устройства, при помощи которых можно выполнять достаточно замысловатые изделия. Здесь все зависит от рабочих навыков мастера. Можно рассмотреть одну из подобных самодельных моделей, чтобы разобраться в самом принципе работы.
Вернуться к оглавлению
Станок для ковки «Улитка»
При помощи данного устройства домашние умельцы способны выполнять разнообразные спирали и кольца, волны, завитушки. Чтобы изготовить такого рода ручной станок для холодной ковки, надо действовать по определенной технологии, включающей в себя несколько этапов.
Перед тем как сооружать любые устройства, станки для художественной ковки или просто ручные инструменты, необходимо выполнение эскизов, шаблонов, графических изображений будущего изделия. Если не получится сделать полноценные чертежи, то создайте шаблон, он поможет вам при последующих действиях.
Чтобы точнее получилась разметка, удобнее использовать миллиметровую бумагу. Начертите на ней спираль, у которой должен постепенно увеличиваться радиус витков. Между ними должно соблюдаться одинаковое расстояние. Следует заметить, что такое условие надо выполнять лишь в случаях, когда требуется симметричность узоров, поскольку понятие художественной ценности для каждого человека индивидуально. Это касается и количества витков — их обычно не больше 4 шт.
Заранее учитывайте и то, каковы будут заготовки, с которым предстоит работать. Шаг между витками сделать надо так, чтобы он слегка превышал диаметр железных прутьев, в противном случае очень сложно будет вынимать из станка готовую деталь, не повредив ее форму.
Для рабочей поверхности понадобится листовое железо. Толщины в 4 мм будет достаточно. Определение линейных размеров осуществляется на основании габаритов будущих изделий. Чтобы изготовить форму, возьмите полосовой металл с толщиной 3 мм. С таким материалом работать можно с применением ручных инструментов. Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Его просто сгибают в спираль по шаблону, используя обычные плоскогубцы.
Чтобы обеспечить полноценный рабочий процесс, понадобится выполнить хорошую фиксацию для одного конца заготовки. Здесь пригодится кусок прута, равный ширине полос. Для укрепления рабочей площадки можно использовать верстак. Иногда в качестве стойки применяют отрезок толстостенной трубы, при этом надо следить, чтобы укрепленная так конструкция не помешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка закрепляется в тисках. Главное — обеспечить как можно большую надежность фиксации, поскольку при холодной ковке физические усилия будут прилагаться немалые.
Оснастка «Улитка» для холодной ковки — обязательный ручной инструмент любого мастера, который занимается изготовлением кованых изделий без нагрева металла. «Улитка» предназначена для изгибания металлического прутка при холодной ковке металла. Сделать «Улитку» для холодной ковки своими руками не так уж и сложно.
При помощи самодельных станков для холодной ковки можно изготовить множество ажурных изделий из металла. Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Кованые заборы, ограды, ворота, калитки, перила, скамейки поражают интересными очертаниями, округлыми плавными линиями. Именно изогнутые формы кованых изделий изготавливаются с помощью «улитки» — станка для холодной ковки металла.
Изготовление оснастки «улитка» проходит в несколько этапов.
В следующем ролике можно посмотреть, как умелец своими руками сделал самодельную «улитку», а также, как и какие заготовки можно изготовить на таком оборудовании для холодной ковки.
В данном видео представлен еще один интересный вид самодельной «улитки», на которой удобно сгибать поковки в завитки и волюты. По словам мастера, «на этом станке все делается удобнее и легче».
Следующий видеоролик содержит чертеж и описание устройства «улитка» и необходимые материалы для изготовления станины и лекала для производства кованых завитков.
Холодная ковка невозможна без специального кузнечного оборудования . Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Изготовление улитки
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки.
Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
С применением метода холодной ковки производятся:
- Витые ограды.
- Украшения для жилых сооружений.
- Узорные ворота.
- Ограждения для балконов и лестниц.
- Металлические садовые скамейки.
- Украшения для беседок и фонарей.
- Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра.
Изготовить вал можно из толстостенной трубы нужного диаметра.
Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки».
Вариант №1.
Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы.
Вариант №2.
Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3.
В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
- Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
- Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
- Приварите к каркасу основную столешницу.
- Установите основной вал приварив его к столешнице и укрепив треугольниками.
- Наденьте на вал вращающийся рычаг.
- Установите верхнею столешницу, приварив её к основному валу.
- Установите на столешницу сегменты улитки.

После сборки проведите пробное сгибание прута.
Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка.
Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.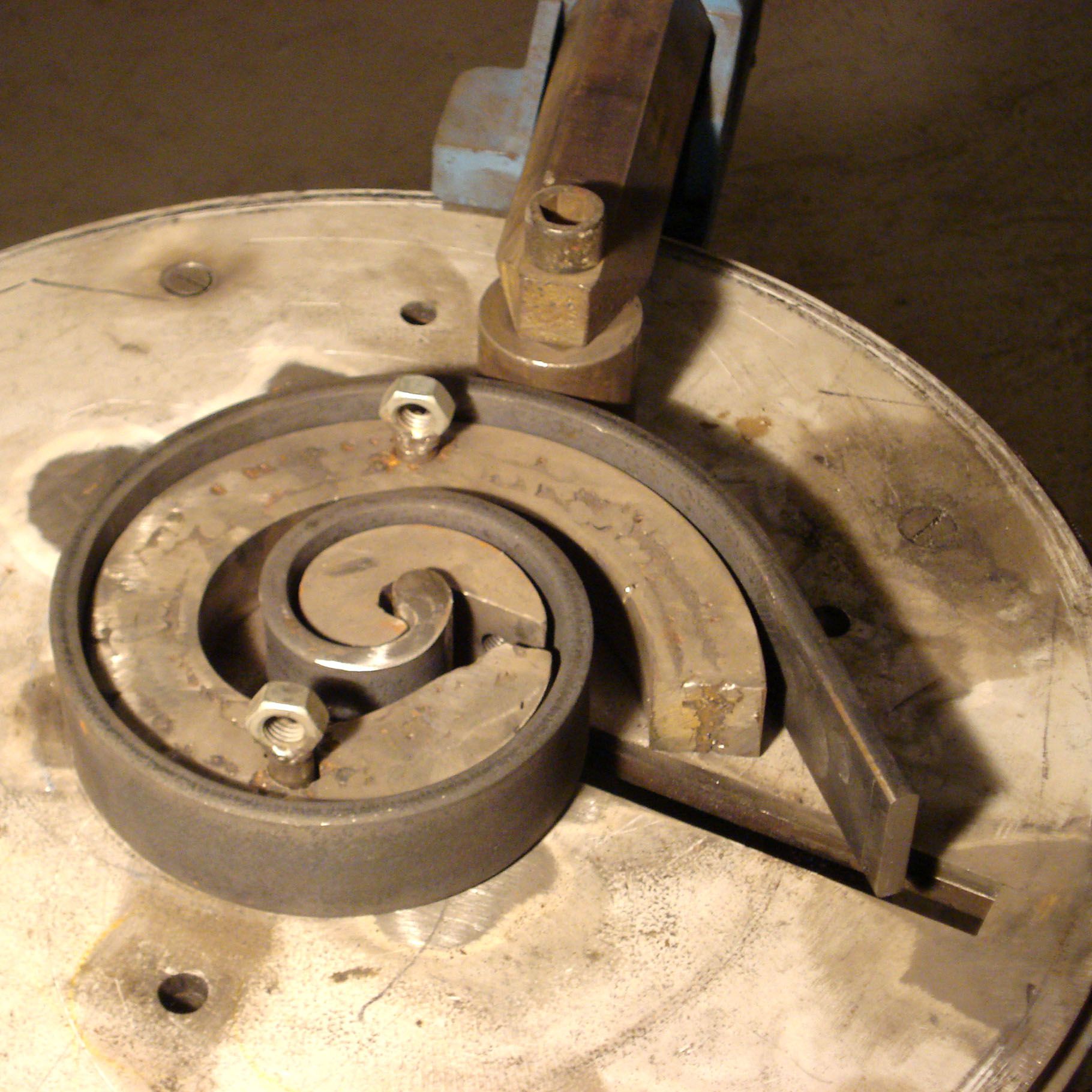
Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
- Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
- Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.

Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.

В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.

Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.
 Для этого следует установить еще один вращающий вал;
Для этого следует установить еще один вращающий вал;Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
 Это позволит изготовить детали различной длины;
Это позволит изготовить детали различной длины;Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Чертежи шаблонов для холодной ковки. Как сделать станок для холодной ковки своими руками
Архитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице.
Если вы умеете выполнять ковку и научитесь этому ремеслу, то сможете сами создавать оригинальные изделия.
Этот урок подходит для всех, кто любит заниматься физическим трудом и готов ознакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс обработки специальной заготовки. Его цель – придать металлу необходимые размеры с формой. Различают горячую ковку и холодную.
Мастеру необходимо ознакомиться с обеими разновидностями, чтобы знать преимущества и недостатки каждой.
Метод горячей штамповки
При горячем способе металлическая заготовка сильно нагревается. В результате металл становится пластичным.Горячая ковка придает заготовке нужные размеры и нужную форму. Мастеру доступны различные варианты работы.
Нагрев металлической заготовки имеет и недостатки. В первую очередь необходимо оборудовать специальное помещение. Вам нужно будет купить кузнечный горн, для которого вам придется купить топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, применяемых в процессе ковки, вы без труда подберете нужный вид поковки.
Метод холодной ковки
Холодная ковка – трудоемкий процесс. Для того чтобы добиться той формы, которая требуется от металлической заготовки, ее изгибают, обжимают и сваривают. Техника выполнения немного проще по сравнению с горячим методом.
Мастерская не требует много места, а для ее обустройства не нужно будет приобретать специальный рожок, достаточно купить кузнечный станок.
Процесс изготовления изделия предполагает работу со сборными полуфабрикатами.Если была допущена ошибка, то исправить ее невозможно.
Выберите металл
Для ручной ковки подходят металлы с определенными свойствами. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают элементы декоративной ковки из меди, стали, дюралюминия или латуни. Кроме того, могут также использоваться сплавы. Информацию о легко поддающихся ковке металлах можно найти в Марочнике стали и сплавов.
Кроме того, могут также использоваться сплавы. Информацию о легко поддающихся ковке металлах можно найти в Марочнике стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечный горн с наковальней, молотки с клещами понадобятся для горячей ковки.
Для холодного метода понадобится инструмент Гнутик, позволяющий сгибать заготовку под углом, и станок Улитка для ковки, который можно сделать своими руками.Последний станок позволяет создавать декоративные элементы с формой в виде спирали.
Внимание!
Кроме основных инструментов для холодного метода также могут использоваться «Фонарик», «Волна», «Твистер», станок для колец и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы видите изделие, изготовленное на станке Мастер 2 от МАХ.
Ручная ковка
Для того, чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе различные приемы и методы. Вам нужно будет приобрести различные инструменты и освоить различные технологии.
Вам нужно будет приобрести различные инструменты и освоить различные технологии.
Метод холодной ковки не требует от мастера особых усилий. В работе выделяют следующие этапы:
- создание рисунка или зарисовка декоративного элемента;
- закупка заготовок; Процесс ковки
- .
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит перед началом работ рассчитать, сколько нужно закупить металлических заготовок.
Внимание!
Основные кованые элементы представлены следующими группами:
- Лапы. Концу металлического стержня придается определенная форма.
- Кудри. Концы стержня могут быть изогнуты в одном или двух направлениях.
- Кольца.Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Для него характерно винтовое закручивание вдоль оси.
Используются 3 общепринятые технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшая величину ее поперечного сечения.
- Гибка позволяет сгибать любую часть заготовки под углом.
- Скручивание — технология, при которой заготовка скручивается вдоль оси.Для скручивания используется машина Twister.
Все элементы собираются вместе и фиксируются сваркой. Эти операции выполняются на специальной таблице. Самодельная холодная ковка не требует особых навыков.
Фото ковки своими руками
Внимание!
Люди давно заметили, что нагретому в горне металлу можно придать практически любую форму. Кованые изделия прекрасно смотрятся в любом интерьере.Они могут быть элементом декора как деревянного, так и каменного коттеджа.
Среди владельцев частных домов вряд ли найдется человек, который не хотел бы иметь кованый забор, перила или лестницу. Но, несмотря на множество достоинств, изделия, полученные с помощью горячей ковки — процесса, при котором металл становится пластичным под воздействием высокой температуры, доступны далеко не всем из-за высокой цены. Есть альтернатива – холодная ковка металла. Главное его преимущество – не только низкая цена, но и доступность техники для самостоятельного повторения.
Есть альтернатива – холодная ковка металла. Главное его преимущество – не только низкая цена, но и доступность техники для самостоятельного повторения.
Холодная ковка металла — процесс, при котором металл не подвергается нагреву, а форма изделию придается за счет его гибки, опрессовки и сварки из нескольких заготовок.
Некоторые специалисты считают название «холодная ковка» не совсем корректным. По их мнению, ковкой можно назвать только процесс пластической деформации горячего металла. Но название этого метода металлообработки прижилось. Более того, пользователи считают, что в некоторых случаях холодная ковка металла может стать достойной заменой горячей ковке.Так ли это на самом деле мы расскажем в сегодняшней статье.
Особенности холодной ковки
Существует расхожее мнение, что изделия, полученные гибкой, получаются однообразными, больше похожими на заводскую штамповку, насаженную на резьбу. Однако практика показывает, что при должном подходе с помощью холодной ковки можно создавать настоящие авторские произведения.
Чаще всего методом холодной ковки делают:
- оконные решетки;
- элементов козырьков, поручней и козырьков для входной группы;
- декоративные элементы для ворот и ворот;
- фигурные ножки для столов и стульев;
- элементов декора: подставки для цветов, каминные решетки, обрамление картин, зеркала и т.д.
Для художественной — горячей штамповки металла выпускаются изделия, полученные холодной деформацией на специальном оборудовании, впоследствии сваренные в одно целое: элементы забора, ограждения или калитки. Более того, непосвященный человек не сразу поймет, как было подделано это изделие.
Гоблин 2 пользователь FORUMHOUSE
На мой взгляд, кованые элементы, изготовленные методом холодной деформации (гибки), выглядят не хуже, чем такие же элементы, изготовленные вручную — горячей ковкой.И они дешевле.
Kholmoff пользователь FORUMHOUSE
Холодная ковка металла позволяет с помощью достаточно простого набора оборудования создавать типовые элементы — торсионы, катаные пики, улитки, пространственные гибочные элементы. А затем, комбинируя этот набор (примерно из 10-15 видов типовых элементов) создавать сложные узорчатые изделия. Освоить процесс гибки может любой человек, владеющий слесарным инструментом, было бы желание.
А затем, комбинируя этот набор (примерно из 10-15 видов типовых элементов) создавать сложные узорчатые изделия. Освоить процесс гибки может любой человек, владеющий слесарным инструментом, было бы желание.
Обычные геометрические фигуры в сочетании с завитками и волнами могут очень красиво смотреться в металле, ведь любой самый сложный рисунок состоит из множества простых элементов.
Существенным преимуществом холодной штамповки металла перед горячей ковкой является высокая производительность. Для работы не требуется много места. Нет необходимости снаряжать и разжигать рог, ковать, молотить на наковальне. Меняя только фурнитуру, можно быстро создавать разнообразные элементы, но для соединения узлов потребуется хорошее владение сварочным делом.
Kholmoff пользователь FORUMHOUSE
Я когда-то делал холодную ковку и научился варить полуавтомат за два дня.
Для получения хорошего результата процесс холодной штамповки металла следует разделить на ряд последовательных этапов:
- Идея и постановка задачи.
- Концептуальные зарисовки идей от руки на бумаге.
- Точный рисунок изделия от руки или в графической программе.
- Разбивка всего изделия на отдельные простых элементов .
- Чертеж или печать на принтере единиц товара в натуральную величину.

Некоторые принтеры поддерживают печать плакатов, то есть печатают части большого изображения на листах формата А4, потом их можно только склеить между собой.
- Расчет количества необходимого материала.
- Изготовление отдельных элементов.
- Шлифовка и сборка (сварка) отдельных элементов в единую конструкцию.
Несмотря на кажущуюся простоту, практика холодной ковки металла требует вдумчивого подхода и грамотного расчета всех деталей будущего изделия.Эксперты FORUMHOUSE советуют — для визуализации идеи заранее изготовьте отдельные узлы из проволоки реального размера . Это поможет понять, как различные элементы будут сочетаться друг с другом и вовремя исправить ошибки, либо найти более удачное сочетание узоров и отдельных элементов.
К основным элементам, получаемым холодной ковкой металла, относятся:
- Лапы и пики. Эти элементы выкатываются из металлического прутка.
- Кудри.Включает в себя: улитку, червячка и улитку. У волюты, или, как ее еще называют бублики, концы загнуты в одну сторону. Маленький червяк выглядит как знак $. Улитка напоминает запятую.
- Кольца изготавливаются из стержня круглого или квадратного сечения, намотанного на специальную оправку. Получается своеобразная металлическая пружинка, которую потом разрезают на кольца.
- Торсион. Один из самых распространенных элементов. Получается скручиванием одного или нескольких стержней.
Все вышеперечисленные элементы можно выполнить, объединив всего три технологических процесса.
1. Капюшон. Благодаря этому процессу за счет уменьшения поперечного сечения заготовки увеличивается ее длина. Таким образом обычно получают лапы и пики, для чего металл помещают в специальный прокатный или обжимной станок. Пропуская заготовку через валки и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут быть нанесены рельефные насечки, придающие поверхности заготовки определенную фактуру.
Таким образом обычно получают лапы и пики, для чего металл помещают в специальный прокатный или обжимной станок. Пропуская заготовку через валки и постепенно уменьшая расстояние между ними, материал раскатывается. Также на валики могут быть нанесены рельефные насечки, придающие поверхности заготовки определенную фактуру.
2. Торсион. Металл (полосы или стержни) скручены вдоль своей оси. Можно скрутить одну, две, три и более заготовок. Для этого один конец заготовки (или заготовок) помещают в тиски, а другой начинают проворачивать по оси. Если скрутить несколько стержней, а затем сжать их, прикладывая усилие по оси, то они разойдутся по дуге. Получается утолщение из сплетенных прутьев под названием «Фонарик» или «Корзинка».
3. Гибка.Металл гнут на специальном станке по шаблонам.
Для гибки металла в разных плоскостях необходимо простейшее оборудование и простые станки. На рынке представлено множество станков для холодной ковки. Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. У начинающего мастера, занимающегося холодной ковкой «для себя», вполне может получиться гнуть металл.
Но из-за высокой цены их приобретение оправдано только в том случае, если планируется дальнейшая прибыль. У начинающего мастера, занимающегося холодной ковкой «для себя», вполне может получиться гнуть металл.
На первых порах можно обойтись простыми кондукторами и оправками, вставляемыми в обычные слесарные тиски.Можно сделать торсион, зажав конец заготовки в тисках, затем надеть на него трубу, и, используя хомут, закрутить заготовку вдоль ее оси.
Alexei62 пользователь FORUMHOUSE
Все инструменты для холодной ковки (кроме сварочного аппарата) можно изготовить из подручных средств.
Наиболее часто для холодной ковки металла применяют следующие инструменты:
- Гнут. С его помощью заготовка сгибается под определенным углом.
- Улитка.С его помощью заготовка сгибается по спирали. Меняя шаблоны, можно изменить радиус изгиба.
- Фонарик. Он напоминает токарный станок. Этим инструментом металлические заготовки переплетаются друг с другом, чтобы получить одноименный элемент.
 Этим инструментом металлические заготовки переплетаются друг с другом, чтобы получить одноименный элемент.
Этим инструментом металлические заготовки переплетаются друг с другом, чтобы получить одноименный элемент.- Волна. Принцип работы этого инструмента понятен из названия. С его помощью металлу придается волнистая поверхность. Расстояние между «гребнями» волн и их высоту можно регулировать в зависимости от настроек машины.
- Твистер. Скручивает полосу или стержень вдоль продольной оси.
Принцип работы всех вышеперечисленных машин очень прост. Он основан на приложении через рычаги к заготовке определенного усилия, приводящего к деформации металла. Гибка металла на станках ручная. Для облегчения труда некоторые машины оснащаются электродвигателями, что удорожает их. Многие домашние умельцы предпочитают изготавливать станки для холодной ковки своими руками.Также с появлением опыта и увеличением сложности изделий необходимо комплектовать станки разнообразной фурнитурой — шаблонами, кондукторами, упорами, упорами.
Большой простор для творчества. Каждый мастер делает приспособления под свои задачи. Важно соблюдать принцип разумной достаточности. Самые красивые изделия можно сделать, используя минимум приспособлений.
Секреты холодной ковки
Один из главных вопросов начинающих мастеров: «Какой металл подходит для холодной ковки.По мнению форумчан, нужно не жалеть времени и обойти местные металлобазы, и ознакомиться со списком, который они предлагают. Для холодной ковки используется самый обычный «черный» металл. Ходовой размер для полос шириной 14 и 16 мм, толщиной 2-4 мм.Брусок — квадрат со стороной до 10 мм.Такой материал легче согнуть.Более толстый материал, полоса 20х4 мм и т.д.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и применять в своей жизни металлы.До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами изготовления инструментов и оружия, домашней утвари и украшений.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца получались очень трудоемкими и уникальными, это несомненное преимущество для искусства и столь же очевидный недостаток там, где требуется большое количество одинаковых изделий.
Недостатки горячей штамповки, такие как:
- высокая трудоемкость
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Недостатков лишен метод холодной ковки. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механической силы. Технология применима для круглого и квадратного проката, металлической ленты, труб и проката различного профиля. Несколько основных операций, таких как
- изгиб заготовки под заданным углом и заданным радиусом,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок вдоль продольной оси
и сочетание полученных деталей позволяет создавать ажурные ограждения, беседки, скамейки, предметы декора и быта в разумные сроки и по доступной цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки .
Кроме того, все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используйте специальные станки.
- Гнутик — один из самых популярных. Он позволяет изгибать брусок под заданным углом и по заданному радиусу, в том числе в виде волны.
- Улитка предназначена для скручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Если вы планируете производить большие серии изделий, то вам понадобится станок для промышленного производства. Обладает высокими характеристиками, достаточным ресурсом, оснащен электроприводом достаточной мощности, сочетающим в себе гноут, улитку и торсион. Передовые производители оснащают свои агрегаты полуавтоматическими приставками, а роль работника сводится к установке необходимой оправки, закреплению заготовки и запуску программы.
Если для начала вы планируете просто ознакомиться с технологией холодной ковки, потрогать ее руками, то можно сделать устройство начального уровня самостоятельно, сэкономив значительные суммы, так как промышленные агрегаты приближаются к цене автомобиля.
Станок
Одна из простых конструкций самодельного гнутика состоит из следующих деталей:
- Массивное основание с пазом.
- Подвижный упор, перемещаемый по пазу червячной передачей
- Два неподвижных фиксатора упора, закрепленные на основании.
Приспособление «Гнутик»
Ролики на неподвижных упорах взаимозаменяемы для возможности гибки стержней и труб под разными углами и радиусами. На подвижном упоре также фиксируется съемный ролик или клин, в зависимости от желаемой формы изгиба.
Пока прямую заготовку зажимают неподвижными упорами и, вращая привод червячного механизма изгиба, подводят к ней подвижный упор — клин или ролик.
Изготовить комар для холодной ковки своими руками вполне возможно, достаточно строго следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть при фрезеровании высокопрочной стали и при сверлении в ней отверстий.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные детали гайки в производстве — дрелью и лобзиком этого не сделать.
Соединение и покраска деталей
Для сборки деталей в желаемый дизайн необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера. Заготовки лучше отшлифовать, чтобы удалить ржавчину, и очистить поверхность перед сваркой и покраской. Пескоструйный агрегат можно изготовить и самостоятельно из использованного газового баллона, пары насадок и кранов. Для насадки можно использовать керамический корпус бывшей в употреблении свечи зажигания.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать бруски-вагонки. После того, как детали размещены, стоит еще раз проверить соответствие их расположения чертежу. Далее, зафиксировав струбцинами ключевые элементы конструкции, точечная сварка должна прихватить их друг к другу. В последний раз, когда вы проверили размеры, углы и взаимное расположение, можно переходить к сварке всех необходимых швов.
После сварки окалину необходимо очистить проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную.Дизайн готов к покраске. В зависимости от выбранных грунтовок и финишных покрытий, а также от способа нанесения сборка укладывается на амортизирующие брусья или монтируется вертикально с временными упорами.
Конструкции с большой плотностью деталей удобно красить из краскопульта, для редкой решетки для уменьшения потерь краски придется вооружиться кистью.
Изделия холодной ковки
Различные изделия изготавливаются методом холодной ковки.Это, в первую очередь, элементы решеток и ограждений – как сами прутья, так и поперечины, навершия, украшения. С расстояния нескольких метров его сложно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обычный забор, помимо своего утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуется гайка, улитка и торсион.
Кованые подставки для фонарей, перила для мостиков через водоемы, навесы и веранды, столы и скамейки прекрасно смотрятся на придомовой территории.А саму беседку неплохо сделать из кованого бруса. Неожиданную для сурового металла легкость и воздушность ему придадут завитки и спирали, а витые опоры подчеркнут стремление подняться.
Сегодня также широко распространены кованые мангалы-барбекю, которые также дополняют бытовое назначение эстетическим впечатлением.
Детали балюстрад, перил лестниц и балконов также очень популярны.Здесь также широко используются завитки и спирали, причем не только как украшение, но и как конструктивный элемент. Очень уместно смотрится перекрученная по продольной оси балясина, а угловые опоры часто делают из нескольких скрученных между собой прутьев. Также на торсионе делают так называемый «фонарик» — несколько изогнутых спиралью стержней, соединенных концами при помощи сварки.
Следующая область применения холодной ковки – детали отделки помещений и мебели.Дверные ручки и защелки, каминный инвентарь и вешалки, стойки для зонтов и карнизы для штор и портьер – здесь широко используются мелкие завитки и витые перекладины.
Мебель изготавливается как садовая, не боящаяся осадков и смены времен года, так и домашняя, сочетающая металл с деревом и тканью.
 Система сама контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формовки.
Система сама контролирует скорость подачи, усилие прижима формующего ролика, начало и конец формовки. Продолжая вращать диск, согните заготовку на нужный угол.
Продолжая вращать диск, согните заготовку на нужный угол. Для этого достаточно владеть навыками сварки и слесарного дела.
Для этого достаточно владеть навыками сварки и слесарного дела.
 Сама жаровня теряется среди навеса, узорчатых стен и опор, украшенных завитками крыши.
Сама жаровня теряется среди навеса, узорчатых стен и опор, украшенных завитками крыши. Кованые изделия в архитектуре и интерьере давно пользуются большой популярностью. Решетки на окна и для каминов, ограждения или балясины лестниц, выкованные из металла, всегда смотрятся изысканно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, изделия из металла ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело непростое, и без должной подготовки сложно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелому физическому труду, предстоит познакомиться с видами и технологией ковки металлов, разобраться в металлах для ковки, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Решетки на окна и для каминов, ограждения или балясины лестниц, выкованные из металла, всегда смотрятся изысканно и привлекательно.Сегодня, несмотря на современные технологии обработки металла, изделия из металла ручной ковки популярны как никогда. Конечно, ковка металла своими руками – дело непростое, и без должной подготовки сложно сделать красивое кованое изделие. Но тем, кто хочет овладеть этим древним ремеслом и готов к тяжелому физическому труду, предстоит познакомиться с видами и технологией ковки металлов, разобраться в металлах для ковки, понять процесс ковки и уметь обращаться с кузнечным инструментом.
Поковка металлическая
Ковка металла — это процесс обработки металлической заготовки с целью придания ей определенной формы и размера. На самом деле существует два вида ковки – холодная и горячая. Выполняя ручную ковку металла, необходимо разбираться в обоих видах ковки, так как каждый имеет свои преимущества и недостатки.
При горячей ковке заготовку нагревают до определенной температуры, при которой металл теряет прочность и становится пластичным. Высокая пластичность является основным преимуществом горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на многообразии вариантов работы.
Высокая пластичность является основным преимуществом горячей штамповки. Он позволяет легко придать металлической заготовке определенную форму и размер. Также горячая ковка позволяет использовать большинство технологий ковки, что благоприятно сказывается на многообразии вариантов работы.
Но есть у металлического отопления и недостатки. Прежде всего, это необходимость обустроить специальный кузнечный очаг и стоимость топлива для него. Это может стать настоящей проблемой для желающих заняться горячей ковкой металла своими руками в городских условиях.Кроме того, работа с огнем является достаточно опасным видом деятельности и требует повышенной пожарной безопасности. Еще одним фактором, который может существенно повлиять на выбор вида поковки, является специфическое знание температурных режимов поковки металла.
В отличие от горячей ковки, холодная ковка металла не требует оснащения очага для нагрева металла. Весь смысл холодной ковки заключается в формировании металлической заготовки путем гибки, опрессовки и сварки. Холодная ковка несколько проще в исполнении, а для оснащения мастерской не требуется много места.Весь процесс создания готового продукта не требует применения высоких температур, что очень положительно сказывается на общей безопасности.
Холодная ковка несколько проще в исполнении, а для оснащения мастерской не требуется много места.Весь процесс создания готового продукта не требует применения высоких температур, что очень положительно сказывается на общей безопасности.
Но у холодной ковки есть один существенный недостаток. Все работы приходится производить с определенными сборными полуфабрикатами без возможности исправить их ошибку. Конечно, это касается не всех работ по холодной ковке, но в большинстве случаев поврежденная заготовка годится разве что на металлолом или методичку.
В любом случае, вне зависимости от вида поковки, необходимо довольно внимательно ознакомиться с рядом важных моментов.Во-первых, это касается металлов и температурных режимов их плавки и ковки. Во-вторых, нужно знать и понимать технологию ковки металла. Ниже мы рассмотрим, какие технологические приемы используются для ковки и как они используются в работе.
Ковка металла
Ручная ковка металла — довольно трудоемкая и сложная работа, требующая использования определенных металлов, а точнее, металлов с определенными характеристиками.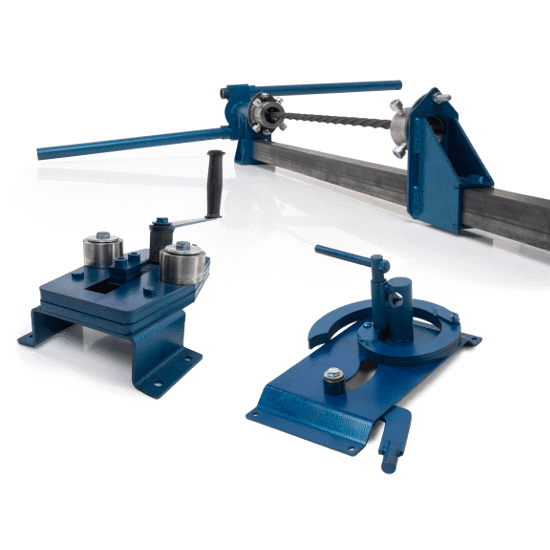 Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая снижается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Для ручной холодной или горячей ковки важнейшей характеристикой является пластичность металла, ведь именно от нее зависит простота и удобство изменения формы заготовки.Но стоит отметить, что пластичность и прочность металла взаимосвязаны. При увеличении одной из этих характеристик вторая снижается. Поэтому так важно разбираться в характеристиках металла и знать о составе заготовки.
Важно! Есть и другие, не менее важные характеристики металлов. Но поскольку речь идет о ковке декоративных изделий, таких как решетки каминов, балясины, заборы и т. д., то нет необходимости ориентироваться на износостойкость, красностойкость и так далее, а также на легирующие элементы.
Для декоративной ковки используются следующие металлы: медь, латунь, дюраль, сталь, а также другие медные, магниевые, алюминиевые и никелевые сплавы. На самом деле для ручной ковки используют мягкий ковкий металл, которому легко можно гнуть или придавать определенную форму. Для того, чтобы выбрать самый легкий пластичный металл, нужно заглянуть в Марочник Стали и Сплавы. В нем можно найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Для того, чтобы выбрать самый легкий пластичный металл, нужно заглянуть в Марочник Стали и Сплавы. В нем можно найти подробное описание всех металлов и сплавов с их характеристиками и составом.
Несмотря на то, что самым ковким металлом является медь и ее сплавы, мастера предпочитают использовать черные металлы для холодной и горячей ковки. Такое положение обусловлено высокой стоимостью цветных металлов. Ведь на поковку из металла цена больше зависит от стоимости исходной заготовки, и не каждый может позволить себе приобрести забор или балясины из меди. При выборе мягкого черного металла для ковки необходимо ориентироваться на сталь с минимальным содержанием углерода около 0.25%. А также с минимальным количеством вредных примесей, таких как хром, молибден, сера и фосфор. Кроме того, следует избегать конструкционных и инструментальных сталей с высоким содержанием углерода от 0,2% до 1,35%. Такие стали наименее пластичны и плохо поддаются сварке.
При выборе того или иного металла необходимо использовать Марочник Стали и Сплавов. Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения достаточно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Но если доступа к нему нет, то для определения содержания углерода в стали можно воспользоваться приведенными ниже таблицами. Сам процесс определения достаточно прост, достаточно поднести заготовку к работающему точилу и посмотреть на сноп искр, а затем сравнить его с показателями в таблице.
Сегодня, благодаря промышленному производству металла, уже нет необходимости создавать заготовки своими руками. Современные кузницы используют готовые заводские изделия для холодной ковки. Наиболее часто используемые размеры заготовок следующие: 30х45 мм, 40х45 мм, 10х10 мм, 12х12 мм, стержни сечением 10 мм, 12 мм, 16 мм, 25 мм, 30 мм, 50 мм, листовой металл с толщиной от 3,5 до 6 мм, трубы круглые 1/2″, 3/4″, 1″, профильные трубы от 20х20 мм до 30х30 мм.
Инструмент для ковки металла
Любые работы по ковке металла невозможны без специального инструмента.Кузнечное оборудование для горячей ковки достаточно разнообразно и включает в себя наковальню, горн, различные молоты, клещи и прочее. Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Безусловно, современный инструмент, такой как сварочный аппарат, болгарка и болгарка, используется как при холодной, так и при горячей ковке. Зная назначение инструмента, можно правильно выполнить любую работу.
Инструмент для холодной ковки несколько проще и состоит из нескольких специальных станков. Безусловно, современный инструмент, такой как сварочный аппарат, болгарка и болгарка, используется как при холодной, так и при горячей ковке. Зная назначение инструмента, можно правильно выполнить любую работу.
Инструмент для горячей штамповки
- Звуковой сигнал . Без него не обходится горячая ковка. Ведь именно в ней заготовку можно нагреть до температуры 1400°С.По большей части печь представляет собой печь, рассчитанную на высокие температуры и с дутьем.
- Наковальня . Этот инструмент является опорой, на которой выполняется ковка. Сама наковальня имеет несколько видов, среди которых наиболее популярна двурогая наковальня весом 200 кг. А вот вес может колебаться от 150 до 350 кг.
- Шпера . При выполнении различной художественно-декоративной ковки используют шпере. Они имеют множество различных видов, и каждый мастер может сделать их для себя. Общим признаком всех шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном полене. На фото ниже представлены самые распространенные шперсы.
 Общим признаком всех шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном полене. На фото ниже представлены самые распространенные шперсы.
Общим признаком всех шпереков является то, что они вставляются в квадратное отверстие наковальни или закрепляются в деревянном полене. На фото ниже представлены самые распространенные шперсы.- Кувалда и Ручной тормоз . Это основной инструмент кузнеца. Кувалда весит от 4 до 8 кг и используется для нанесения тяжелых ударов. В зависимости от вида работ и толщины заготовки подбирается и вес кувалды. Ручник весит от 0.от 5 до 2 кг. Используется для доработки продукта.
- Клещи . Клещи Горна – второй по важности инструмент. Без них невозможно удержать горячую заготовку для обработки. Существует несколько видов клещей-клещей для определенного профиля и размера заготовки. На фото ниже представлены клещи различной формы.
- Фасонные молотки . При выполнении художественной ковки требуется создание криволинейных заготовок или заготовок определенной формы.Для этого используются фигурные молотки. Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фигурных молотков много и у каждого мастера он свой. На фото ниже показан основной вспомогательный инструмент.
 Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фигурных молотков много и у каждого мастера он свой. На фото ниже показан основной вспомогательный инструмент.
Они могут быть как нижними, на которых производится обработка, так и верхними. Вариантов фигурных молотков много и у каждого мастера он свой. На фото ниже показан основной вспомогательный инструмент.Кроме описанных выше, используются различные измерительные инструменты, такие как обычная рулетка , двойной штангенциркуль , кузнечный уголок , шаблоны и калибры . Выбор кузнечного инструмента огромен, все перечислить сложно, поэтому у каждого мастера свой набор только необходимых и часто используемых инструментов.
Инструмент для холодной штамповки
- Гнутик (фото ниже). Это основной инструмент для холодной ковки. Как следует из названия, он позволяет сгибать металлическую заготовку под определенным углом. Кроме того, гайка позволяет создавать дуговые элементы определенного радиуса.
- Улитка . Имя говорит само за себя. С помощью улитки можно создавать различные декоративные элементы спиралевидной формы. Спираль делается по определенному шаблону, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
 Спираль делается по определенному шаблону, который при необходимости можно поменять на другой, с меньшим или большим радиусом.
Спираль делается по определенному шаблону, который при необходимости можно поменять на другой, с меньшим или большим радиусом.- Фонарик . Эта машина предназначена для создания одноименного декоративного элемента.
- Волна . Позволяет создавать волнообразные элементы. При протягивании стержня через этот станок на выходе получается красивая синусоидальная заготовка.
- Твистер . По принципу работы этот станок похож на Фонарик, но в отличие от него твистер только закручивает заготовку по оси.
- Кольцевая машина . Как и во всех предыдущих машинах, название говорит само за себя.
Помимо вышеперечисленных есть еще универсальные станки для клепки, резки, опрессовки и придания объема. Все описанные выше станки можно сделать как самостоятельно, так и приобрести в магазине. Конечно, самодельные приспособления для холодной ковки будут несколько уступать по качеству заводским, но это компенсируется уникальностью созданных с их помощью элементов. Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Для изготовления станков холодной ковки чертежи можно найти как в свободном доступе, так и купить у специалистов.
Важно! Станки для холодной ковки могут быть ручными или оснащены электродвигателями. Несмотря на наличие зубчатых передач, ручная холодная ковка – занятие довольно трудоемкое и длительное, и для получения больших объемов кованых элементов станок лучше оснастить электродвигателем.
Отдельно стоит упомянуть промышленные станки для холодной ковки.На аналогичные станки холодной ковки цены составляют около 6000 у.е., но один такой станок может выполнять практически все технологические операции холодной ковки. Примером может служить машина Master 2 компании MAN. На видео, демонстрирующем холодную ковку, можно увидеть возможности этого станка.
Ковка из металла своими руками
В процессе ковки используются различные приемы и приемы ковки для придания заготовке определенной формы. Для выполнения каждого из них используется определенная технология и инструмент для ковки металла. Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только гнется. Исходя из этого выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Технология ковки металла горячим и холодным способами существенно отличается. Как уже отмечалось, горячая ковка требует нагрева заготовки для изменения ее формы, а при холодной ковке заготовка только гнется. Исходя из этого выделяют основные технологические приемы, зная которые можно смело браться за ковку металла своими руками.
Ковка из металла своими руками
Холодная ковка своими руками выполняется достаточно легко и особых усилий не требуется. Все работы разбиты на несколько этапов: создание эскиза или чертежа будущего изделия, закупка материалов и сам процесс ковки металла.
Рисунок можно создать в специальной компьютерной программе, приобрести готовый или нарисовать от руки. Вы можете найти чертежи для холодной ковки. Для этого достаточно обратиться к мастерам, которые занимаются ковкой уже несколько лет, и попросить один-два чертежа для обучения. На самом деле рисунок преследует несколько целей. Во-первых, для того, чтобы знать, какие элементы нужно будет изготовить методом холодной ковки. Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как стержни, профильные трубы и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Во-вторых, имея на руках такой проект, можно рассчитать количество и тип металлических заготовок, таких как стержни, профильные трубы и так далее.В-третьих, потребуется чертеж, чтобы собрать все элементы в единое целое.
Отдельно необходимо рассмотреть элементы холодной ковки, из которых состоит проект. Сегодня можно найти довольно много различных кованых элементов, но все они могут быть объединены в несколько классических групп.
- Лапы . Этот элемент представляет собой раскатанный в какой-либо форме конец металлического стержня. В эту группу входят так называемые Пики. Несмотря на заостренный конец, козырьки выполнены по похожей технологии.
- Кудри . В эту группу входит несколько общих элементов: завитки, сердечки и улитки. Улитка или Бублик представляет собой стержень, концы которого загнуты в одну сторону. Червячок — стержень, концы которого загнуты в разные стороны. Этот элемент иногда называют «долларом» из-за его сходства со знаком американской валюты. Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
 Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.
Запятая или Улитка — простой завиток, один конец которого загнут, а второй прямой.- Кольца . Этот элемент создается достаточно просто: на заготовку станка накручивается стержень круглого или квадратного сечения, в результате получается пружина, которую затем разрезают на отдельные кольца.
- Торсион . Этот элемент довольно легко узнать по закручиванию винта вдоль оси. Вариантов торсионов очень много и одним из самых распространенных является такой элемент, как Фонарик, а также простой винтообразный стержень для решетки или забора.
Весь процесс изготовления элементов холодной ковки основан на следующих общепринятых технологиях ковки — гибка, скручивание, волочение.
Вытяжка – это технология, заключающаяся в увеличении длины заготовки за счет уменьшения ее поперечного сечения. При холодной ковке используется один из вариантов волочения – прокатка. Именно с его помощью создаются различные лапы и пики. Для создания лапок используется специальный станок для раскатки.Вводят конец заготовки и затем запускается механизм прокатки, в результате торец сплющивается с рельефом или без него. Для изготовления козырька используют пресс-машину. Процедура та же, но в результате конец раскатывается и прессуется в определенной форме.
Для создания лапок используется специальный станок для раскатки.Вводят конец заготовки и затем запускается механизм прокатки, в результате торец сплющивается с рельефом или без него. Для изготовления козырька используют пресс-машину. Процедура та же, но в результате конец раскатывается и прессуется в определенной форме.
Гибка . Эта технология ковки заключается в загибании торцов или другой части заготовки под определенным углом. Сама гибка производится практически на всех станках холодной ковки.Процесс гибки можно проследить при изготовлении заготовки на станке Улитка. Сначала конец заготовки помещается внутрь специального шаблона, а затем загибается под определенным углом. Эти работы выполняются на станке Улитка.
Скручивание . Данная технология ковки предполагает скручивание заготовки вдоль ее оси. При холодной ковке этот процесс можно наблюдать при использовании станка Twister, на котором создаются различные кручения. Для этого один конец заготовки помещают в тиски, а второй конец вращают по оси.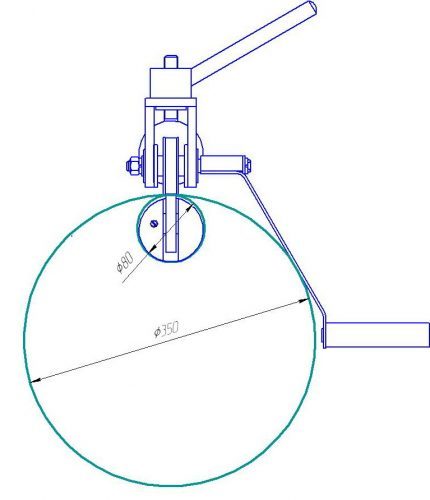 Отдельно стоит выделить элемент Фонарик. Для него используют два или более стержня, которые сначала закручивают по оси, а затем сжимают по оси, в результате чего стержни в определенном месте расходятся в стороны.
Отдельно стоит выделить элемент Фонарик. Для него используют два или более стержня, которые сначала закручивают по оси, а затем сжимают по оси, в результате чего стержни в определенном месте расходятся в стороны.
Сборка всех элементов в единую конструкцию выполняется сваркой на специальном сборочном столе. Сегодня сварочный аппарат общедоступен и является незаменимым инструментом современных кузнецов. Самодельная холодная ковка достаточно распространена среди начинающих мастеров и частных предпринимателей.Он не требует специальных знаний, навыков и большого помещения для работы.
Холодная ковка своими руками: видеоурок
Ковка из металла своими руками
По сравнению с холодной, ручная горячая ковка намного сложнее и требует от мастера опыта обращения с инструментом и хорошей физической подготовки. Работа ведется в несколько этапов: создание эскиза или чертежа, закупка материалов и ковка.
На самом деле разница между горячей и холодной ковкой заключается в технологических процессах обработки металла. Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые прутья квадратного и круглого сечения. В-третьих, в художественной горячей ковке нет каркасов для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лапок, пики и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия горячей штамповки создаются с применением следующих технологий обработки металла: осадка, волочение, гибка, скручивание, резка, насечка, чеканка.
Во-первых, это касается способа обработки. Во-вторых, для горячей ковки можно использовать практически любую металлическую заготовку. Но для удобства принято использовать готовые прутья квадратного и круглого сечения. В-третьих, в художественной горячей ковке нет каркасов для элементов готового изделия. Конечно, можно придерживаться создания классических элементов ковки – завитков, лапок, пики и прочего, но горячая ковка позволяет использовать весь потенциал фантазии мастера, открывающий безграничные возможности.Все изделия горячей штамповки создаются с применением следующих технологий обработки металла: осадка, волочение, гибка, скручивание, резка, насечка, чеканка.
Чертеж применяется при ковке металла для увеличения поперечного сечения всей заготовки или ее части. При ковке в зависимости от необходимости осуществляют полный или местный нагрев заготовки для осадки.
Вытяжка заключается в увеличении длины заготовки за счет уменьшения ее поперечного сечения. Это можно сделать как ударами кувалдой или ручным тормозом, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных штрихов.
Это можно сделать как ударами кувалдой или ручным тормозом, так и прокаткой металла между валами на станке. В отличие от холодной ковки, создание козырька с помощью вытяжки требует точных и аккуратных штрихов.
Гибка . Эта операция выполняется для придания заготовке криволинейной формы. Следует иметь в виду, что изгибание толстых заготовок может привести к их деформации, и для придания первоначальной формы необходимо выполнить черновую. Для гибки заготовок применяют различные шпереки, наковальни, фасонные молотки и кондукторы.
Скручивание . Данная технология ковки предполагает скручивание заготовки вдоль ее оси. Как и при холодной ковке, заготовка зажимается в тисках и проворачивается. Но в отличие от холодной ковки, вы можете локально нагревать заготовку, что позволяет легко делать локальную скрутку.
Технологии ковки, такие как резка , насечка и рельефная набивка , используемые в художественной ковке с применением долот. Края горячих заготовок в зависимости от проекта рассекают и закручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается различный рисунок.
Края горячих заготовок в зависимости от проекта рассекают и закручивают клещами.Также, пока заготовка горячая, на ее поверхности печатается различный рисунок.
При горячей штамповке металла важно знать температурный режим нагрева. Это поможет лучше обрабатывать металл. Ковка черного металла производится при температуре 800 — 1250°С. Конечно, измерить горячую заготовку термометром будет невозможно и для определения температуры придется ориентироваться по ее цвету. В таблице ниже приведены температура и цвет заготовки из черного металла.
Горячая ковка металла: видеоурок
Ковка металла своими руками – достаточно увлекательное занятие, требующее постоянного совершенствования. Это касается в первую очередь создания различных художественно-декоративных элементов. Тем, кто только начал заниматься ковкой, придется потрудиться, чтобы их работа имела идеальную форму и высокое качество.
Любой мастер, оборудуя домашнюю кузницу, приобретает минимальный набор инструментов и принадлежностей.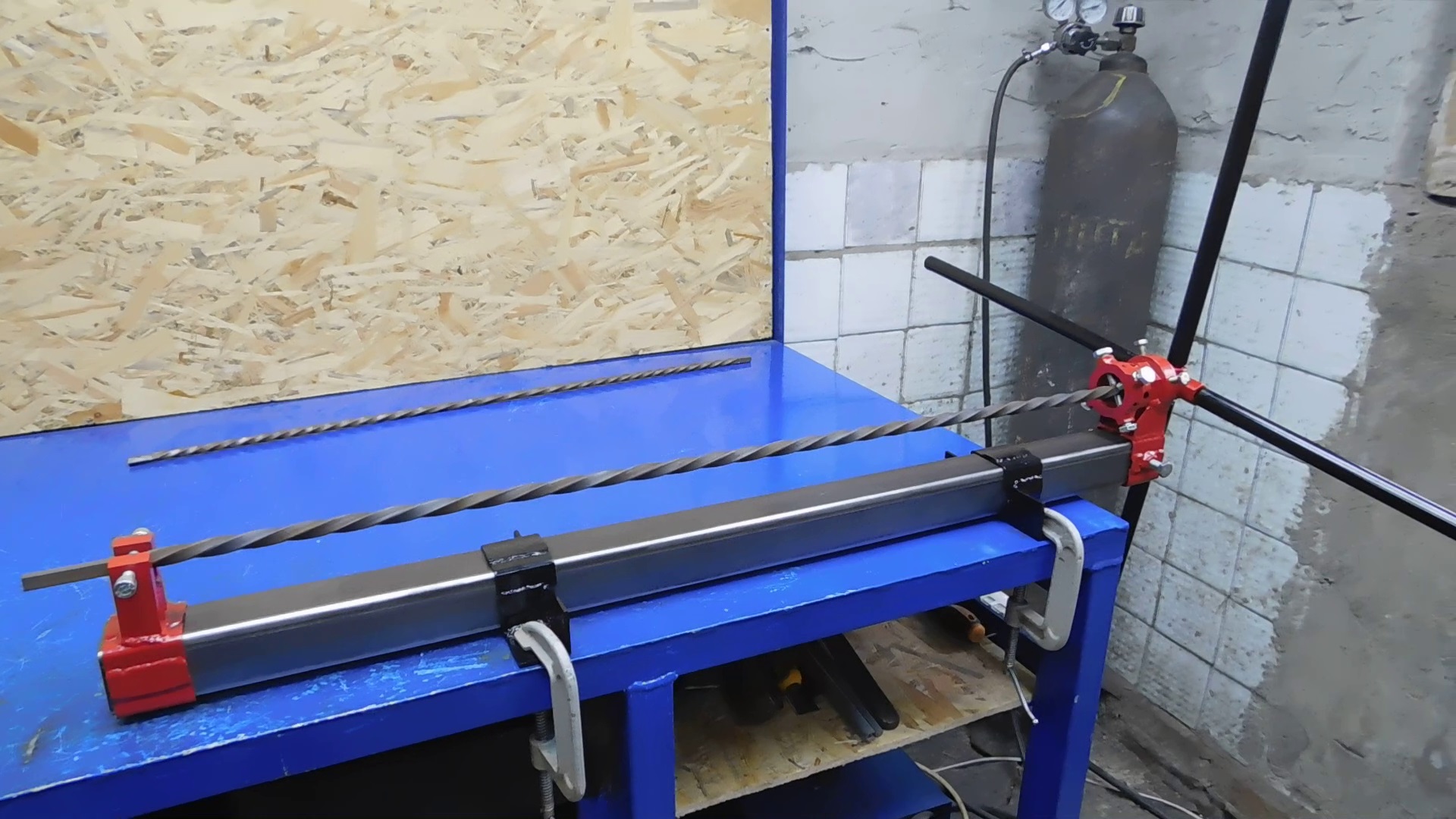 Но, как правило, самые простые технологические операции с металлическими заготовками делают только на первом этапе.
Но, как правило, самые простые технологические операции с металлическими заготовками делают только на первом этапе.
С приобретением опыта работы с «железом» появляется и желание, и необходимость заниматься художественной ковкой – это и украшение жилища, и дополнительный заработок. К сожалению, станка для придания образцам спиралевидной формы — улитки — в продаже почти не бывает. Так или иначе, но домашние умельцы, как правило, изготавливают его своими руками. Особенности самостоятельного изготовления и сборки мотков для холодной ковки – тема данной статьи.
Особенности улитки
Автор специально решил обратить внимание читателя на ряд моментов.Это поможет избежать некоторых ошибок в будущем. Например, разобравшись с устройством улитки и принципом ее функционирования, кто-то захочет собрать свое устройство, отличное от тех, чертежи которых будут представлены ниже.
Такое приспособление вполне (если речь идет о самодельном оборудовании) позволит гнуть образцы сечением (стороной квадрата) не более 10 — 12 мм. Имеется в виду модель улитки с «ручным управлением». С более размерными образцами в быту практически никто не имеет дело.Машину можно усовершенствовать, установив привод и электродвигатель.
Имеется в виду модель улитки с «ручным управлением». С более размерными образцами в быту практически никто не имеет дело.Машину можно усовершенствовать, установив привод и электродвигатель.
Но насколько это рационально для небольшой домашней кузни?
- Холодная штамповка осуществляется на малых скоростях. Резкое изменение геометрии металла приводит к появлению трещин (надрывов).
- Вам предстоит подобрать не только мощность электродвигателя, но и передаточное число редуктора. Плюс смонтировать схему автоматики с установкой соответствующих элементов (кнопки, пускатель и так далее).Все это сильно усложняет изготовление машины.
Вывод — для домашней кузницы достаточно улитки, с помощью которой можно гнуть металлические изделия вручную. Любой, кто будет разбираться во всех нюансах его конструкции и хоть что-то понимать в электротехнике, сможет самостоятельно установить на него электропривод.
Изготовление улиток
Показаны несколько устройств. Примерно так (в основе) и должно получиться.
Примерно так (в основе) и должно получиться.
Сборка улитки своими руками – это один из вариантов самостоятельного проектирования, когда нет смысла давать рекомендации с указанием точных параметров всех комплектующих.Здесь нужно ориентироваться на собственное представление о том, что и как будет гнуться (радиусы, количество витков спирали и так далее). Но если станет понятна суть процесса изготовления, то и сама сборка не вызовет затруднений.
Настольное устройство
Процесс холодной ковки требует больших усилий. Если у вас уже есть готовый верстак, то, возможно, вам придется его укрепить. При изготовлении улитки с нуля каркас стола делается только из металла – швеллера, уголка, толстостенной трубы.
Понятно, что столешница тоже должна быть металлической. В процессе работы улитка будет подвергаться как статическим, так и динамическим нагрузкам. Поэтому обычный лист железа не подходит. Только пластинчатые, и не менее 4 мм.
Маркировка и установка «навесного» оборудования
Пожалуй, самый творческий этап работы. Все можно сделать своими руками. Но как, учитывая перспективы или ограничиваясь производством подобных образцов?
Вариант 1.Самый легкий. Смысл операции в том, что на столешнице рисуется спиральный контур.
По сути, это эскиз будущих фигурных деталей, например, из бруска. После этого достаточно вырезать несколько отрезков из толстого полосового железа, согнутого по радиусу. Они приварены к столешнице, и механизм для сгибания в основном готов.
Кому-то такое исполнение покажется более привлекательным — со сплошной полосой.
Но практика показывает, что работать с такой улиткой сложнее.Например, при снятии с него готового изделия возникнут определенные трудности.
Вариант 2. То же, но рисуется несколько контуров. Вдоль каждого просверливаются отверстия, в которых нарезается резьба. Осталось только подготовить шаблоны стоп-сегментов. Своими руками их делают, как правило, из плотного картона или фанеры.
Своими руками их делают, как правило, из плотного картона или фанеры.
изготавливают колодки, в которых после очередной разметки также сверлят отверстия, соответствующие посадочным «гнездам» в пластине.Такая конструкция позволит организовать производство спиральных заготовок с разным радиусом на одном столе. Вам останется только, в зависимости от формы изгиба, установить в определенных местах соответствующие сегменты. Крепление их к основанию болтовое. Вы можете поступить иначе. Вместо таких упоров поставьте цилиндрические.
Для фиксации притягиваются болтами (снизу плиты) или делаются сразу ножками (+резьба) и вкручиваются в столешницу. С ними гораздо удобнее.А если есть своя, то сделай сам — за пару часов.
Вариант 3. Подготовьте несколько съемных модулей, которые следует менять по мере необходимости.
Улитка в сборе
Установлен лемех, прикреплены рычаги, боковой упор. Все это хорошо видно на рисунках.
В дело пойдет все, что есть в сарае (гараже, на чердаке) — отрезки труб, прутья, уголки и тому подобное. Если принцип работы улитки понятен, то никаких подсказок уже не нужно.
Проверка здоровья
Это всегда подразумевается, поэтому без комментариев.
В принципе сделать улитку для холодной ковки не так уж и сложно. Более того, единого стандарта для таких устройств не существует. Кто-то скажет — не проще ли купить заводскую модель? Во-первых, как уже было сказано, искать придется долго. Во-вторых, не факт, что его возможности совпадают с фантазиями мастера. В-третьих, необходимо будет облегчить кошелек примерно на 19 000 (механическая) и 62 000 (электрическая модель) рублей, как минимум.
Удачи в изготовлении улитки своими руками!
Станок для холодной ковки своими руками. Как сделать улитку холодной ковки
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без чрезмерных затрат.
Основные приспособления и машины
Станки холодной ковкив основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные типы машин и устройств для холодной штамповки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Устройство «Гнутик»
Покупной или самодельный «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из стержня.Представляет собой основание с ползунком, на котором закреплен упор с углом (90° или другим, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования вот чертеж нижней планки этого «Гнута».
Нижняя планка
Это универсальное устройство. С помощью насадок его можно не только сгибать, но и резать и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение углового на «Гнутике»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратных, вдоль продольной оси. Это простое устройство может быть ручным или электрическим.Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б/у электрооборудования:
Для изготовления «Фонариков» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (английский, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для создания завитков (или спиралей) и валют (S-образных деталей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основание машины; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — канавка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
В результате должно получиться следующее устройство:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползунок; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — эксцентриковый барашек; 15 — основная нога; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» изготавливают на подставке, особенно если необходимо согнуть толстый прокат.
Несколько полезных видео по самодельным станкам «Улитки».
Изготовление улитки
Работа машины
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такое приспособление похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала один конец заготовки закрепляют загибом, затем загибают по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины для консервации.
Внешний вид устройства
В видео работа на «Глобусе»
Чисто мускульной силой можно изготовить лук большого диаметра по шаблону, привинченному или приваренному к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Образец
Устройство «Волна»
Из заготовки круглого, квадратного, шестигранного сечения или трубы можно получить волнистые изделия с помощью устройства «Волна».Деформация заготовки происходит между вертикальными валками путем прокручивания.
Приспособление для волн и полученные изделия
Устройство в действии
Устройство «Фонарик»
Станок предназначен для изготовления заготовок для элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы станок похож на «Твистер», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Струбцина»
Элемент холодной ковки «Хомутик» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по приложенным чертежам.
Аксессуары для выполнения «гусиных лапок»
«Гусиная лапка» — рихтовка с нанесением красивых насечек на концах заготовок для придания изящества конструкции или уменьшения толщины при различных стыках.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотом на наковальне. Мы предоставляем оба варианта в видео материалах.
Машина для стрижки гусиной лапкой
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок для прокатки «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от б/у комбайна
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление завитков и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка максимальным сечением 10х10 мм.Мотор 0,5 кВт/1000 об/мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже приведены чертежи сегментов улиток.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного штока (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, дающим выходную мощность на валу около 10 об/мин. Это уже машина для профессионального использования. Используется б/у редуктор, матрица вырезается из заготовки толщиной 30 мм – наиболее трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот. Кузница не нужна, нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Кованые элементы в дизайне и архитектуре пользуются большой популярностью на протяжении многих веков. Решетки для каминов и окон, ограждения или балясины для лестниц, выкованные из металла, всегда имеют изысканный и привлекательный вид.
Сегодня, даже с учетом новых технологий обработки металла, изделия из металла ручной работы актуальны как никогда. Очевидно, что ковка своими руками – дело непростое, и без некоторой подготовки сложно сделать действительно красивое изделие.
А вот желающим освоить эту древнюю профессию и, если они готовы много работать, необходимо ознакомиться с видами и технологиями ковки металла, знать о металлах для ковки, знать о процессе и правильно обращаться с инструментами.
Ковка металла – это процесс, в ходе которого металл обрабатывается с целью придания ему желаемой формы и размера. Существует два варианта ковки – горячая и холодная. И если вас интересует ковка своими руками, то вам стоит разобраться в этих видах технологий, ведь каждая из них имеет свои отрицательные и положительные стороны.
Существует два варианта ковки – горячая и холодная. И если вас интересует ковка своими руками, то вам стоит разобраться в этих видах технологий, ведь каждая из них имеет свои отрицательные и положительные стороны.
Горячая штамповка
При использовании горячей штамповки металлическая заготовка нагревается до нужной температуры, при этом металл теряет свои прочностные свойства и становится пластичным.Высокий уровень пластичности является большим преимуществом горячей штамповки. Это дает возможность очень быстро придать заготовке необходимые размеры и форму. Кроме того, горячая ковка открывает возможность использования самых разнообразных методов ковки, что позволяет создавать множество различных вариаций элементов.
Но нагрев металла имеет и отрицательные стороны. Изначально это обустройство горна за кузницей и закупка топлива для нее. Это может быть проблематично для людей, которые желают ковать чугун своими руками в городе.Кроме того, любая работа с огнем представляет собой определенную опасность, требующую соблюдения правил техники безопасности. Еще одним из основных факторов ковки, влияющим на выбор ее вида, можно назвать специальное знание температурных режимов различных металлов.
Еще одним из основных факторов ковки, влияющим на выбор ее вида, можно назвать специальное знание температурных режимов различных металлов.
Холодная ковка
По сравнению с горячей ковкой, холодная ковка не требует строительства горна для нагрева металла. Суть холодной ковки заключается в том, что металлу придается необходимая форма путем гибки заготовки, прессования и сварки.Холодная ковка намного проще в исполнении, и для обустройства мастерской не нужно много места. Для создания готового изделия не нужны высокие температуры, и это только плюс к общей безопасности.
Но и у этого вида ковки есть свой огромный недостаток. Любая работа с металлом ведется только с подготовленными заготовками, и исправить какую-либо ошибку возможности нет. Конечно, это касается всех этапов этой ковки, но по большей части заготовка с ошибкой пойдет в металлолом или в качестве учебного пособия, как это делать не следует.
Независимо от того, какой тип ковки вы выберете, вам нужно будет изучить множество важных процессов. В первую очередь это относится к видам металлов и температурам их ковки и плавки. Также следует разбираться в самой технологии ковки разных металлов. Ниже мы расскажем вам о них.
В первую очередь это относится к видам металлов и температурам их ковки и плавки. Также следует разбираться в самой технологии ковки разных металлов. Ниже мы расскажем вам о них.
оборудование для ковки
Ковка металла вручную — это трудоемкий и сложный процесс, требующий использования металлов определенного типа, точнее, металла с определенными параметрами.Для ковки вручную, независимо от того, холодная она или горячая, важно выбирать металл с более высокой пластичностью, так как от этого качества будет зависеть удобство и легкость изменения самой заготовки и ее формы. Стоит отметить, что такие свойства металла, как пластичность и прочность, взаимосвязаны. Если один из них увеличивается, то второй уменьшается. Поэтому очень важно понимать параметры разных металлов и знать их состав.
Для поковок декоративного типа применяют такие металлы, как:
- латунь; медь
- ;
- дюралюминий;
- другие аналогичные сплавы.
То есть для ручной ковки используются мягкие металлы, которые легко гнутся и которым можно придать различную форму. Чтобы выбрать самый легкий и ковкий металл, вы должны посмотреть на марку стали и сплава. Здесь представлено подробное описание всех сплавов и металлов, а также их характеристики и состав.
Чтобы выбрать самый легкий и ковкий металл, вы должны посмотреть на марку стали и сплава. Здесь представлено подробное описание всех сплавов и металлов, а также их характеристики и состав.
Учитывая тот факт, что наиболее ковким металлом являются медные сплавы и сама по себе, специалисты отдают предпочтение черным металлам для производства горячей или холодной штамповки. Это предпочтение довольно просто объясняется высокими ценами на цветные металлы.Так как на ковку металла стоимость во многом зависит от цен на заготовки, а купить ограждения или балясины из меди может далеко не каждый.
Если выбирать для ковки черные металлы, то ориентироваться следует на сталь с наименьшим содержанием углерода, около 0,25 процента. Кроме того, он должен содержать минимальное содержание таких вредных добавок, как:
- сера;
- фосфор;
- молибден;
- хром.
Также стоит не останавливать свой выбор на конструкционных и инструментальных сталях с высоким содержанием углерода 0. 2-1,35 процента. Стали этого типа имеют низкую эластичность и плохо поддаются сварке.
2-1,35 процента. Стали этого типа имеют низкую эластичность и плохо поддаются сварке.
При выборе того или иного металла следует использовать Клеймо. Если у вас нет к нему доступа, то вы можете использовать таблицы из сети. Процесс подбора очень прост, вам следует поднести вашу заготовку к точильному камню и посмотреть на искры, а затем сравнить их с показателями таблиц.
Сегодня с помощью промышленности нет необходимости создавать заготовки своими руками.В настоящих кузнях используются готовые заводские заготовки для холодной ковки.
Любая работа, связанная с ковкой металла, невозможна без наличия специального инструмента. Оборудование для горячей штамповки очень разнообразно, в него входят:
- кузница;
- молотков разного веса и многие другие инструменты.
Инструменты для холодной ковки немного проще и включают в себя более простые станки. Понятно, что для всех видов ковки применяются такие приспособления, как сварочный аппарат, болгарка и болгарка. Зная о назначении всех инструментов, можно грамотно провести всю работу.
Зная о назначении всех инструментов, можно грамотно провести всю работу.
Без этого нельзя обойтись при горячей штамповке. Именно на нем заготовка нагревается до необходимой температуры в 1400 градусов. Можно сказать, что горн – это своеобразная печь, которая рассчитана на высокие температуры и имеет дутье.
Наковальня
Этот инструмент служит опорой для ковки. Наковальня бывает разных видов, самая популярная среди них двурогая, имеющая вес 200 кг.Масса может колебаться в пределах 150-350 кг.
Шперки
При выполнении различных видов декоративной и художественной ковки используются только шперсы. Они могут быть разных видов, каждый из мастеров делает их для себя. Общим признаком любого типа этого приспособления можно назвать то, что все они вставляются в отверстие квадратной формы, расположенное в наковальне, или крепятся к бревну.
Ручной тормоз и кувалда
Это основные инструменты любого кузнеца. Кувалда может весить 4-8 кг и необходима для того, чтобы наносить сильные удары. В зависимости от вида проводимых работ и толщины заготовок подбирается и вес кувалды. Сам ручник может иметь вес 0,5-2 кг. Используется для придания окончательной формы изделию.
Кувалда может весить 4-8 кг и необходима для того, чтобы наносить сильные удары. В зависимости от вида проводимых работ и толщины заготовок подбирается и вес кувалды. Сам ручник может иметь вес 0,5-2 кг. Используется для придания окончательной формы изделию.
Клещи
Плоскогубцы с рожковым наконечником — второй по важности инструмент. Без них нет возможности удерживать нагретую заготовку, чтобы ее обработать. Существует несколько типов плоскогубцев для определенных профилей и размеров заготовок.
Фасонные молотки
При выполнении художественной ковки необходимо изготавливать гнутые заготовки или заготовки, имеющие определенные формы. Для этого используются такие молотки. Такие молотки могут быть нижними для обработки, и верхними. Вариаций таких молотков множество, и каждый мастер выбирает свой.
Кроме описываемого инструмента применяют и измерительные инструменты, например, рулетку, кузнечный угольник, калибры и шаблоны. Выбор оборудования для этого ремесла очень разнообразен, перечислить все очень сложно, поэтому стоит сказать, что у каждого из мастеров есть свой набор инструментов, которые он использует в своей работе.
Стандартный инструмент для холодной ковки. Если смотреть на название, то оно дает возможность согнуть заготовку под нужным углом. Это также помогает производить дугообразные элементы с различными радиусами.
Улитка
Название этого инструмента говорит само за себя. С помощью улитки можно создавать разнообразные элементы в форме спирали. Спираль делается по определенным шаблонам, которые при необходимости можно менять с одного на другой, с разным радиусом.
Фонарь
Станок предназначен для создания одноименных декоративных элементов.
Волна
Открывает возможность создавать элементы сигналов. При выдавливании через этот станок в результате выходит интересная синусоидальная заготовка.
Твистер
По своему принципу действия это устройство похоже на фонарик, но по сравнению с ним твистер только закручивает заготовку вдоль своей оси.
Кольцевая машина
Описывать его здесь не нужно, и по названию понятно, для чего предназначена эта машина.
Помимо вышеперечисленных, существуют также универсальные устройства, предназначенные для:
- вырезки;
- клепка;
- опрессовка;
- дает объем.
Все машины можно купить или сделать своими руками. Понятно, что сделанные своими руками станки будут уступать по качеству произведенным на заводе, но это можно компенсировать тем, что на них изготавливаются уникальные элементы.Для того чтобы изготовить станки самостоятельно, можно найти чертежи в сети или купить их у специалистов.
Важно!!!
Важно! Для холодной ковки станки могут быть ручными или иметь электродвигатель. Даже если они имеют передаточные числа, холодная ручная ковка – очень трудоемкий и длительный процесс, и для получения кованых элементов лучше всего изготовить станок с электродвигателем.
Отдельно нужно сказать о промышленных станках.Такие станки стоят дорого и их стоимость составляет около 6000 долларов, но если вы приобретаете один такой станок, то должны знать, что один такой станок может выполнять все операции холодной ковки.
При ковке используются различные методы и приемы для придания заготовке определенной формы. Для того чтобы выполнить каждый из них, используются своя технология и инструменты для ковки металла. Технология ковки металла разными методами сильно отличается. Как уже говорилось, при горячей ковке необходимо нагревать заготовки, чтобы изменить их форму, а при холодной ковке заготовка просто гнется.Исходя из этого, основные приемы, зная о которых можно начинать заниматься ковкой металла своими руками.
Холодный тип выковать своими руками не так сложно и не требует больших усилий. Вся работа разбита на определенные этапы:
- разработка эскизов или чертежей будущей детали;
- закупка материалов;
- процесс ковки заготовок.
Чертежи можно создавать на ПК, установив на него специальное программное обеспечение, а также купить готовые проекты или просто нарисовать самому.Вы можете найти бесплатные чертежи в Интернете или попросить их у специалистов. По своей сути план имеет несколько целей. В первую очередь он поможет определить, какие детали следует изготавливать методом холодной ковки. Если у вас на руках есть чертеж, вы можете рассчитать необходимое количество и тип заготовок, которые вам потребуются, например, стержни, трубы профильного типа и другие. Также чертеж нужен для того, чтобы собрать все детали воедино.
По своей сути план имеет несколько целей. В первую очередь он поможет определить, какие детали следует изготавливать методом холодной ковки. Если у вас на руках есть чертеж, вы можете рассчитать необходимое количество и тип заготовок, которые вам потребуются, например, стержни, трубы профильного типа и другие. Также чертеж нужен для того, чтобы собрать все детали воедино.
Отдельно стоит рассмотреть некоторые элементы холодной ковки, из которых будет состоять проект.Сегодня можно найти множество элементов ковки, все они объединены в определенные группы.
Лапы
Этот элемент представляет собой конец металлического стержня, свернутого произвольной формы. Это может включать пики. Даже с учетом их заостренного конца, они производятся по схожей технологии.
Локоны
В эту группу входят такие элементы, как улитка, завиток, червь. Руль или улитка представляет собой стержень, края которого загнуты в одну сторону. Червонка – это стержень, края которого загнуты в разные стороны. Этот элемент некоторые мастера называют «долларом», потому что он напоминает этот знак. Улитка или запятая – это обычный завиток, один конец которого загнут, а другой остается прямым.
Этот элемент некоторые мастера называют «долларом», потому что он напоминает этот знак. Улитка или запятая – это обычный завиток, один конец которого загнут, а другой остается прямым.
Кольца
Этот элемент прост в изготовлении: основание стакана накручивается стержнем с круглым или квадратным сечением, в результате чего выходит пружинка, и она разрезается на кольца.
Торсион
Этот элемент очень легко узнаваем, так как он закручен вдоль своей оси винтовым способом.Вариантов этого элемента очень много, и один из них, самый распространенный, — это фонарик, и простой винтообразный стержень для решеток и ограждений.
Процесс производства всех элементов основан на таких стандартных технологиях, как волочение, скручивание и гибка.
Капюшон
Весь процесс данной технологии заключается в увеличении длины заготовки за счет уменьшения сечения. При холодной ковке используется один из способов волочения — прокатка.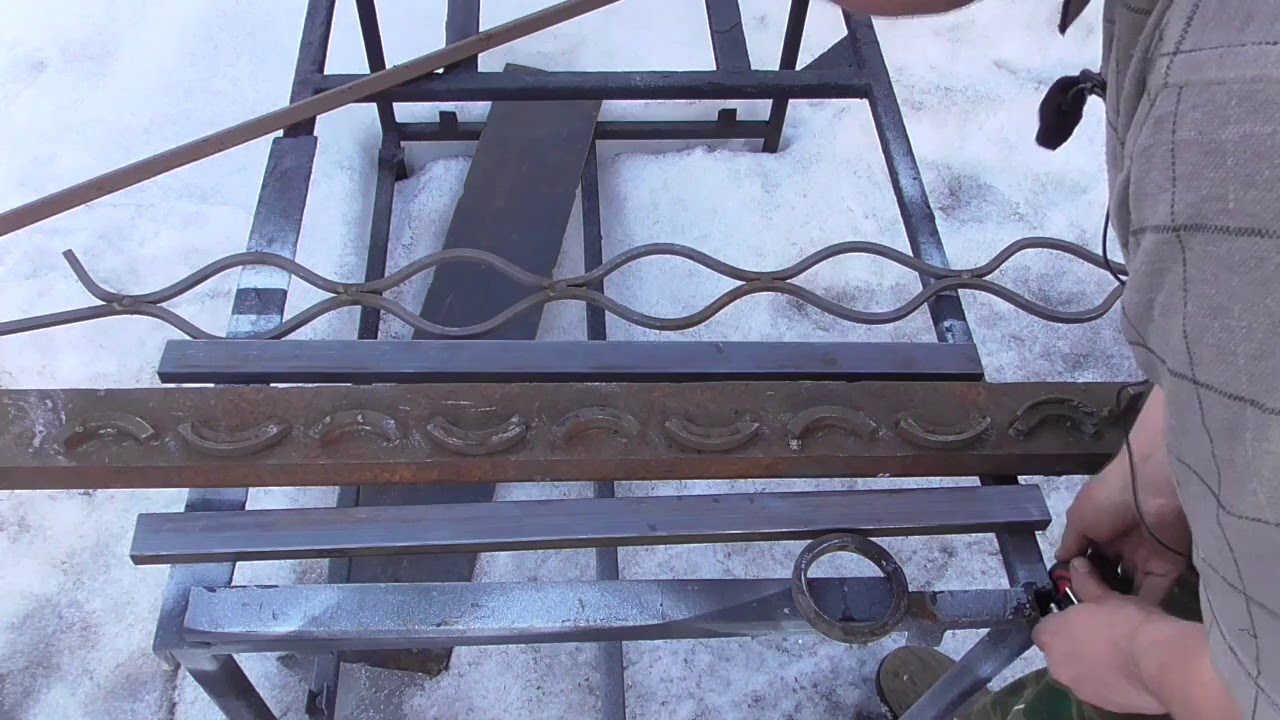 Просто используя его, они создают разные пики и лапы. Для производства ножек используются специальные вальцовочные станки. Кромка заготовки заводится внутрь нее и затем запускается механизм прокатки, в результате чего кромка сплющивается с рельефом или без него. Для изготовления козырьков используются пресс-машины. Процедура проходит так же, но в конце она выходит спрессованной и свернутой определенной формы.
Просто используя его, они создают разные пики и лапы. Для производства ножек используются специальные вальцовочные станки. Кромка заготовки заводится внутрь нее и затем запускается механизм прокатки, в результате чего кромка сплющивается с рельефом или без него. Для изготовления козырьков используются пресс-машины. Процедура проходит так же, но в конце она выходит спрессованной и свернутой определенной формы.
Гибка
Данная технология ковки представляет собой сгибание кромок или других частей заготовок под определенными углами.Сам процесс гибки осуществляется практически на любом станке, предназначенном для холодной ковки. Первоначально один из краев заготовки помещается внутрь специальных шаблонов, после чего загибается на необходимое количество градусов. Эта работа выполняется на машине под названием «Улитка».
Скручивание
Данная технология ковки предполагает скручивание заготовок вдоль их оси. При холодной ковке этот процесс можно наблюдать на станке под названием Твистер, на котором изготавливают торсионы. Для этого один из краев заготовки помещают в заготовку, а второй из них поворачивают вдоль оси. Отдельно следует сказать о таком элементе, как фонарик. Для него используют два или более стержня, которые вначале закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенных местах расходятся в разные стороны.
Для этого один из краев заготовки помещают в заготовку, а второй из них поворачивают вдоль оси. Отдельно следует сказать о таком элементе, как фонарик. Для него используют два или более стержня, которые вначале закручиваются по оси, а затем сжимаются по оси, в результате чего стержни в определенных местах расходятся в разные стороны.
Сборка всех частей в одну конструкцию
Сборка элементов в единую конструкцию осуществляется с помощью сварочного аппарата на специальном сборочном столе.Сегодня сварочный аппарат доступен каждому и является обязательным атрибутом современного кузнеца. Домашняя холодная ковка очень актуальна среди новичков. Ведь для этого не требуется особых знаний, умений и огромного помещения для работы.
Холодная ковка видео
Если сравнивать этот вид ковки с холодной, то этот процесс намного сложнее и от мастера потребуется опыт работы с определенными инструментами и хорошая физическая подготовка. Рабочий процесс делится на определенные этапы:
- разработка эскизов или чертежей;
- покупка необходимого материала;
- поковка.

В основном холодная и горячая ковка различаются по технологическому процессу обработки металлических заготовок. В первую очередь это касается обработки.
Для горячей ковки можно использовать заготовки из любого металла. Но для более удобной работы используются уже готовые прутья квадратного или круглого сечения.
Кроме того, при горячей художественной ковке нет ограничений на изготовление элементов для готовой конструкции. Естественно, можно придерживаться изготовления стандартных элементов, но горячая ковка открывает возможность использовать всю фантазию мастера, а это открывает поистине безграничные возможности.
Любые изделия из металла при горячей ковке создаются по следующим технологиям обработки металла:
- резка;
- нанесение рисунка;
- набивка рельефов.
Проект
Осадка применяется при ковке металлов с целью увеличения поперечного сечения по всей длине заготовки или на определенной ее части. При ковке в зависимости от необходимости осуществляется полный или частичный нагрев заготовок под осадку.
При ковке в зависимости от необходимости осуществляется полный или частичный нагрев заготовок под осадку.
Капюшон
Этот процесс заключается в увеличении длины заготовок за счет уменьшения их сечения. Делается это как ударами ручника или кувалды, так и прокаткой металла между валами на специальном станке. По сравнению с холодной ковкой рисование щуки потребует более точных и аккуратных штрихов.
Гибка
Такого рода операции проводятся для того, чтобы придать заготовке криволинейную форму. Здесь необходимо учитывать, что изгиб более толстых заготовок может их деформировать и для того, чтобы вернуть им прежние формы, потребуется сделать черновик.Для процесса гибки используются самые разнообразные шампуры, рожок на наковальне, кондукторы и молотки для деления.
Скручивание
Этот метод ковки включает скручивание заготовок вдоль их оси. Как и при холодной ковке, заготовка зажимается в тисках и прокатывается. Но по сравнению с холодной ковкой заготовка нагревается локально, что облегчает ее локальное скручивание.
Подобные приемы ковки, такие как резка, чеканка и рисование, используются в художественной ковке с использованием различных стамесок.По краям нагретых заготовок, в зависимости от проекта, металл скручивают пассатижами или надрезают стамеской. Пока заготовка полностью каленая, на поверхность набиваются рисунки и узоры.
При ковке чугуна следует знать о температурном режиме нагрева металла. Это помогает лучше обрабатывать металл. Черный металл куется при температуре 800-1250 градусов. Понятно, что проверить температуру заготовки обычным градусом не получится, поэтому определять температуру придется по тому, какого цвета заготовка.
Горячая штамповка видео
Ковка металла своими руками – дело увлекательное, требующее регулярного совершенствования. в первую очередь это относится к созданию разнообразных декоративно-художественных деталей. Тем, кто хочет начать заниматься ковкой, нужно будет потрудиться, чтобы их изделия имели правильную форму и высокий уровень качества.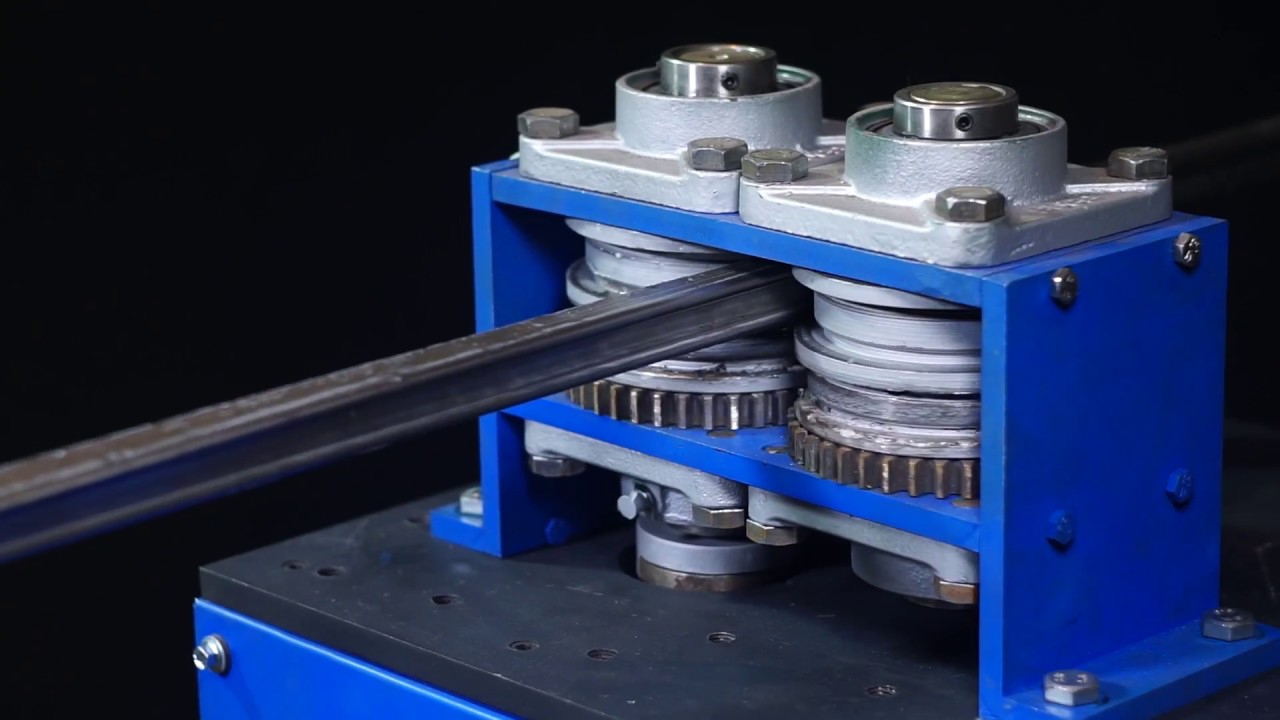
Холодная ковка своими руками – это способ формовки металлических изделий под давлением. Этот метод заключается в том, что металл перед деформацией не нагревают, а сгибают с помощью специальных станков.Кованые узоры украсят садовые заборы, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно реализовать свои идеи.
Ковка – это процесс обработки металла с целью придания ему нужной формы, превращения заготовки (заготовки) в изделие. У людей, незнакомых с особенностями металлообработки, слово «кованый» ассоциируется с кузницей, где заготовка нагревается от 800 до 1000°С и обрабатывается молотом для придания ей формы.Но в быту чаще используются предметы, изготовленные методом холодной ковки. Горшки, чайники, узоры на воротах и дверях, металлические опоры изготавливаются путем деформации металла под давлением без предварительного нагрева.
Холодная ковка легче, надежнее и эргономичнее, чем горячая ковка. Основные преимущества:
Основные преимущества:
- оборудование для холодной ковки металлов дешево и эргономично;
- низкая трудоемкость;
- быстрое обучение работе, низкие квалификационные требования;
- возможность создать уникальный орнамент из базовых элементов.
Недостатком является ограниченность рабочих поверхностей и материалов: стержней, листов и плит.
Ручная холодная ковка исторически старше горячей ковки. Первые предметы были найдены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления золотых украшений. Мягкий металл было удобно обрабатывать каменными молотками. Древнейшее изделие было найдено в Египте, оно было изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре металл намного легче поддается обработке. Стали строить домны — появилась профессия кузнеца. Каменный век сменился веком железным, в жизнь людей вошли не только украшения, но и посуда, оружие, садовый инвентарь. Принцип работы горна сохранился до наших дней, но оборудование для холодной ковки было модернизировано.
Стали строить домны — появилась профессия кузнеца. Каменный век сменился веком железным, в жизнь людей вошли не только украшения, но и посуда, оружие, садовый инвентарь. Принцип работы горна сохранился до наших дней, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование, можно создавать изделия с большим количеством кованых элементов.
Базовый инструмент для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материалов и разработки детального плана работ. Продумать ходы проще всего, создав эскизы кованых изделий в масштабе, записав размеры и подобрав нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко гнуться.
Важно! Закаленные листы или стержни использовать нельзя.Под воздействием перепада температуры структура металла изменяется, он становится хрупким и может разрушиться под давлением.

Существует два вида ковки металла своими руками — вальцовка (работа со стержнями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для прокатки: гнут, улитка, твистер, волна и фонарик.
Гнутик — это базовый инструмент, используемый для гибки стержней под разными углами.Спиральные элементы холодной ковки скручиваются улиткой. Для формовки лучше всего выбирать стержни диаметром 10-12 мм. Выбор слишком толстого материала может значительно усложнить работу мастера.
Машина для скручивания стержней вдоль продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик используется для работы сразу с несколькими удилищами. Они устанавливаются на оснастку и изгибаются вращением рычага.
Оборудование для прокатки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или изготовить самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного стержня. Конструкция и сложность изготовления зависят от вида выполняемых работ. Внимательное изучение процесса позволит изготовить оборудование самостоятельно.
Изначально нужно создать 2-3 базовых верстака для обработки одного стержня. Конструкция и сложность изготовления зависят от вида выполняемых работ. Внимательное изучение процесса позволит изготовить оборудование самостоятельно.
Гнутик: какие изделия с ним можно создавать
Не обязательно создавать чертежи для холодной ковки своими руками. Достаточно один раз посмотреть на принцип работы, чтобы сделать инструмент своими руками. Станок представляет собой стальной инструмент, который разделен на три части.Средний элемент (поводок) подвижен; на нем закреплен центральный ролик (клин), который изгибает стержень. На боковых пластинах ролики выполнены сменными и вставляются в паз. Выбирая другой диаметр, можно варьировать угол изгиба стержня или пластины. Поверх поводка закреплен рычаг, который приводит конструкцию в движение.
Внимание! Изгиб стержня требует больших усилий, поэтому крепление верстака к подвижной опоре приведет к неправильному изгибу и усложнит работу.

Ролики должны свободно вращаться в отверстиях, что уменьшит усилие, которое необходимо приложить для изгиба пластины. Пазы для роликов можно просверлить в нескольких местах симметрично друг другу. Это позволит вам быстро перемещать детали, изменяя нужный угол изгиба.
Металлогибочный механизм с закруглением:
- между роликами устанавливается пластина или стержень;
- центральный ролик прижат к металлу;
- вращением рычага пластина перемещается по ролику, приобретая заданный изгиб.
Для удобства под центральный валик подкладывается лимб (лента с делениями, показывающими высоту угла). Он используется для производства деталей с высокой точностью, которые должны идеально соответствовать друг другу.
Улитка: простой инструмент для создания локонов
Второе название — кондуктор холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом гибки, например посмотреть видео ковки.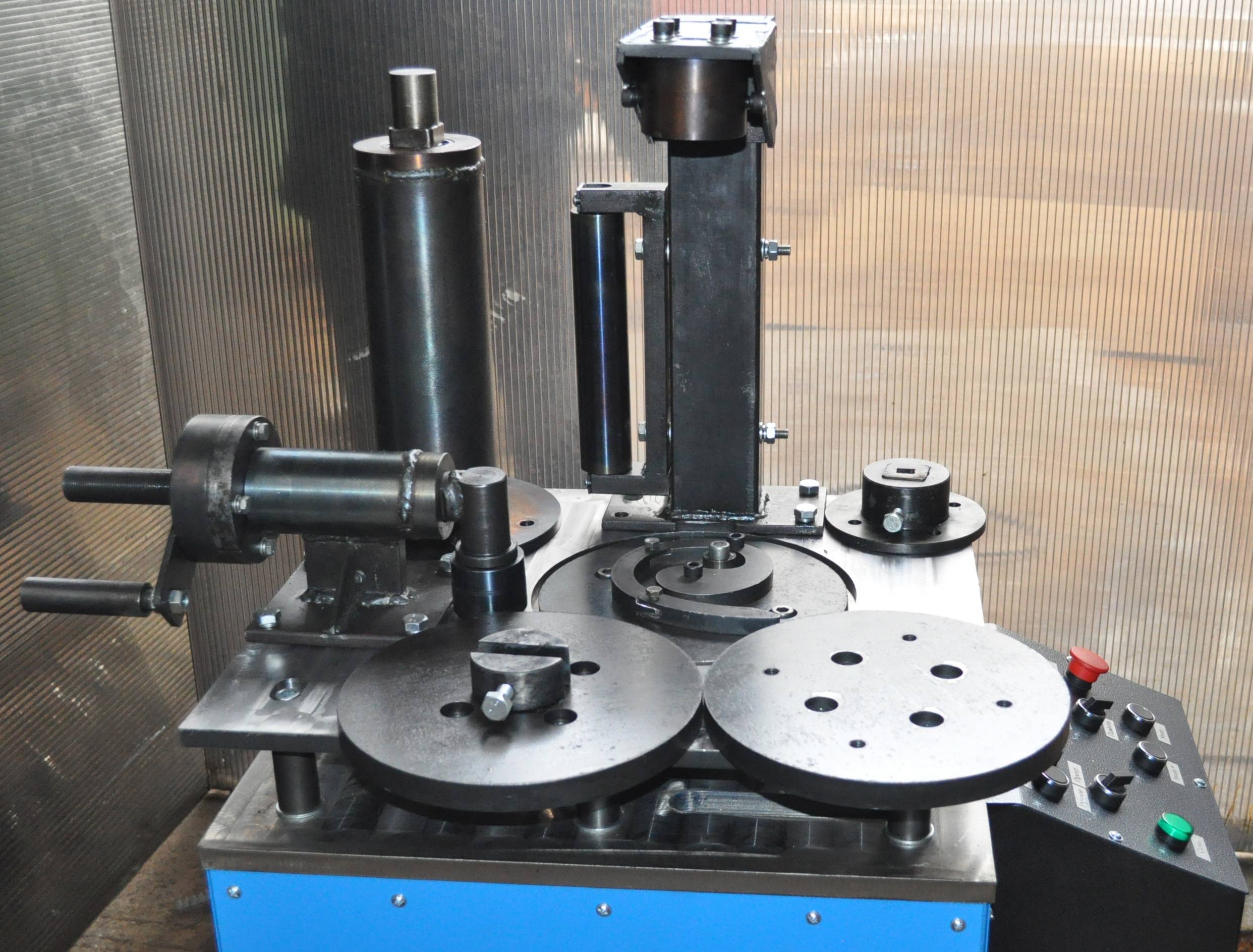 Тогда сама конструкция не вызовет вопросов и ее будет легко повторить.Верстак представляет собой раму, на которой стоит основной штамп или спиральный модуль. В улитку вбивают стержень и обходят металлическим роликом, прижимая к дуге. Каркас обязательно должен быть из металла, так как древесина после длительной нагрузки быстро разрушается. Для этой цели подойдет толстостенная труба или швеллер.
Тогда сама конструкция не вызовет вопросов и ее будет легко повторить.Верстак представляет собой раму, на которой стоит основной штамп или спиральный модуль. В улитку вбивают стержень и обходят металлическим роликом, прижимая к дуге. Каркас обязательно должен быть из металла, так как древесина после длительной нагрузки быстро разрушается. Для этой цели подойдет толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Один служит опорой и принимает на себя большую часть давления, а другой держит форму улитки. Вырезаются два круга толщиной не менее 5 мм.Первая часть устанавливается на раму. Сверху намечают центр окружности, приваривают трех- или четырехлепестковую ножку для распределения нагрузки.
Верхняя часть улитки, на которую загибается металл, называется модулем. Он может быть статическим или наборным.
Статический модуль — устройство для холодной ковки, предназначенное для гибки однотипных деталей выкройки. Вы не можете изменить радиус или угол изгиба. Перед началом формирования модуля на столешнице наносится разметка.Улитка собирается из металлических пластин (толщиной не менее 0,6 мм) и сваривается.
Перед началом формирования модуля на столешнице наносится разметка.Улитка собирается из металлических пластин (толщиной не менее 0,6 мм) и сваривается.
Модуль набора номера состоит из нескольких частей. Его использование наиболее распространено для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Первоначально на столешнице наносится разметка деталей и рассчитываются пазы. Съемные части улитки вырезаны из толстого металла. Отверстия для крепления к столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и канавка быстрее ломается.
Модуль ковки своими руками можно сделать взаимозаменяемым. На металлический круг наваривается конструкция необходимого радиуса. Он крепится с помощью пазов или болтов к столешнице. Для изготовления элементов разного диаметра изготавливают несколько модулей, которые можно использовать на одном станке.
Вращающийся вал и рычаг должны быть закреплены между столешницами. Необходимо, чтобы расстояние между роликом и модулем было не менее 2 см, а ход вала выходил за пределы столешницы.На рукоятке рычага установлен подвижный элемент для регулировки радиуса хода ролика.
Необходимо, чтобы расстояние между роликом и модулем было не менее 2 см, а ход вала выходил за пределы столешницы.На рукоятке рычага установлен подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и использовать этот инструмент
Волна — инструмент для создания линий наподобие синусоиды. Два ролика фрезеруются по заданным размерам. Первый ролик статичен (стержень будет огибать его), он закреплен на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами создается давление, которое воздействует на металл и заставляет его изгибаться.
Статический буртик можно вырезать в форме ступенчатой пирамиды. Таким образом, радиус волны можно изменить, переместив рычаг и тягу выше на одно деление. При использовании такой машины всегда нужно придерживать одну сторону, чтобы не повредить изгиб. Для более точного повторения формы волны обрабатываются два статических ролика, один из которых удерживает стержень в нужном положении, предотвращая дальнейшую деформацию, а второй изгибается.
Фонарик и твистер: особенности этих автоматов
Фонарик — это приспособление для холодной ковки для работы с несколькими прутами и изготовления объемных корзин.Чтобы не проектировать станину, для зажима инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух плашек и ролика. Матрицу можно сделать из прочного, желательно закаленного металла, шириной 4-5 см.
В каждой матрице проточено центральное отверстие, в которое устанавливается ролик. По бокам сделаны пазы для установки тяг. Вторая плашка должна свободно перемещаться по рычагу, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага стержни изгибаются по спирали, образуя конструкцию, похожую на фонарик.Металлические изделия своими руками, которые состоят из нескольких стержней, крепятся при помощи сварки.
Твистер-машина имеет аналогичную конструкцию. Однако вместо вала в матрицу вставляется стержень, который прижимается пластиной или болтами.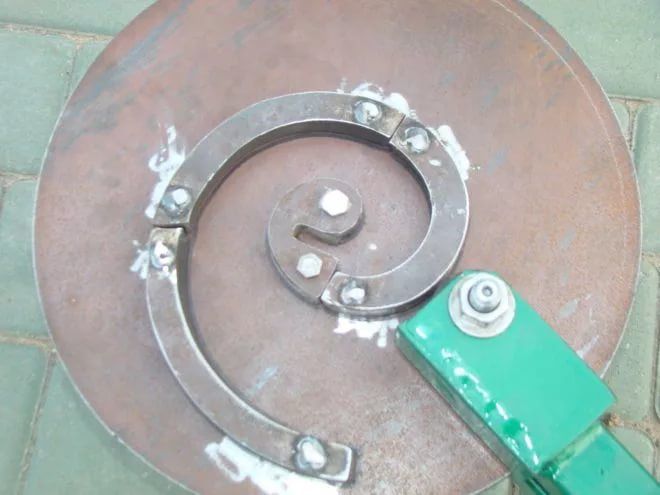 Между ними нужно установить подвижный элемент, который выдвигается вперед при вращении вала. Стержень закручен вдоль продольной оси, образуя симметричную спираль.
Между ними нужно установить подвижный элемент, который выдвигается вперед при вращении вала. Стержень закручен вдоль продольной оси, образуя симметричную спираль.
Важно! Матрица перемещения должна приближаться к статическому состоянию с каждым оборотом.Если он зафиксирован в одном положении, мастеру придется приложить больше усилий для выполнения изгиба стержней.
Холодная ковка своими руками под пресс: создание заготовок для формирования изделий
На кованых заборах и заборах часто можно увидеть не только геометрические узоры, но и цветы, бабочки, листья и другие элементы декора. Их также изготавливают в технике холодной ковки, но методом прокатки, а не штамповки.
Связанная статья:
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками изготавливаются из листовых заготовок. Работа с прессом в домашних условиях встречается реже, чем с прокаткой. Выдавливание листов под пресс может быть как ручным (выбивка и запрессовка), так и автоматическим. Дешевле использовать ручное тиснение в домашних условиях. Для этого мастеру необходимо изготовить несколько заготовок, которые будут отпечатаны на металлическом листе под давлением.
Работа с прессом в домашних условиях встречается реже, чем с прокаткой. Выдавливание листов под пресс может быть как ручным (выбивка и запрессовка), так и автоматическим. Дешевле использовать ручное тиснение в домашних условиях. Для этого мастеру необходимо изготовить несколько заготовок, которые будут отпечатаны на металлическом листе под давлением.
Оборудование для ковки металлов:
- Пробойник (штамп или шплинт) — верхняя часть пресса, проталкивает лист внутрь.Прижимная сторона штампа может быть как рисующей, так и гладкой.
- Матрица — это элемент, выполненный по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Прижимной рычаг — ручка или реле для сближения штампов и регулировки усилия прессования.
Перед началом работы необходимо создать чертеж будущего изделия. На заготовку переносят эскизы художественной ковки, она вырезается и шлифуется по краям. Обычные тиски можно использовать как пресс-верстак. Удобнее всего располагать их в вертикальном положении, чтобы пластина лежала на плоскости горизонтально. Таким образом, пластина будет располагаться точно между плашками и не будет выскальзывать при вращении рычага.
Обычные тиски можно использовать как пресс-верстак. Удобнее всего располагать их в вертикальном положении, чтобы пластина лежала на плоскости горизонтально. Таким образом, пластина будет располагаться точно между плашками и не будет выскальзывать при вращении рычага.
Простую ковку металла в домашних условиях можно сделать с помощью зубила и молотка. При этом долото выступает в роли пробойника, наковальня — в роли матрицы, а молоток — в роли рычага. Для лучшей печати выкройки под лист можно подложить пластину с насечкой.Так рельеф будет четче и красивее.
Важно! Металл, используемый для штамповки, должен быть мягче пуансона и штампа. В противном случае инструменты быстро сломаются.
Для изготовления элемента «лист» из металлической пластины толщиной 20-30 мм вырезается заготовка нужной формы. На ней карандашом по центру проводится продольная линия. Боек долота устанавливается под углом к этой прямой. После удара по ручке на пластине отпечатывается линия, похожая на прожилки листьев.
Можно плоскогубцами сформировать необходимый объем холоднокованого изделия. Деталь зажимается между тисками и изгибается в нужную форму. Этот вид работ хорошо подходит для выполнения небольшого количества предметов для личного пользования. Процесс выбивания рисунка вручную занимает много времени, он достаточно монотонен и требует большой аккуратности.
Выгоднее приобрести штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.), так как точное вытачивание двух одинаковых элементов — очень сложный процесс.Основные детали фрезеруются из заготовки или отливаются методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном надавливании на изделии отпечатаются неровности. Если расхождение будет очень большим, то пресс раздавит заготовки — и придется начинать с нуля.
Фасоны и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза поковки. Мастер должен четко представлять картину, которую он хочет сделать.Изначально рисуется чертеж, рассчитываются материалы, подбирается количество необходимых элементов, станков и оборудования. Чтобы изделие выглядело красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Просмотрев фото изделий холодной ковки, вы без труда увидите, к какому направлению относится узор.
Мастер должен четко представлять картину, которую он хочет сделать.Изначально рисуется чертеж, рассчитываются материалы, подбирается количество необходимых элементов, станков и оборудования. Чтобы изделие выглядело красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Просмотрев фото изделий холодной ковки, вы без труда увидите, к какому направлению относится узор.
Существует несколько стилей формирования кованого рисунка.
Римский стиль характеризуется строгостью и симметрией.На заборах можно увидеть плотное расположение спиралей в одном порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюты (С-образные скрученные односторонние завитки).
Готический орнамент … Мало кто знает, что современные заборы и ограждения чаще всего выполнены в этом стиле. Характерной чертой является стремление вверх. Стержни заострены, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиралевидные элементы, используемые в этом стиле, называются насечками, и выглядят они как разветвленный в разные стороны стебель.Для разнообразия между прямыми стержнями добавляются фонарики или объемные спирали.
Спиралевидные элементы, используемые в этом стиле, называются насечками, и выглядят они как разветвленный в разные стороны стебель.Для разнообразия между прямыми стержнями добавляются фонарики или объемные спирали.
Ренессанс встречается очень редко. В этом стиле практически не используются заостренные угольные элементы. Основа – круглые дуги, спирали и волны. Ветки металлических стержней украшают листьями или цветами, изящные изгибы принимают форму восьмерки. Характерными элементами являются насечка, спираль, улитка и восьмерка. Фасон очень гармоничен, детали расположены симметрично в виде переплетающихся линий.
Барокко — полная противоположность Ренессансу. Стиль нежный и очень пышный. Используются С-образные спирали, завитки, завитки, изогнутые линии и замысловатые узоры. К переплетениям добавлены объемные листья и цветы, создающие динамичную форму.
Рококо … Для этого направления характерно использование тонких веточек и двусторонних завитков. Орнамент рокайль создает постоянное движение, отличается филигранностью и объемностью узоров. На фото холодной ковки заметна асимметрия и дробный орнамент.Использование прямых стержней и плоских решеток недопустимо.
Орнамент рокайль создает постоянное движение, отличается филигранностью и объемностью узоров. На фото холодной ковки заметна асимметрия и дробный орнамент.Использование прямых стержней и плоских решеток недопустимо.
Классицизм … Красивый, но простой стиль, вернувший в моду симметрию. Для создания орнамента используются завитки, насечки, спирали и прямые стержни. Вводится в обиход еще один элемент — меандр (ломаные линии или изогнутые под прямым углом стержни). В ограждениях всегда строго соблюдается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких веточек.Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для этого стиля – строгая простота, симметричная геометрия в сочетании со спиралевидными элементами.
Модерн , или модерн , добавлены биологические мотивы в художественную ковку своими руками. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали.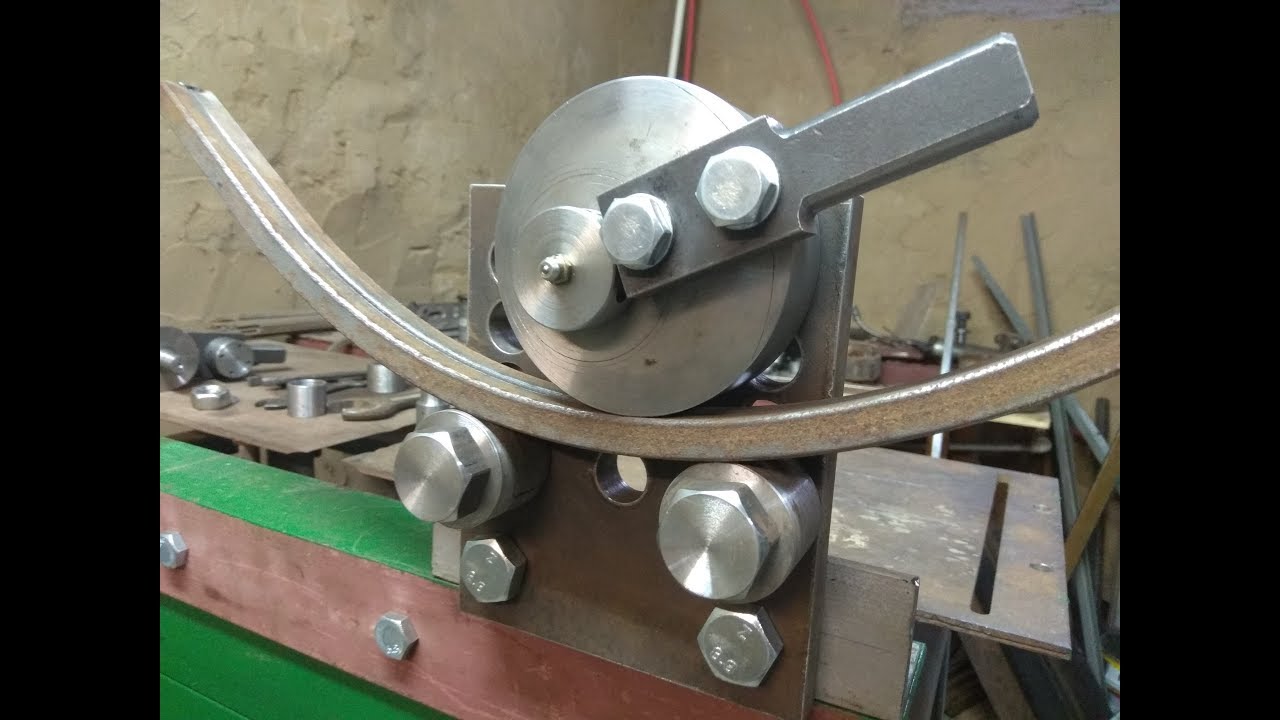 Симметрия отходит на второй план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы.Узор построен таким образом, чтобы завитки равномерно перетекали друг в друга по всему орнаменту.
Симметрия отходит на второй план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы.Узор построен таким образом, чтобы завитки равномерно перетекали друг в друга по всему орнаменту.
Если человек приступит к работе без предварительного чертежа, он быстро запутается в создании холоднокованого изделия. Каждая выкройка должна быть максимально продумана, а правки, которые вносятся в процессе работы, переносить непосредственно в эскиз, чтобы четко понимать, каким должен быть результат.
Внимание! Даже если есть фото кованых лекал, нужно сделать чертеж и разметку, чтобы точно разместить все детали.
Крепление элементов рисунка: новейшая обработка металла
После создания всех необходимых элементов орнамента начинается его формирование. Внешний вид выкройки может незначительно отличаться от эскиза. Вам нужно сделать предварительный просмотр, чтобы выявить возможные ошибки. Изначально выкройку можно разложить на ровной поверхности, не скрепляя ее частей. Таким образом, вы сможете оценить, насколько вам удалось воплотить идею в жизнь, а также исправить недостатки в своей работе.Не стоит начинать формировать выкройку, не предварительно просмотрев результат.
Таким образом, вы сможете оценить, насколько вам удалось воплотить идею в жизнь, а также исправить недостатки в своей работе.Не стоит начинать формировать выкройку, не предварительно просмотрев результат.
Существует два основных типа соединений:
- Сварка;
- заклепки (или хомуты арт).
Сварочный аппарат удобен в тех местах, где шов легко очищается или незаметен. Для сохранения эстетики орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они будут надежно скреплять компоненты и дополнять декор.
Орнамент вяжется постепенно, в зависимости от количества деталей. Первоначально мелкие элементы скрепляются между собой, формируются желобки, витые строчки и вензеля. Используется сварка. Шов выравнивают болгаркой с использованием шлифовального круга толщиной 0,6 см. Легко обходит изгибы и неровности. Крупные детали соединяются фигурными зажимами. Заклепки расположены симметрично друг другу, чтобы дополнить рисунок. По окончании работы орнамент обходят чистящим или полировальным кругом.
По окончании работы орнамент обходят чистящим или полировальным кругом.
Художественное кузнечное дело — это не только бизнес или работа, но и увлекательное хобби. Оборудование для холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке смело можно назвать художниками, так как они создают красивые украшения из грубых прутьев, труб и листов. Такие увлечения требуют полной самоотдачи и немалых затрат. Однако все вложенные средства и усилия принесут свои плоды, если они будут подкреплены стремлением творить красоту.
Архитекторы и дизайнеры часто используют в своей работе кованые элементы. Элегантно и благородно смотрятся ажурные металлические решетки, закрывающие камины, или красивые балясины на лестнице.
Если вы умеете делать ковку и научитесь этому ремеслу, то сможете сами создавать оригинальные изделия.
Такое занятие подойдет всем, кто любит заниматься физическим трудом и готов ознакомиться с технологией и особенностями выбора металла.
Что нужно знать о ковке?
Ковка — это процесс механической обработки специальной заготовки.Его назначение – придание металлу необходимых размеров и формы. Различают горячую и холодную штамповку.
Мастеру необходимо ознакомиться с обеими разновидностями, чтобы знать преимущества и недостатки каждой.
Горячая штамповка
При горячем процессе металлическая заготовка сильно нагревается. В результате металл становится пластичным. Горячая ковка придает заготовке нужные размеры и нужную форму. Мастеру доступны самые разные варианты работы.
Нагрев металлической заготовки также имеет свои недостатки. В первую очередь нужно обустроить специальное помещение. Вам нужно будет купить кузницу, для которой вам придется покупать топливо.
Необходимо соблюдать правила пожарной безопасности, важно, чтобы мастер умел работать с огнем.
Имея представление о температурных режимах, применяемых в процессе ковки, вы без труда подберете нужный вид поковки.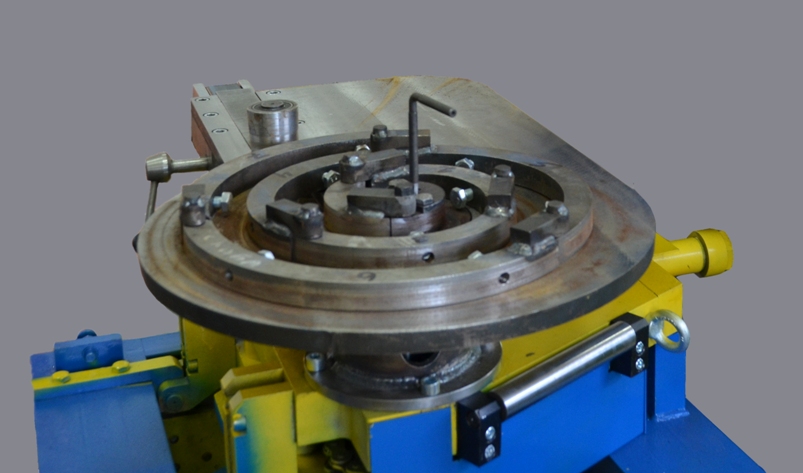
Холодная ковка
Холодная ковка – трудоемкий процесс.Чтобы добиться нужной формы из металлической заготовки, ее сгибают, прессуют и сваривают. Техника немного проще по сравнению с горячим методом.
Мастерская не требует много места, а для ее обустройства не обязательно покупать специальный горн, достаточно купить кузнечный станок.
Процесс изготовления изделия предполагает работу с полуфабрикатами. Если была допущена ошибка, то ее нельзя исправить.
Выбор металла
Металлы с определенными свойствами подходят для ручной ковки. Чем пластичнее металл, тем легче изменить его форму. Однако пластичность неразрывно связана с прочностью.
Увеличение показателя одной характеристики неизбежно влечет за собой снижение другой. Покупая заготовку, мастер должен точно знать, каков ее состав.
Мастера изготавливают декоративные элементы ковки из меди, стали, дюралюминия или латуни. Кроме того, можно использовать сплавы. Информацию о легко поддающихся ковке металлах можно найти в Марке стали и сплавов.
Кроме того, можно использовать сплавы. Информацию о легко поддающихся ковке металлах можно найти в Марке стали и сплавов.
Какие инструменты нужны для ковки?
Инвентарь варьируется в зависимости от метода ковки. Кузнечный горн с наковальней, для горячей ковки нужны молоты с клещами.
Для холодного метода понадобится инструмент «Гнутик», позволяющий сгибать заготовку под углом, и станок «Улитка» для ковки, который можно сделать своими руками.Последний станок позволяет создавать декоративные элементы спиралевидной формы.
Внимание!
Кроме основных инструментов для холодного метода дополнительно можно использовать «Фонарик», «Волна», «Твистер», станок для колец и другие.
Современный рынок предлагает промышленные машины, предназначенные для выполнения технологических операций. На фото ковки вы видите изделие, изготовленное на станке Мастер 2 от МАХ.
Ручная ковка
Чтобы заготовка приобрела нужную форму, мастер должен применять в своей работе разные приемы и методы.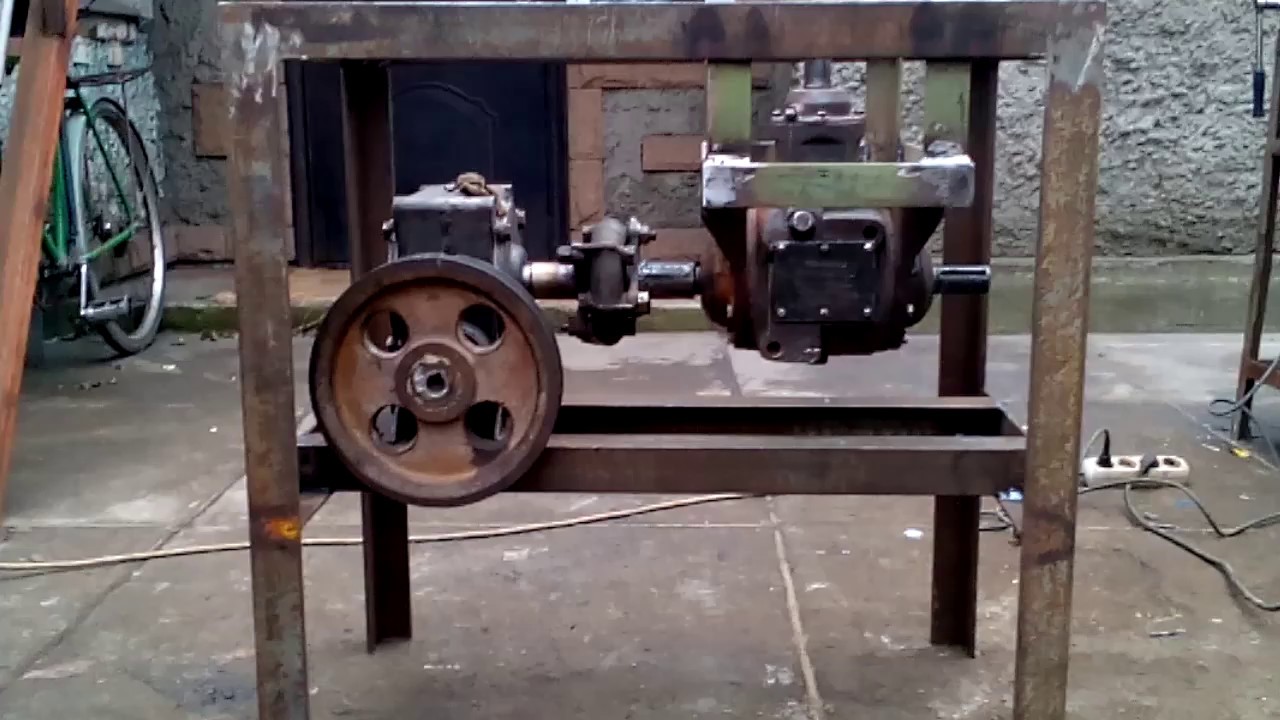 Вам нужно будет приобрести различные инструменты и освоить различные технологии.
Вам нужно будет приобрести различные инструменты и освоить различные технологии.
Метод холодной ковки не требует от мастера особых усилий. Работа включает в себя следующие этапы:
- создание чертежа или зарисовка декоративного элемента;
- покупка заготовок; Процесс ковки
- .
Сегодня чертеж можно сделать с помощью компьютерной программы самостоятельно или заказать у профессионалов. Проект позволит перед началом работ рассчитать, сколько нужно закупить металлических заготовок.
Внимание!
Основные кованые элементы представлены следующими группами:
- Ножки. Конец металлического стержня имеет форму.
- Кудри. Концы стержня могут быть изогнуты в одном или двух направлениях.
- Кольца. Элементы декора изготавливаются из прутьев квадратного или круглого сечения.
- Торсион. Характеризуется винтовым закручиванием вдоль оси.
Используются 3 распространенные технологии: волочение, гибка и скручивание.
- Вытяжка позволяет увеличить длину металлической заготовки, уменьшая величину ее поперечного сечения.
- Гибка позволяет сгибать любую часть заготовки под углом.
- Скручивание – это технология, при которой заготовка скручивается вдоль оси. Для скручивания используется машина Twister.
Все элементы собраны и закреплены сваркой. Эти операции выполняются на специальной таблице. Самодельная холодная ковка не требует особых навыков.
Фото ковки своими руками
Внимание!
– это универсальные декоративные элементы , используемые для дополнения дизайна изделий различной формы. Для изготовления деталей этого типа используется механизированное оборудование , а также ручные инструменты и приспособления … Часть оборудования продается по достаточно высоким ценам. Но есть и возможность изготовления (сборки) снаряжения своими руками.
Изготовление самодельных вертикальных устройств из металла, профтруб и других материалов, видео
Самостоятельное изготовление станков любого типа – сложная задача. Изготовление составных частей устройства, как и сборка, должны производиться аккуратно. Правильность гарантирует качество изготовленных элементов и металлических предметов.
Изготовление составных частей устройства, как и сборка, должны производиться аккуратно. Правильность гарантирует качество изготовленных элементов и металлических предметов.
Как сделать улитку с электроприводом и без, для холодной ковки и гибки завитков, волют, запятых
- Стол изготовлен из стали, к нему снизу приварена труба, к которой, в свою очередь, крепится подвижный кронштейн из профильной трубы 45х25, толщина стенки 1.5 мм.
- К этой части станка крепятся ножки-опоры.
- К рычагу прикреплена дополнительная регулируемая часть, дополнительно усиленная угольником.
- В плоскую поверхность, где предварительно сделаны отверстия, крепят оправки (проводники), изготовленные из квадратного прутка сечением 10 мм. и полосы.
- Оправки изготавливаются по чертежу.
- Несколько отверстий позволяют по-разному располагать оправку, что позволяет изгибать элементы разной конфигурации и размера.
- Мастер демонстрирует процесс изготовления элементов.

Ручные инструменты и приспособления для изготовления кованых завитков
Изготовление ручных инструментов требует меньше времени и расходных материалов. Такие устройства имеют более простую конструкцию.
Матрица
- Для изготовления устройства потребуется отрезок швеллера длиной 25 см: покупная или самодельная петля диаметром 22 м с муфтой из двух видов труб и элементом сложной формы, а также одна больше петли.
- Шаблон этого типа позволяет изготавливать завитки различных размеров.
Проводник
- Для изготовления понадобится полоска длиной 60 см и шириной 4 см; кусок листового металла 16 на 16 см, толщина – 3 мм; кусок квадрата; мелкие элементы, вырезанные из пружины со скругленными углами и фасками. Из мелких деталей сваривается деталь с углом 90 градусов, для скрепления заготовок при гибке.
- На полосе проведена косая линия, часть заготовки потом будет удалена.
- Полоса слегка сгибается, к ней приваривается квадратик, после чего сгибание продолжается.
- Спираль крепится к основе, к кусочку жести.
- Кондуктор закрепляется в тисках, лишняя часть отрезается болгаркой.
- Снизу основания приваривается квадрат, который закрепляет изделие в тисках.

Другое кузнечное оборудование
Весь перечень оборудования для следует разделить на четыре отдельные категории, критерием классификации является уровень автоматизации.
- Универсальное оборудование представляет собой автоматическую или, в некоторых случаях, ручную установку, позволяющую обрабатывать заготовки различного сечения. Эти многофункциональные станки служат заменой целому ряду ручных гибочных станков для квадратных и круглых прутков. Важным преимуществом является возможность изготовления элементов различной формы.
Станок кузнечный Ажур-1М. Фото
- предназначены для облегчения ручного труда. Помимо перечня устройств есть гнутик, волна, твистер, глобус.Каждая установка предназначена для изготовления определенного типа элементов . .. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их полностью. их используют мастера, занимающиеся ковкой в качестве хобби, так как производительность этих приспособлений не очень высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
 .. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их полностью. их используют мастера, занимающиеся ковкой в качестве хобби, так как производительность этих приспособлений не очень высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.
.. Рычажное (ручное) управление позволяет снизить трудозатраты, но не исключить их полностью. их используют мастера, занимающиеся ковкой в качестве хобби, так как производительность этих приспособлений не очень высока. Для улучшения технических характеристик необходимо оснастить агрегат электродвигателем.Станок холодной ковки типа Волна
- Инструменты простые предметы , ковка производится вручную с применением силы.Включите тяжелый молоток (кувалда), плоскогубцы, вилки .
Как создавать художественные изделия из металла. Холодная ковка
Для изготовления кованых изделий применяют два метода — холодную и горячую обработку. Первый способ отличается малой трудоемкостью, но требует наличия специального инструмента. В большинстве случаев изготовить станок для холодной ковки своими руками можно, руководствуясь типовыми чертежами.
Принципы холодной штамповки металлов
Для производства кованых металлических изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Он состоит из зерен неправильной формы. В результате деформации конструкции станка холодной штамповки заготовка уплотняется и перестраивается. Так как одним из условий является сохранение свойств детали, то для изготовления станков необходимо подбирать чертежи.
Особенности холодной штамповки металла, требования к приспособлениям для этого:
- можно обрабатывать только низкоуглеродистые стали, обладающие высокой степенью пластичности; В качестве заготовок используется
- стержней различного сечения;
- предварительный расчет размеров конечной продукции. В процессе их изготовления требуется постоянный контроль геометрических параметров;
- использование различных машин для формирования желаемой конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Некоторые из них можно выполнить самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Некоторые из них можно выполнить самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять одновременно несколько функций – эстетическую и эксплуатационную. Это касается барьерных конструкций различной конфигурации, например, волны.
Улитка холодной ковки
Наиболее распространены и востребованы самодельные станки холодной ковки типа «улитка».С их помощью формируют спиральные заготовки. Конструкция оборудования позволяет изготовить его самостоятельно.
Чертеж станка «улитка» может быть адаптирован для производства определенного вида изделия художественной ковки. Для этого нужно знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрических параметров и формы исходного материала; Плановая производительность
- .
Для массового производства необходимо изготовить электроковочный станок. Если вы планируете работать дома, подойдут ручные модели.
Если вы планируете работать дома, подойдут ручные модели.
В качестве основы для оформления улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит сгибать прутки большого сечения.
Для формирования разных углов необходим ручной отгиб – одно из самых востребованных приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой расположены два опорных вала и подвижный упор.
Заготовка помещается между опорными валами и клином.Последняя имеет механизм смещения в сторону упоров. В результате этого действия возникает худоба. обработка стального прутка. Таким способом можно делать кованые изделия различной формы.
Особенности применения связки, необходимые для правильного составления ее чертежа:
- предварительный расчет угла деформации;
- в конструкции может быть предусмотрена дополнительная гибочная часть. Для этого установите еще один вращающийся вал;
- монтажный узел для крепления к столу.

Для изготовления гнутки необходимо использовать инструментальную сталь. Это связано с высокими нагрузками при эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать первоначальный чертеж.
Минимальный и максимальный радиусы изгиба для тонкой поковки необходимо рассчитывать исходя из геометрических параметров заготовки.
Твистер холодной ковки
Современную художественную ковку сложно представить без винтовых элементов.Для производства аналогичных худ. детали предназначены для твистера — самодельного станка для холодной ковки.
Особенностью этого инструмента является разматывание веточки по оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и информация о ней осуществляется с помощью поворотной ручки.
Производительность устройства:
- Расчет прижимного рычага для минимизации усилий по изготовлению заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит делать детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
 Это позволит делать детали различной длины;
Это позволит делать детали различной длины;Благодаря твистеру можно изготовить кованые элементы для оконных решеток, стальных ограждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них используется различное оборудование, предназначенное для создания действительно тонкого. продукты.
На видео показаны примеры станков для холодной ковки металлов в домашних условиях:
Станки холодной ковкипригодятся тем, кто любит мастерить и знаком с таким оборудованием.Многие люди используют машины для создания поместий, интерьеров и подарков. Изделия, изготовленные методом холодной ковки, используются в качестве украшений наряду с другими декоративными элементами. Холодная ковка требует больших усилий. Дома это сделать сложно. Самый простой способ – художественная холодная ковка.
Чтобы сделать своими руками нормальное изделие , вам потребуются инструменты и чертежи. Эти элементы снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы не было кривизны в местах стыков.Прежде чем создать самодельный станок для холодной ковки, необходимо заняться проектированием. Чтобы сделать точные разметки, нужно использовать миллиметровую бумагу.
Эти элементы снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы не было кривизны в местах стыков.Прежде чем создать самодельный станок для холодной ковки, необходимо заняться проектированием. Чтобы сделать точные разметки, нужно использовать миллиметровую бумагу.
Сначала нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметрию узоров. Расстояние витков необходимо расположить так, чтобы оно было больше диаметра прутьев и изделие, изготовленное из станка, можно было взять. При создании рабочей поверхности нужно использовать листовой металл. Размеры определяются с использованием базы размеров и используемых деталей.Для создания формы понадобится листовой металл в виде полос.
Перед началом работы всем новичкам необходимо ознакомиться с видео на оборудовании для холодной ковки своими руками.
Инструменты и материалы для холодной ковки :
Самое главное приспособление всегда был гнутик для работы. Используется при изменении формы металла. Основная функция гибки – сгибать деталь под разными углами.
Используется при изменении формы металла. Основная функция гибки – сгибать деталь под разными углами.
Улитка прикладная для манипуляций по спирали.Это инструмент для гибки различных изделий, профилей и т.п. При работе с этим инструментом можно не ограничивать спираль в радиусе и делать нужное значение.
Необходим фонарь для гибки металлических материалов. С помощью фонарика обрабатываются металлические прутья. Благодаря насадке для волн можно создавать волны и изогнутые детали. Волна применяется при обработке труб с круглым сечением.
Твистер имеет подобие фонарика.С его помощью можно закручивать прутья.
Глобус помогает создать большую дугу из профиля толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент, и его часто изготавливают вручную.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить небольшие кусочки прутьев с расстоянием 5-6 см. В конструкции необходимо сделать отдельные отверстия. Если вам лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: волочение, гибку и скручивание. Все эти механизмы можно объединить в один. В процессе рисования создается желаемая форма изделия. Лучше всего пропускать продукт через вальцы или пресс, из-за этого может уменьшиться сечение исходного сырья. Основной процесс гибки состоит в изгибании детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
В конструкции необходимо сделать отдельные отверстия. Если вам лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: волочение, гибку и скручивание. Все эти механизмы можно объединить в один. В процессе рисования создается желаемая форма изделия. Лучше всего пропускать продукт через вальцы или пресс, из-за этого может уменьшиться сечение исходного сырья. Основной процесс гибки состоит в изгибании детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
Это делается следующим образом:
- подготовка чертежей;
- создание шаблона из чертежа;
- приваривание завитка к стальному листу;
- лист должен быть закреплен на станке в держателе;
- создание паза и окончательная фиксация.
При создании шаблона необходимо выполнить специальный шов с внешней стороны, чтобы он не мешал эксплуатации материала в дальнейшем.
Типы машин холодной ковки
Существует несколько типов станков для холодной ковки:
Как сделать кузнечный станок своими руками?
Из-за высокой стоимости станков для холодной ковки, а цены зависят от производителей, многие люди прибегают к изготовлению таких станков своими руками.
При создании самодельного станка Улитка » вам понадобится следующее:
- металлические стержни; стальные листы
- в виде полос;
- специальная труба;
- сварка, пассатижи, болгарка.
Базовая схема для создания машины:
- взять обычный лист, нанести на него узор спирали, проверить размеры по нитке;
- с помощью болгарки нужно сделать из плиты два отдельных листа;
Первый с параметрами 100х100 мм и второй 130х130 мм.
- взять пруток и полосы из стали, края срезов очистить от заусенцев;
- плоскогубцами создать изгиб стальных полос по схеме;
- сварных элементов;
- приварить стальную трубу снизу.

Вот и весь нехитрый процесс создания кузнечного станка из разных материалов.
Чертежи для создания станка могут быть использованы абсолютно разные, все зависит от используемых в работе материалов.
Как создать свой торсионный кованый станок ? Этот станок используется при скручивании змеевидных спиралей из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и крепеж;
- редуктор, цепной или электродвигатель;
- болгарский; сварка
- .
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных станков своими руками. Главное желание и трудолюбие, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно приобрести в любом специализированном магазине.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без чрезмерных затрат.
Основные приспособления и машины
Станки холодной ковкив основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные типы машин и устройств для холодной штамповки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Устройство «Гнутик»
Покупной или самодельный «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из стержня. Представляет собой основание с ползунком, на котором закреплен упор с углом (90° или другим, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования вот чертеж нижней планки этого «Гнута».
Нижняя планка
Это универсальное устройство. С помощью насадок его можно не только сгибать, но и резать и пробивать отверстия.Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение углового на «Гнутике»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратных, вдоль продольной оси. Это простое устройство может быть ручным или электрическим. Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б/у электрооборудования:
Для изготовления «Фонариков» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (на английском, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для создания завитков (или спиралей) и валют (S-образных деталей).Существуют различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основание машины; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — канавка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
В результате должно получиться следующее устройство:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползунок; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — эксцентриковый барашек; 15 — основная нога; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» изготавливают на подставке, особенно если необходимо согнуть толстый прокат.
Несколько полезных видео по самодельным станкам «Улитки».
Изготовление улитки
Работа машины
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такое приспособление похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала один конец заготовки закрепляют загибом, затем загибают по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины для консервации.
Внешний вид устройства
В видео работа на «Глобусе»
Чисто мускульной силой можно изготовить лук большого диаметра по шаблону, привинченному или приваренному к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Образец
Устройство «Волна»
Из заготовки круглого, квадратного, шестигранного сечения или трубы можно получить волнистые изделия с помощью устройства «Волна».Деформация заготовки происходит между вертикальными валками путем прокручивания.
Приспособление для волн и полученные изделия
Устройство в действии
Устройство «Фонарик»
Станок предназначен для изготовления заготовок для элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы станок похож на «Твистер», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Струбцина»
Элемент холодной ковки «Хомутик» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по приложенным чертежам.
Аксессуары для выполнения «гусиных лапок»
«Гусиная лапка» — рихтовка с нанесением красивых насечек на концах заготовок для придания изящества конструкции или уменьшения толщины при различных стыках.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотом на наковальне. Мы предоставляем оба варианта в видео материалах.
Машина для стрижки гусиной лапкой
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок для прокатки «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от б/у комбайна
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление завитков и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка максимальным сечением 10х10 мм.Мотор 0,5 кВт/1000 об/мин работает на пределе своих возможностей.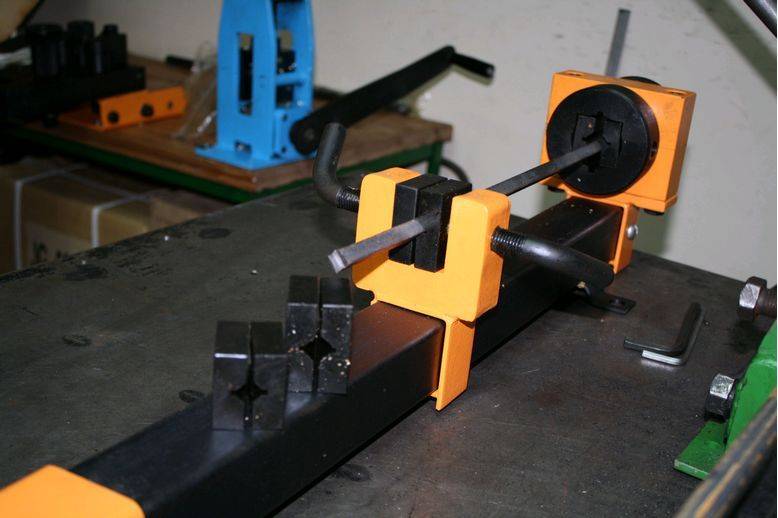 Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже приведены чертежи сегментов улиток.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного штока (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, дающим выходную мощность на валу около 10 об/мин. Это уже машина для профессионального использования. Используется б/у редуктор, матрица вырезается из заготовки толщиной 30 мм – наиболее трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот. Кузница не нужна, нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и формы, которые можно получить с их помощью.Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без чрезмерных затрат.
Основные приспособления и машины
Станки холодной ковкив основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные типы машин и устройств для холодной штамповки:
- Гнутик
- Твистер
- Улитка
- глобус
- Волна
- Фонарь
Устройство «Гнутик»
Покупной или самодельный «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из стержня. Представляет собой основание с ползунком, на котором закреплен упор с углом (90° или другим, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Представляет собой основание с ползунком, на котором закреплен упор с углом (90° или другим, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом.Для получения дуги предусмотрен третий цилиндр, вращающийся со стороны, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования вот чертеж нижней планки этого «Гнута».
Нижняя планка
Это универсальное устройство. С помощью насадок его можно не только сгибать, но и резать и пробивать отверстия.Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение углового на «Гнутике»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратных, вдоль продольной оси. Это простое устройство может быть ручным или электрическим. Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Это простое устройство может быть ручным или электрическим. Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б/у электрооборудования:
Для изготовления «Фонариков» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (на английском, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для создания завитков (или спиралей) и валют (S-образных деталей).Существуют различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основание машины; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — штифт для фиксации лемехов; 7 — канавка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущая доля улитки; 12 — главная ось; 13 — рычаги
В результате должно получиться следующее устройство:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползунок; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — эксцентриковая направляющая; 13 — центральный сегмент улитки; 14 — эксцентриковый барашек; 15 — основная нога; 16 — соединительный штифт сегментов улитки; 17 — регулировочный винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» изготавливают на подставке, особенно если необходимо согнуть толстый прокат.
Несколько полезных видео по самодельным станкам «Улитки».
Изготовление улитки
Работа машины
Подробнее о таких конструкциях мы поговорим ниже.
Светильник «Глобус»
Такое приспособление похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала один конец заготовки закрепляют загибом, затем загибают по всей длине по шаблону.Принцип работы чем-то похож на работу закаточной машины для консервации.
Внешний вид устройства
В видео работа на «Глобусе»
Чисто мускульной силой можно изготовить лук большого диаметра по шаблону, привинченному или приваренному к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Образец
Устройство «Волна»
Из заготовки круглого, квадратного, шестигранного сечения или трубы можно получить волнистые изделия с помощью устройства «Волна».Деформация заготовки происходит между вертикальными валками путем прокручивания.
Приспособление для волн и полученные изделия
Устройство в действии
Устройство «Фонарик»
Станок предназначен для изготовления заготовок для элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. По принципу работы станок похож на «Твистер», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Эксплуатация устройства для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Струбцина»
Элемент холодной ковки «Хомутик» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по приложенным чертежам.
Аксессуары для выполнения «гусиных лапок»
«Гусиная лапка» — рихтовка с нанесением красивых насечек на концах заготовок для придания изящества конструкции или уменьшения толщины при различных стыках.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотом на наковальне. Мы предоставляем оба варианта в видео материалах.
Машина для стрижки гусиной лапкой
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок для прокатки «гусиных лапок» (расстояние между роликами регулируется).Материалы для прокатного стана: шестерни и валы — запчасти от б/у комбайна
Принцип действия
Изготовление «улитки» с приводом
Улитка с электрическим приводом облегчает изготовление завитков и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка максимальным сечением 10х10 мм.Мотор 0,5 кВт/1000 об/мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже приведены чертежи сегментов улиток.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного штока (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, дающим выходную мощность на валу около 10 об/мин. Это уже машина для профессионального использования. Используется б/у редуктор, матрица вырезается из заготовки толщиной 30 мм – наиболее трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот. Кузница не нужна, нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Горячая ковка известна человеку с тех пор, как он начал обрабатывать и использовать в своей жизни металлы. До изобретения штамповочных и металлорежущих станков горячая ковка и литье были единственными способами изготовления инструментов и оружия, предметов быта и украшений.
Чтобы освоить традиционное кузнечное дело, нужно было долго учиться и набираться опыта. Изделия кузнеца получались очень трудоемкими и уникальными, это несомненное преимущество для художественного творчества и столь же очевидный недостаток там, где требуется большое количество одинаковых изделий.
Недостатки горячей штамповки такие как:
- большая трудоемкость,
- высокие требования к квалификации мастера,
- низкая повторяемость изделий.
Метод холодной ковки не имеет недостатков. В его основе лежит свойство металлов изменять свою форму в определенных пределах под действием механических воздействий. Технология применима для круглого и квадратного проката, металлической ленты, труб и проката различного профиля. Несколько основных операций, таких как
Технология применима для круглого и квадратного проката, металлической ленты, труб и проката различного профиля. Несколько основных операций, таких как
- изгиб заготовки под заданным углом и по заданному радиусу,
- формирование завитков и спиралей,
- скручивание одной или нескольких заготовок вдоль продольной оси
и сочетание полученных деталей позволяет создавать ажурные заборы, беседки, скамейки, элементы декора и предметы домашнего обихода в разумные сроки и по доступной цене, в разы, а то и в десятки раз ниже, чем при использовании горячей ковки.
Кроме того, все элементы будут абсолютно одинаковыми по форме и размеру, что особенно важно при формировании из них узоров и орнаментов.
Для получения основных элементов используются специальные станки.
- Гнутик — один из самых популярных. Он позволяет изгибать брусок под заданным углом и радиусом, в том числе в виде волны.
- Улитка предназначена для скручивания конца прутка или трубы в спираль
- Торсион предназначен для скручивания прутка вдоль его продольной оси.
Устройство «Гнутик»
Ролики на неподвижных упорах сменные для возможности гибки прутков и труб под разными углами и радиусами. К подвижному упору также крепится съемный ролик или клин, в зависимости от требуемой формы изгиба.
Пока прямую заготовку еще зажимают неподвижными упорами и, вращая привод червячного механизма гибки, подводят к ней подвижный упор — клин или ролик. Продолжая вращать диск, согните заготовку на нужный угол.
Сделать гайку для холодной ковки своими руками вполне возможно, достаточно точно следовать чертежу, соблюдая размеры и припуски.
Сложности в домашней мастерской могут возникнуть с фрезерованием и сверлением отверстий в высокопрочной стали.
Если такого оборудования в мастерской еще нет, то лучше оформить заказ на основные части хлыста в производстве — дрелью и лобзиком такие работы не проделаешь.
Соединение и покраска деталей
Для сборки деталей в нужную конструкцию необходимо предусмотреть ровное свободное пространство — на полу или на столе, в зависимости от размера.
После пескоструйной обработки детали раскладываются на месте сборки. Для удобства работы можно использовать бруски вагонки. После того, как детали были размещены, стоит еще раз проверить соответствие их расположения чертежу.Далее, зафиксировав струбцинами ключевые элементы конструкции, нужно прихватить их друг к другу точечной сваркой. Проверив в последний раз размеры, углы и взаимное расположение, можно приступать к сварке всех необходимых швов.
После сварки окалину необходимо очистить проволочными щетками, закрепленными в дрели, а в труднодоступных местах вручную. Конструкция готова к покраске.
Конструкции с большой плотностью деталей удобно красить из краскопульта; для редкой решетки для уменьшения потери краски придется вооружиться кистью.
Изделия холодной ковки
Методом холодной ковки изготавливаются самые разнообразные изделия. Это, прежде всего, элементы решеток и ограждений – как сами прутья, так и перекладины, навершия, украшения. С расстояния нескольких метров ее сложно отличить от кованой решетки.Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Таким образом, обычный забор, помимо своего утилитарного назначения, приобретает еще и художественную ценность. Для этого потребуется гайка, улитка и торсион.
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила мостиков над водоемами, навесы и крыльца, столы и скамейки.
Сегодня также широко распространены кованые мангалы, которые также дополняют бытовое назначение эстетическим впечатлением. Сама жаровня теряется среди навеса, узорчатых стен и опор, украшенных завитками крыши.
Части балюстрад, лестничных перил и балконов также очень популярны. Здесь также широко используются завитки и спирали, причем не только как украшение, но и как конструктивный элемент. Очень уместно смотрится перекрученная по продольной оси балясина, а угловые опоры часто делают из нескольких скрученных между собой прутьев.Также на торсионной машине т.н. «Фонарик» — несколько согнутых по спирали стержней, соединенных концами сваркой.
Следующая область применения холодной ковки – это отделка интерьера и детали мебели. Дверные ручки и защелки, каминный инвентарь и вешалки, подставки для зонтов и карнизы и шторы — здесь широко используются мелкие завитки и витые прутья.
Мебель изготавливается как для сада, которому не страшны осадки и смена времен года, так и для дома, сочетая металл с деревом и тканью.

 Перед сваркой и покраской лучше всего произвести пескоструйную обработку заготовок для удаления возможной ржавчины и очистки поверхности. Пескоструйный агрегат можно изготовить и самостоятельно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус бывшей в употреблении свечи зажигания. Для этого достаточно иметь навыки сварщика и слесаря.
Перед сваркой и покраской лучше всего произвести пескоструйную обработку заготовок для удаления возможной ржавчины и очистки поверхности. Пескоструйный агрегат можно изготовить и самостоятельно из использованного газового баллона, пары насадок и кранов. В качестве форсунки можно использовать керамический корпус бывшей в употреблении свечи зажигания. Для этого достаточно иметь навыки сварщика и слесаря. В зависимости от выбранной грунтовки и финишного покрытия, а также от способа нанесения сборка размещается на распорках или фиксируется вертикально временными упорами.
В зависимости от выбранной грунтовки и финишного покрытия, а также от способа нанесения сборка размещается на распорках или фиксируется вертикально временными упорами. Да и саму беседку неплохо сделать из кованого бруса. Завитки и спирали придадут ему неожиданную для сурового металла легкость и воздушность, а витые опоры подчеркнут стремление вверх.
Да и саму беседку неплохо сделать из кованого бруса. Завитки и спирали придадут ему неожиданную для сурового металла легкость и воздушность, а витые опоры подчеркнут стремление вверх.
Ковка или обработка. Какой процесс подходит для моего проекта?
Если в вашем приложении требуется новая или сменная деталь, есть несколько процессов металлообработки на выбор. Каждый предлагает уникальный набор плюсов и минусов, в зависимости от ваших потребностей, поэтому важно понимать ваши варианты.
Просмотрите руководство ниже, чтобы лучше понять, когда ковать и когда обрабатывать:
Когда подделывать
Ковка предлагает множество уникальных преимуществ по сравнению с механической обработкой, особенно в сложных промышленных условиях.Если вы беспокоитесь о том, что ваши детали преждевременно выйдут из строя, или ваше приложение требует максимальной прочности и долговечности, ковка, вероятно, лучше подходит для ваших нужд.
- Для улучшения целостности деталей
Ковка
обеспечивает более высокий уровень структурной целостности, чем любой другой процесс металлообработки. Устраняя структурные пустоты, которые могут ослабить детали, ковка обеспечивает уровень однородности, помогающий максимизировать производительность детали.
- Для сохранения потока зерна
Во время обработки обнажаются концы зерен, что делает детали более восприимчивыми к ослаблению и растрескиванию.Ковка улучшает и укрепляет детали, сохраняя целостность потока зерна, помогая укрепить точки перехода и предотвратить преждевременные поломки.
- Для экономии материала
Поскольку для создания кованой детали требуется меньше исходного материала, ковка в открытых штампах может помочь сократить количество отходов и затраты на материалы. Когда вы поворачиваете изделие из прутка, угловой запас теряется, но вы все равно должны заплатить за лишний материал.
При свободной ковке ваша деталь формируется штампами, что значительно сокращает отходы материала.
 При свободной ковке ваша деталь формируется штампами, что значительно сокращает отходы материала.
При свободной ковке ваша деталь формируется штампами, что значительно сокращает отходы материала.Когда обрабатывать
Несмотря на то, что ковка дает много преимуществ в части прочности и долговечности, она не является необходимой для многих применений с меньшими ударными нагрузками. Если ваши детали не будут подвергаться постоянному износу, механическая обработка, вероятно, будет эффективным и доступным решением для ваших нужд.
- Для более простых приложений
В приложениях с меньшим воздействием сильные точки перехода, вероятно, не являются вашим главным приоритетом. Деталей, изготовленных из прутка, обычно достаточно, если вы планируете использовать свои детали в менее требовательных условиях.
- Если бюджет ограничен
Ковка
может быть более дорогой альтернативой механической обработке, и хотя она предлагает много преимуществ, в некоторых ситуациях эти преимущества могут не перевешивать затраты.
Если долговечность и экономия материала от ковки не компенсируют цену, механическая обработка может иметь больше смысла для вашего приложения.
Что такое открытая штамповка?
Не знаете, что мы подразумеваем под свободной ковкой? Ты не одинок.Ковка в открытых штампах — это процесс формовки стали без использования штампов для конкретных деталей, что позволяет выполнять полную настройку. Ковка — один из лучших способов создания прочных металлических деталей, рассчитанных на тяжелые промышленные условия.
Узнать больше
Независимо от того, что лучше всего подходит для ваших нужд: ковка или механическая обработка, у Solmet есть навыки, оборудование и возможности, чтобы взяться за ваш следующий проект. Запросите предложение, используя форму ниже, чтобы начать.
Услуги холодной штамповки для военного и оборонного применения
Военные услуги холодной штамповки: Микропроизводство для военных и оборонных приложений
Чтобы защитить нашу страну, военные должны постоянно разрабатывать новые оборонные технологии и оборудование, которые работают как в поле, так и за его пределами. От «Хамви» и танков до реактивных самолетов и спутников — военная техника стала более продвинутой, чем когда-либо прежде, и требует детального машиностроения, состоящего из чрезвычайно точных деталей.
От «Хамви» и танков до реактивных самолетов и спутников — военная техника стала более продвинутой, чем когда-либо прежде, и требует детального машиностроения, состоящего из чрезвычайно точных деталей.
Чтобы обеспечить правильную работу существующих машин и помочь в разработке и создании прототипов военных машин будущего, военные организации используют только лучшие производственные процессы на рынке для производства своих деталей и прототипов. Одним из таких процессов является холодное формование.
Холодное формование, также известное как холодная ковка, в последние годы набирает обороты в нескольких отраслях, в первую очередь из-за его невероятной скорости и эффективности.В отличие от процессов механической обработки или горячей штамповки, требующих огромных затрат времени и энергии, холодная штамповка является относительно недорогой, практически безотходной и позволяет производить детали стабильного качества. Для военнослужащих и производителей эти качества делают холодную штамповку идеальным процессом изготовления деталей машин.
Чтобы больше узнать об услугах холодной штамповки для военных и о том, какие преимущества может предложить холодная штамповка, мы подробно описали различные области применения и преимущества предложений холодной штамповки для оборонных приложений.
Что такое холодное формование?
Холодное формование — это процесс манипулирования металлом при температурах, близких к комнатной, хотя иногда металл слегка нагревают, чтобы сделать его более ковким. Однако вместо того, чтобы нагревать металл до его точки плавления, холодная штамповка манипулирует куском металла, пока он находится в полностью твердом состоянии. Метод холодного формования достигается за счет использования сложных гидравлических и механических прессов для приложения высокой скорости и давления к заготовке, придавая ей форму.
Метод холодной штамповки включает в себя ряд этапов и методов для создания сложных форм и форм. Что еще более впечатляет, так это то, что холодное формование может создавать эти формы в течение нескольких секунд, и оно может создавать эти сложные формы в широком диапазоне размеров.
Что еще более впечатляет, так это то, что холодное формование может создавать эти формы в течение нескольких секунд, и оно может создавать эти сложные формы в широком диапазоне размеров.
Этот процесс относительно прост и включает следующие несколько шагов:
- Комплект: Матрица, предназначенная для придания надлежащей формы конечному изделию, устанавливается внутри механизма пресса.
- Нагрузка: Матрица загружается с установленным на ней или в ней металлическим стержнем. Эта порция точно измеряется и порционируется, чтобы иметь точный объем, необходимый для заполнения матрицы. Слишком много материала приводит к избыточному просачиванию из формы, а слишком мало материала не заполнит форму должным образом.
- Пробойник: Гидравлический или механический пресс пробивает заготовку в штамп на высокой скорости. Это вдавливает материал в матрицу и создает желаемую форму. Этот удар часто повторяется более одного раза для создания окончательной формы.
 Этот удар часто повторяется более одного раза для создания окончательной формы.
Этот удар часто повторяется более одного раза для создания окончательной формы.После этого могут иметь место другие вторичные процессы, добавляющие продукту свойства, которые могут быть недостижимы только при холодной штамповке. Некоторые примеры включают вторичную механическую обработку для создания деталей в детали, нанесение покрытия или покрытия на готовую деталь для защиты от коррозии и износа или финишную обработку изделия с помощью тщательной мойки или абразивной обработки.
Каковы военные применения холодной штамповки?
Когда дело доходит до военных, каждое технологическое преимущество является дополнительным усилением обороны страны.Будь то армия, морская пехота, военно-морской флот или военно-воздушные силы, многочисленные отрасли промышленности объединяются, чтобы сделать наши вооруженные силы такой мощной, какой она является сегодня. Многие из этих отраслей, от боеприпасов до электроники, так или иначе используют холодное формование.
Некоторые из наиболее распространенных применений холодной штамповки в вооруженных силах включают следующее:
- Боеприпасы и оружие: Боеприпасы холодного формования являются обычной практикой для нескольких видов боеприпасов и оружия.Меньшие пули, такие как пули калибра .22, обычно придают форму в холодном состоянии, отрезая кусок свинцовой проволоки и вдавливая его в матрицу в форме пули. В пулях с оболочкой также используется холодное формование как гильз, так и наконечников. Это холодное микроформование для боеприпасов предпочтительнее горячего формования из-за его невероятной точности и воспроизводимости. Это особенно важно для боеприпасов и оружия, так как деформированная пуля или деталь могут привести к осечке или повреждению оружия.
- Автомобильная промышленность: Военные автомобили проходят многие из тех же процессов, что и их гражданские эквиваленты, и в них используются многие из тех же деталей и компонентов. Многие из этих компонентов изготовлены методом холодной штамповки. Прочность и точность этих деталей, несомненно, выше.
- Авиация: Сложные и часто детализированные компоненты авиационных и ракетных двигателей требуют чрезвычайно точного и специализированного производства. В самолетах, ракетах и других транспортных средствах, предназначенных для высокоскоростных авиаперелетов, точность и долговечность являются критическими характеристиками, обеспечивающими функциональность и безопасность транспортного средства. По этой причине холодная штамповка является предпочтительным методом ковки для авиационных применений.Методы холодной штамповки с меньшей вероятностью вызывают появление дефектов или складок в деталях из сплавов драгоценных металлов, и они, как правило, более долговечны и структурно прочны, чем их аналоги, полученные методом горячей ковки.
- Военно-морской флот: Как и в автомобильной и авиационной технике, компоненты для военно-морского флота часто подвергаются холодной штамповке для повышения прочности и однородности деталей. Кроме того, холодногнутые детали с антикоррозионным покрытием будут очень хорошо держаться, несмотря на воздействие тепла и воды.
- Электроника: Компьютеры и электроника пронизывают все аспекты жизни общества, включая армию. Компоненты электроники часто состоят из сплавов драгоценных металлов, которые часто должны быть сформированы с использованием процесса микрохолодной штамповки. Это становится еще более верным по мере того, как устройства уменьшаются в размерах.
 Многие из этих компонентов изготовлены методом холодной штамповки. Прочность и точность этих деталей, несомненно, выше.
Многие из этих компонентов изготовлены методом холодной штамповки. Прочность и точность этих деталей, несомненно, выше.В STS Intelli мы обслуживаем все эти отрасли гражданского сектора, а это означает, что у нас есть опыт работы с каждым из этих приложений.Мы понимаем уровень точности и опыта, необходимых для выполнения проектов каждого типа, и мы можем обеспечить одинаковый уровень качества и точности как военным, так и гражданским компаниям.
Немецкий станок для художественной ковки. Станки для холодной ковки металла. Ручной инструмент для ковки. Цена
Вы профессионально занимаетесь художественной ковкой? Вы изготавливаете (или только планируете открыть свое дело и производить) сложные изделия из кованых элементов (заборы, ворота, перила, ограждения, перила, решетки, навесы и навесы, мангалы, подставки для цветов, кованая мебель и скамейки и т.д.) ? Тогда вы не зря зашли на наш сайт! Наша компания может предложить Вам полный спектр качественного оборудования для художественной ковки кузнечное , официальным дилером которого является наша компания — Невское Оборудование !
Каталог машин и оборудования кузнечное дело можно посмотреть и скачать :
Примеры изделий художественной ковки:
Краткие видеообзоры кузнечных инструментов и станков:
Полный набор ручных инструментов для холодной и художественной ковки.Это надежный и качественный инструмент: для гибки завитков, продольной скрутки, для гибки металла, для изготовления декоративных элементов ручным прессованием, для гибки уголков и колец, для изготовления декоративных «корзиночек» и крученых, для стягивания и растягивания краев из листового металла и т.д. d.
Кузнечные индукционные нагреватели для быстрого локального нагрева заготовок для последующей операции ковки или термической обработки стальных деталей. Нагрев осуществляется электрическими токами, которые индуцируются переменным магнитным полем.Нагрев подходит только для изделий из токопроводящих материалов. Основным преимуществом данного оборудования является высокая скорость нагрева деталей, а также то, что оно дает возможность нагревать определенную часть заготовки.
Целый ряд различных станков для холодной и художественной ковки изделий. Они используются в серийном и мелкосерийном производстве кованых изделий. Это специализированные многофункциональные машины для:
- художественный прокат и локоны для завивки;
- продольное скручивание и кручение;
- гибка колец, изготовление «лапок» и «корзиночек»;
- рулоны труб, прокат «реборд» на профильные трубы;
А также станки для гибки и резки брусков, квадратов, гидравлические прессы для штамповки различных кованых элементов (например, «балясин») и др.
Серия кузнечных молотов с пневматическим приводом (масса падающих частей от 16 до 25 кг). Они пригодятся как в небольших мастерских, так и на крупносерийном производстве в качестве вспомогательного оборудования для ковки поковок из черных, цветных металлов и сплавов. Основными особенностями этих молотов являются: простота и надежность, удобная система управления, высокая частота и точность ударов и, что немаловажно, низкая цена (одна из самых низких на рынке кузнечного оборудования).
Уже давно люди научились делать из металла изделия изящной формы. Это могут быть витиеватые фонари, навесы, элементы камина, кованая мебель, навесы и заборы. До недавнего времени такие изделия создавались в процессе кропотливой и сложной работы кузнеца.
На сегодняшний день на рынке появилось современное оборудование, с помощью которого можно создавать кованые конструкции без нагрева металла. Преимущество ручной холодной ковки в том, что теперь не нужно осваивать какие-то сложные технологии и прилагать физические усилия для работы с металлом.Достаточно будет знать, как работает оборудование и как им правильно пользоваться.
Разновидности оборудования для ручной холодной ковки металла
Чаще всего для изготовления кованых изделий применяют станки, прессы и другие специальные приспособления.
С помощью различного ручного кузнечного оборудования можно изготавливать отдельные декоративные элементы и собирать из них сложные кованые конструкции в виде заборов, ворот, ворот и т.п.
Ручной инструмент для ковки.Цена
Для изготовления сложных кованых конструкций используется профессиональное оборудование с электродвигателем или гидравликой. Наиболее доступным в использовании и по цене является ручной инструмент для холодной ковки, купить который можно в специализированных магазинах.
Ручной гибочный станок MZ- V 1 позволит производить базовые кованые изделия различной конфигурации. Включает в себя суппорт для работы с длинными заготовками, прижимные эксцентрики для квадрата и полосы, оправку для изготовления завитков.Цена оборудования от 19 700 руб.
Инструмент для продольного скручивания ручной МЗ-Т R Предназначен для домашнего использования. Применяется чаще всего с целью изготовления разного рода решеток, кованых металлических заборов, перил, при отделке лоджий и балконов. В комплекте с устройством идут специальные оправки для скручивания квадратов и полос. Машина МЗ-Т Р стоит 16 920 рублей.
Ручной станок МВ20-12 , который применяется для гибки различных металлических элементов с малым сечением (полоса, прут, проволока и т.д.). Подходит для построения моделей и других работ с тонким материалом. Цена станка МВ20-12 6390 руб.
МВ10-6 — Это небольшой ручной инструмент, которым удобно сгибать металл в кольцо или дугу. Его используют при изготовлении подставок для цветов, бра, люстр и других светильников. При этом используются полосы и стержни, проволока из черного или цветного металла диаметром до 6 мм, квадраты 6х6 мм. Для удобства работы станок был оснащен ручкой длиной 340 мм и верхним роликом с точной регулировкой.Такое оборудование будет полезно домашним мастерам при создании ажурных изделий и конструкций из металла, художественным мастерам по металлу, ремесленникам, школам. Стоит МВ10-6 — 9 045 руб.
Ручной станок МО5-GX предназначен для легкого и быстрого изготовления самых популярных в ковке элементов — «воротников». При его использовании не требуются большие навыки кузнечного дела, так как он совсем не сложен в эксплуатации. Цена такой машины 10 692 рубля.
Гибочный станок универсальный МВ30-6х50 будет удобно использовать в небольшой мастерской, на даче или в гараже для гибки металлических профилей, труб, квадратов, прутков, полос.С его помощью можно производить множество вариантов гибки в разных плоскостях и разных конфигурациях. Ковочный инструмент оснащен удобными упорами и гибочными оправками. Стоит МВ30-6х50 — 11 385 руб.
Трубогиб ручной МО7-Т G – отличное решение для мобильных работ на месте установки изделия. Его можно использовать при изготовлении ворот, ворот, пергол, навесов, теплиц и других легких металлоконструкций. Устройство способно гнуть арки, кольца, арки из труб прямоугольного и квадратного сечения, полосы, бруски, квадраты.Цена трубогиба МО7-Т Г 29 160 руб.
Станок ручной универсальный МВ32-25 — это надежная и прочная конструкция, с помощью которой трубы можно гнуть на любой заданный радиус. Инструмент позволит вам дешево и легко выполнять не только разовые, но и мелкосерийные работы по гибке профилей и труб. Стоимость МВ32-25 44 820 руб.
Станок кузнец МО 4 А — КР применяется при изготовлении «корзин» и продольном скручивании изделий.Корзины выкованы из заранее сваренных заготовок одинаковой длины. Изделия скручиваются сечением 500 мм, однако длину можно увеличить самостоятельно. Цена такого устройства составляет 35 577 рублей.
Станок «Улитка» своими руками
Некоторые домашние мастера изготавливают оборудование для холодной ковки своими руками. По чертежам, приведенным в интернете, можно довольно легко собрать машинку «Улитка».
Необходимые инструменты и металлические детали:
Прежде всего, на лист бумаги необходимо нанести рисунок спирали с тремя витками.После этого нужно проверить размеры, чтобы в резьбу помещался армированный стержень диаметром 10 мм. Теперь можно приступать к изготовлению машины.
- Из стального листа болгаркой вырезаются плиты: 130х130 мм и 100х100 мм.
- Далее срезы трех стальных полос и трехсантиметрового стержня зачищают наждаком.
- По шаблону с помощью плоскогубцев стальные полосы сгибают так, чтобы получились три спирали разной длины.
- Все элементы станка сварены по схеме.
- Стальная труба приварена к нижней части инструмента по центру.
Сварочные работы должны быть выполнены качественно, так как именно от них зависит срок службы машины.
Заключение
Несмотря на то, что стоимость станков, на которых куется металл, немаленькая, некоторые виды ручного оборудования вполне доступны по цене. Те, у кого есть опыт подобных работ и начинающие кузнецы, без труда подберут недорогой вариант инструмента, который поможет создать кованое изделие определенного типа.
Кроме того, некоторые виды станков можно изготовить самостоятельно.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим типы приспособлений и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только открываете цех холодной ковки и хотите избежать больших затрат, то изготовление станков и приспособлений своими руками поможет вам создать свой небольшой бизнес без чрезмерных затрат.
Основные приспособления и машины
Станки холодной ковкив основном предназначены для гибки по дуге или углу, а также для скручивания. Они могут быть ручными или электрическими.
Основные типы машин и устройств для холодной штамповки:
- Гнутик
- твистер
- Улитка
- глобус
- Волна
- Фонарик
Устройство «Гнутик»
Покупной или самодельный «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из стержня.Представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другой по необходимости) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся в сторону, противоположную угловому упору.
Крепление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» — вертикальное расположение
Для масштабирования вот чертеж нижней планки этого «Гнутика».
Нижняя планка
Это универсальное устройство. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Устройство «Твистер»
«Твистер» — инструмент для скручивания прутков, преимущественно квадратного сечения, вдоль продольной оси. Это простое устройство может быть ручным и электрическим.Принцип работы: фиксируются оба конца стержня, затем начинает вращаться один крепеж, закручивая металл до необходимой формы.
Внешний вид купленного мануала «Твистер»
Посмотреть фото самодельного «Твистера» с электроприводом, собранного с использованием б/у электрооборудования:
Для изготовления «Фонариков» и «Конусов» есть специальный станок, но для начала можно использовать и «Твистер», как показано на видео (английский, но все очень понятно).
Видео: как сделать заготовку для «Фонарика» на «Твистер»
Устройство «Улитка»
Инструмент «Улитка» предназначен для создания завитков (или спиралей) и «валют» (S-образных деталей). Существуют различные конструкции.
Один из вариантов конструкции: 1 — улитка лемеха; 2 — основание машины; 3 — прижимной ролик; 4 — рычаг управления прижимным роликом; 5 — крепление основания; 6 — палец для фиксации лемехов; 7 — канавка для прижимного ролика; 8 — ось рычага управления; 9 — пружина прижима ролика; 10 — зажим для заготовки; 11 — ведущий лемех улитки; 12 — главная ось; 13 — рычаги
Результат должен быть примерно таким:
Еще облегченная конструкция для гибки проката сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползунок; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — ведущий мост; 12 — направляющий эксцентрик; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная нога; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если нужно гнуть толстый прокат.
Несколько полезных видео по самодельным станкам «Улитки».
Изготовление улитки
Работа машины
Мы обсудим эти структуры более подробно ниже.
Устройство «Глобус»
Такое приспособление похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала один конец заготовки закрепляют загибом, затем загибают по всей длине по шаблону.Принцип работы чем-то похож на работу консервной машины для консервирования.
Внешний вид устройства
О видеоработе на «Глобусе»
Используя чисто мускульную силу, можно сделать дугу большого диаметра на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т.п.
Образец
Устройство «Волна»
Из заготовки круглого, квадратного, шестигранного сечения или трубы можно получить волнообразные изделия с помощью приспособления «Волна».Деформация заготовки происходит между вертикальными валками путем прокручивания.
Приспособление для волн и изделия из него
Устройство в действии
Устройство «Фонарик»
На данном станке изготавливаются заготовки элементов «Фонарики» или «Конусы», которые могут состоять из 4, 6, 8 и более брусков. По принципу работы станок похож на Твистер, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной штамповки элемента «Зажим»
Элемент холодной ковки «Зажим» предназначен для фиксации других элементов конструкции между собой.
Устройство для гибки «Зажим» может быть изготовлено по приложенным чертежам.
Устройства для выполнения «гусиных лапок»
«гусиная лапка» — сплющивание с нанесением красивых насечек на концах заготовок для придания большей изящности рисунку или для уменьшения толщины для различных соединений.
Торцы элементов украшены «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или приспособлением и тяжелого кузнечного молота на наковальне. Мы предоставляем оба варианта в виде видео.
Станок для изготовления «гусиной лапки»
Устройства для ковки «гусиные лапки»
Подробный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между роликами регулируется).Материалы для прокатного станка: шестерни и валы — запчасти от б/у комбайна
Принцип действия
Продукция «Улитки» с приводом
Электрическая «улитка» облегчает изготовление локонов и «валют». Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гибки прутка максимальным сечением 10х10 мм.Двигатель мощностью 0,5 кВт/1000 об/мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты улитки выточены из круглой заготовки Ст.45 без термической обработки высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла — 7204. Опорный ролик закреплен жестко в пазу. Шкивы устанавливаются между двигателем и коробкой передач.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного штока (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об/мин, обеспечивающим выходную мощность на валу около 10 об/мин. Это машина для профессионального использования. Редуктор применялся бывший в употреблении, матрица вырезалась из заготовки толщиной 30 мм — самый трудоемкий процесс.
Для холодной ковки также понадобятся наковальня и молот.Кузница не нужна, нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет подогнать элементы и не запутаться при сборке.
Отлично! Текст на зеленом фоне — к хорошим новостям 🙂
Станки для холодной ковки металла.
Компания ГИБСТАНКИ является официальным дилером по продаже станков для холодной ковки металла.Имеется СОБСТВЕННЫЙ СКЛАД в Москве по адресу ул.Вересаева дом 18, строение 1, где покупатель может выбрать кузнечное оборудование для холодной ковки, соответствующее его техническим характеристикам.
Предлагаем ручные станки холодной ковки «КАРО-Универсал», STALEX, Кузнечная для гибки элементов ажурных металлических изделий из полосы, прутка, квадрата.
С помощью ручного инструмента без нагрева можно изготовить детали художественных изделий из металла, таких как решетки и заборы, предметы интерьера.
Инструмент прост в обслуживании, не предусматривает электропривод.
Инструмент ручной может использоваться в промышленном и индивидуальном частном производстве, как в стационарных условиях, так и в дороге, что особенно удобно при выполнении индивидуальных заказов и реставрационных работ.
Инструмент ручной позволяет изготавливать дугообразные, кольцевые, криволинейные витые заготовки из полосы, прутка, квадрата различного сечения без нагрева, резать и клепать металл.
Предоставляем Вам возможность освоить производство настоящих металлических изделий для «ковки» в домашних условиях, которые будут радовать глаз своим дизайном, а разнообразие сборных форм своей бесконечностью.
Широкий спектр оборудования.
Бизнес-задач:
- Организация производства элементов художественной ковки и готовых изделий;
- Получение максимальной прибыли при минимальных трудозатратах.
Наше понятие «готовый бизнес» включает в себя:
- Рекомендации по выбору оборудования;
- Рекомендации по производственной сфере;
- Образцы готовой продукции;
- Расчет затрат и прибыли.
Сегодня элементы художественной ковки применяются повсеместно при изготовлении заборов, заборов, оконных решеток, садовой мебели и прочего. Не секрет, что для быстрого изготовления изделий масс-маркет, украшенных художественной ковкой, выгодно использовать стандартные элементы декора. Как правило, эти элементы изготавливаются методом «холодной» ковки — и их закупочная цена, даже при обширном рынке сбыта, довольно высока. Таким образом, появление на нашем рынке доступного и качественного оборудования делает бизнес по производству поковочных изделий методом холодной ковки все более привлекательным.
Продажа готовых изделий из металла, а также оказание услуг по обработке металла – это вид бизнеса, который вполне под силу малым и средним предприятиям, т.к. при правильном подборе оборудования не требует больших капиталовложений и значительных производственных площадей.
Для организации современного и технологичного производства элементов ковки мы предлагаем покупателям кузнечного оборудования несколько вариантов комплектации цеха. Очень важно охватить наиболее широко выполняемые операции – по изготовлению элементов различных форм и размеров.В зависимости от выбранного вами оборудования, список выпускаемой продукции будет меняться.
Кроме того, по вашему желанию любой набор может быть переформирован (при наличии других единиц техники на нашем складе).
Предлагаем 3 варианта комплектации кузнечного станка для производства поковочных элементов различных форм и размеров.
На наших инструментах и станках возможно изготовление различных изделий: волюты, кольца, торсионы, корзины, пики, гусиные лапки, дуги и арки, хомуты, текстурное нанесение; также комплекты для комплектации готовых изделий (секции ограждений, лестниц, перил).
В зависимости от выбранного вами оборудования будет меняться перечень выпускаемой продукции, а также варианты готовой продукции.
Вариант 1: Приобретение оборудования на сумму 77 500 руб. Доход от 158 000 рублей в месяц.
Вариант 2: Приобретение оборудования на сумму 643 250 руб. Доход от 775110 рублей в месяц.
Вариант 3: Приобретение оборудования на сумму 1529700 руб. Доход от 1281490 рублей в месяц.
Metal Forming
AAM Условия использования и политика конфиденциальности
Условия использования
ВНИМАНИЕ: ПОЖАЛУЙСТА, ВНИМАТЕЛЬНО ПРОЧТИТЕ ЭТИ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ САЙТА. ИСПОЛЬЗОВАНИЕ ЭТОГО ВЕБ-САЙТА ОЗНАЧАЕТ, ЧТО ВЫ ПРИНИМАЕТЕ ЭТИ УСЛОВИЯ. ЕСЛИ ВЫ НЕ ПРИНИМАЕТЕ ЭТИ УСЛОВИЯ («УСЛОВИЯ»), НЕ ИСПОЛЬЗУЙТЕ ЭТОТ САЙТ.
Использование веб-сайта AAM
American Axle & Manufacturing, Inc. и/или ее соответствующие аффилированные лица («AAM») разрешают вам просматривать и загружать материалы на этом веб-сайте только для личного использования, при условии, что вы сохранять все уведомления об авторских правах и других правах собственности, содержащиеся в исходных материалах, на любых копиях материалов.Вы не можете изменять, воспроизводить или публично демонстрировать, исполнять, распространять или иным образом использовать в любых публичных или коммерческих целях любые материалы или данные, представленные на этом веб-сайте, без письменного разрешения AAM или владельца авторских прав. Для целей настоящих Условий любое использование этих материалов на любом другом интернет-сайте или в сетевой компьютерной среде для любых целей запрещено. Материалы на этом веб-сайте защищены авторским правом, и AAM оставляет за собой права на все материалы на этом сайте в отношении любых законов об авторском праве, товарных знаках или других законов.
Право на изменение Условий
AAM оставляет за собой право по своему усмотрению изменять, модифицировать, добавлять или удалять части настоящих Условий в любое время. Все такие изменения настоящих Условий будут отображаться на этой странице. Используя веб-сайт после любых изменений настоящих Условий, вы соглашаетесь соблюдать любые такие изменения. Если прямо не указано иное, любые новые функции текущего веб-сайта регулируются настоящими Условиями.
Представление пользователя
За исключением информации, позволяющей установить личность, любые материалы, информация или другие сообщения, которые вы передаете или размещаете на этом веб-сайте, будут считаться неконфиденциальными и непроприетарными («Сообщения»).Ваш акт передачи или публикации будет означать ваше признание того, что AAM не будет иметь никаких обязательств в отношении Сообщений. AAM и ее представители могут копировать, раскрывать, распространять, включать и иным образом использовать Сообщения и все данные, изображения, звуки, текст и другие элементы, содержащиеся в них, для любых коммерческих или некоммерческих целей.
Отказ от ответственности
МАТЕРИАЛЫ И УСЛУГИ, ПРЕДОСТАВЛЯЕМЫЕ НА ДАННОМ ВЕБ-САЙТЕ, ПРЕДОСТАВЛЯЮТСЯ «КАК ЕСТЬ» БЕЗ КАКИХ-ЛИБО ГАРАНТИЙ, ВКЛЮЧАЯ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ, ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ ИЛИ НЕ-НЕ—AAM не гарантирует точность и полноту материалов или услуг на этом веб-сайте. AAM может вносить изменения в материалы и услуги на этом веб-сайте или в продукты и цены, описанные в них, в любое время без предварительного уведомления. Материалы и услуги на этом веб-сайте могут быть устаревшими, и AAM не берет на себя обязательств по обновлению материалов и услуг на этом веб-сайте. Информация, опубликованная на этом веб-сайте, может относиться к продуктам, программам или услугам, недоступным в вашей стране.Такие ссылки не предполагают, что AAM намеревается объявить о таких продуктах, программах или услугах в вашей стране. Применимое законодательство может не разрешать исключение подразумеваемых гарантий, поэтому приведенное выше исключение может не применяться к вам.
Ограничение ответственности
AAM и ее поставщики не несут ответственности за любой ущерб, возникший в результате использования этого веб-сайта, информации, данных или услуг, содержащихся на этом веб-сайте, или любой ссылки на этот сайт, включая, помимо прочего, , возникшие в результате упущенной выгоды, потери данных или прерывания деятельности, независимо от того, основаны ли такие убытки на гарантии, договоре, гражданском правонарушении или любой другой правовой теории, и независимо от того, было ли уведомлено о возможности таких убытков.Любое использование осуществляется на ваш страх и риск, и вы берете на себя все расходы, связанные с таким риском.
Ссылки на другие веб-сайты
Ссылки на другие интернет-сайты, не принадлежащие AAM, предоставляются исключительно для удобства. Если вы воспользуетесь этими ссылками, вы покинете этот сайт. AAM не проверяла все эти сторонние сайты, не контролирует и не несет ответственности за какие-либо из этих сайтов или их содержимое. AAM не поддерживает и не делает никаких заявлений о них или любой информации, программном обеспечении или других продуктах или материалах, найденных там, или о любых результатах, которые могут быть получены от их использования.Использование сторонних сайтов осуществляется исключительно на ваш страх и риск.
Применимое законодательство
Этот веб-сайт администрируется AAM, Детройт, Мичиган, Соединенные Штаты Америки. AAM не делает никаких заявлений о том, что материалы или услуги на этом веб-сайте подходят или доступны для использования за пределами Соединенных Штатов. Вы не можете использовать, экспортировать или реэкспортировать такие материалы или услуги, а также любую их копию или адаптацию в нарушение любых применимых законов или правил, включая, помимо прочего, U.S. экспортные законы и правила. Если вы получаете доступ к этому веб-сайту из-за пределов Соединенных Штатов, вы делаете это по собственной инициативе и несете ответственность за соблюдение применимых местных законов. Настоящие Условия регулируются и толкуются в соответствии с законами штата Делавэр без учета каких-либо принципов коллизионного права.
Незаконное или запрещенное использование
В качестве условия использования вами веб-сайта вы не будете использовать его в любых целях, которые являются незаконными или запрещенными настоящими Условиями.Вы не можете использовать услуги каким-либо образом, который может повредить, вывести из строя, перегрузить или нарушить работу любого сервера AAM или сетей, подключенных к любому серверу AAM, или помешать использованию веб-сайта любой другой стороной. Вы не можете пытаться получить несанкционированный доступ к услугам, материалам, другим учетным записям, компьютерным системам или сетям, подключенным к любому серверу AAM или к веб-сайту, путем взлома, подбора пароля или любыми другими способами. Вы не имеете права получать или пытаться получить какие-либо материалы или информацию любыми способами, которые не были преднамеренно предоставлены через веб-сайт.
Незапрошенные идеи
Ни AAM, ни ее сотрудники не принимают и не рассматривают незапрошенные идеи, включая идеи для новых рекламных кампаний, новых рекламных акций, новых или улучшенных продуктов или технологий, улучшений продуктов, процессов, материалов, маркетинговых планов или новых названий продуктов. Пожалуйста, не присылайте оригинальные творческие работы, предложения или другие работы. Единственная цель этой политики — избежать потенциальных недоразумений или споров, когда продукты или маркетинговые стратегии AAM могут показаться похожими на идеи, представленные в AAM.Если, несмотря на нашу просьбу о том, чтобы вы не присылали нам свои идеи, вы все же присылаете их, то независимо от того, что говорится в вашем письме, к представленным вами идеям применяются следующие условия. Вы соглашаетесь с тем, что: (1) ваши идеи автоматически становятся собственностью ААМ без компенсации вам, и (2) ААМ может использовать идеи для любых целей и любым способом, даже передавать их другим.
Уведомление об авторских правах
Copyright © 2014 American Axle & Manufacturing, Inc. Все права защищены.Все тексты, изображения, графика, анимация, видео, музыка, звуки и другие материалы на этом сайте защищены авторскими правами и другими правами на интеллектуальную собственность AAM и ее лицензиаров. Авторские права на подбор, согласование и размещение материалов на этом сайте принадлежат ААМ. Эти материалы не могут быть скопированы для коммерческого использования или распространения, а также не могут быть изменены или размещены на других сайтах.
Уведомление о товарных знаках
Все товарные знаки, представленные на этом сайте, принадлежат исключительно AAM или используются AAM по лицензии.Эти товарные знаки включают в себя зарегистрированные и незарегистрированные знаки и включают, помимо прочего, торговые марки продуктов, слоганы, логотипы и эмблемы. Несанкционированное использование любых товарных знаков, принадлежащих или используемых AAM, строго запрещено.
Учетные записи и безопасность
Если какие-либо услуги на веб-сайте требуют от вас открытия учетной записи, вы должны завершить процесс регистрации, предоставив нам достоверную, актуальную, полную и точную информацию в соответствии с соответствующей регистрационной формой, и вы будете поддерживать и своевременно обновлять такую информацию, чтобы она оставалась достоверной, актуальной, полной и точной.Вы также выберете пароль и имя пользователя. Вы несете полную ответственность за сохранение конфиденциальности своего пароля и учетной записи. Вы несете ответственность за любые и все действия, которые происходят под вашей учетной записью. Вы соглашаетесь немедленно уведомлять AAM о любом несанкционированном использовании вашей учетной записи или любом другом нарушении безопасности. AAM не несет ответственности за любые убытки, которые вы можете понести в результате того, что кто-то другой использует ваш пароль или учетную запись с вашего ведома или без него. Однако вы можете нести ответственность за убытки, понесенные AAM или другой стороной из-за того, что кто-то другой использовал вашу учетную запись или пароль.Вы признаете и соглашаетесь с тем, что некоторые службы могут предоставлять доступ к информации о клиентах с ограничением паролем. Используя этот веб-сайт и регистрируясь в таких службах, вы соглашаетесь на отображение такой информации AAM через службы и принимаете на себя все риски несанкционированного доступа к такой информации. Если вы предоставляете какую-либо информацию, которая является ложной, неточной, устаревшей или неполной, или у AAM есть разумные основания подозревать, что такая информация является ложной, неточной, устаревшей или неполной, AAM может приостановить или закрыть вашу учетную запись и отказать в любой и все текущее или будущее использование услуг или любой их части.Вы несете ответственность за все расходы и сборы, включая, помимо прочего, расходы на телефон и телекоммуникационное оборудование, которые вы несете в связи с использованием услуг.
Заявление о конфиденциальности
AAM уважает вашу конфиденциальность. Мы всегда будем стремиться сохранять конфиденциальность вашей личной информации. Мы будем собирать, хранить и использовать любую личную информацию, которую вы нам предоставляете, только для определенных целей и передавать ее только тем компаниям, которые разделяют наши обязательства по защите вашей конфиденциальности и данных.Для целей настоящей Политики конфиденциальности AAM является контролером данных, что означает, что мы определяем цели и способ обработки любой личной информации. Пожалуйста, найдите время, чтобы прочитать это заявление о конфиденциальности, чтобы узнать, как мы обрабатываем вашу личную информацию. Это заявление о конфиденциальности может быть изменено в любое время.
Обычное использование веб-сайта
Когда вы посещаете веб-сайт AAM, вы делаете это анонимно. При обычном использовании веб-сайта мы не собираем и не храним личную информацию, такую как имя, почтовый адрес, адрес электронной почты, номер телефона или номер социального страхования.Мы оставляем за собой право собирать и/или хранить информацию во время обычного использования веб-сайта, которая может включать имя вашего интернет-провайдера (ISP), дату и время, когда вы зашли на наш веб-сайт, количество времени, которое вы там провели, страницы, которые вы запрос, ссылающийся веб-сайт и другую подобную связанную информацию. Соответственно, мы можем собирать эту информацию для создания статистики и измерения активности сайта с целью постоянного улучшения сайта.
Почему и когда мы собираем личную информацию
Иногда необходимо собрать определенную информацию, чтобы выполнить запрос посетителя на услугу или корреспонденцию.Вы добровольно предоставляете эту информацию, такую как имя, почтовый адрес, адрес электронной почты, тип запроса или другую информацию, которая собирается и хранится AAM для выполнения вашего запроса. Ваша личная информация не передается какой-либо другой компании для самостоятельного использования этой компанией. AAM может нанимать сторонние компании для предоставления услуг или функций от нашего имени — обработчиков данных. Этим компаниям может потребоваться доступ к личной информации для выполнения своих функций, но они не могут использовать ее для других целей.Посетители этого веб-сайта предоставляют личную информацию только при использовании одной или нескольких из следующих услуг: (1) контактные формы; (2) подача резюме; (3) запросы на дополнительную информацию; (4) опросы и бланки деловых ответов; (5) электронные письма о подписке.
Что мы делаем с информацией, которую вы нам предоставляете
При обращении к нам по поводу продукта или услуги посетители нашего веб-сайта могут решить отправить нам информацию, которая идентифицирует их лично. Эта информация может быть использована для идентификации пользователя как клиента, и AAM ответит соответствующим образом.AAM не будет продавать, сдавать в аренду или сдавать в аренду вашу личную информацию другим лицам. Хотя мы прилагаем все усилия для сохранения конфиденциальности пользователей, нам может потребоваться раскрыть личную информацию, если это требуется в соответствии с применимым законодательством или судебным постановлением или судебным процессом, представленным на нашем веб-сайте. Периодически мы можем отправлять электронные информационные бюллетени и другие сообщения, содержащие отраслевую, маркетинговую информацию, информацию о продуктах или событиях. Только AAM (или ее уполномоченные агенты, представители или сотрудники) будут отправлять вам эти прямые рассылки.Вы можете отказаться от получения дополнительной маркетинговой информации от AAM, следуя инструкциям в рассылке. AAM будет хранить собранные данные (личные или используемые) только до тех пор, пока они полезны или необходимы для целей, изложенных в настоящей Политике конфиденциальности, или если это требуется по закону, необходимо для разрешения споров или для обеспечения соблюдения наших юридических соглашений и политик. . AAM администрирует и управляет сайтом www.AAM.com из США. Другие сайты AAM могут администрироваться и управляться из разных мест за пределами США.
Передача данных
Ваша информация, включая персональные данные, может передаваться и храниться на компьютерах, расположенных за пределами вашего штата, провинции, страны или другой государственной юрисдикции, где законы о защите данных могут отличаться от законов вашей юрисдикция.
Если вы находитесь за пределами Соединенных Штатов и решили предоставить нам информацию, обратите внимание, что мы передаем данные, включая Персональные данные, в Соединенные Штаты и обрабатываем их там.
Ваше согласие с настоящей Политикой конфиденциальности, за которым следует предоставление такой информации, означает ваше согласие на эту передачу.
AAM предпримет все разумно необходимые шаги для обеспечения безопасного обращения с вашими данными в соответствии с настоящей Политикой конфиденциальности, и никакая передача ваших личных данных не будет осуществляться организации или стране, если не будут приняты надлежащие меры контроля, включая безопасность. ваших данных и другой личной информации.
Раскрытие данных
Раскрытие информации для правоохранительных органов
При определенных обстоятельствах от AAM может потребоваться раскрытие ваших Персональных данных, если это требуется по закону или в ответ на действительные запросы государственных органов (например,г. суд или государственный орган).
Юридические требования
AAM может раскрыть ваши Персональные данные, добросовестно полагая, что такое действие необходимо для:
• Для выполнения юридических обязательств
• Для защиты прав или собственности AAM
• Для предотвращения или расследования возможных правонарушений в связи с веб-сайтом
• Для защиты личной безопасности пользователей веб-сайта или общественности
• Для защиты от юридической ответственности
Безопасность данных
Безопасность ваших данных важно для нас, но помните, что ни один метод передачи через Интернет или метод электронного хранения не является безопасным на 100%.Хотя мы стремимся использовать коммерчески приемлемые средства для защиты ваших Персональных данных, мы не можем гарантировать их абсолютную безопасность.
Ваши права на защиту данных в соответствии с Общим регламентом по защите данных (GDPR)
Если вы являетесь резидентом Европейской экономической зоны (ЕЭЗ), у вас есть определенные права на защиту данных. AAM стремится предпринять разумные шаги, чтобы позволить вам исправить, изменить, удалить или ограничить использование ваших Персональных данных.
Если вы хотите получить информацию о том, какие Персональные данные о вас хранятся у нас, и если вы хотите, чтобы они были удалены из наших систем, свяжитесь с нами по адресу GDPR@aam.ком.
При определенных обстоятельствах у вас есть следующие права на защиту данных:
Право на доступ, обновление или удаление имеющейся у нас информации о вас. Когда это возможно, вы можете получить доступ, обновить или запросить удаление ваших личных данных непосредственно в разделе настроек вашей учетной записи. Если вы не можете выполнить эти действия самостоятельно, свяжитесь с нами, чтобы помочь вам.
Право на исправление . Вы имеете право на исправление вашей информации, если эта информация является неточной или неполной.
Право на возражение. Вы имеете право возражать против обработки нами ваших Персональных данных.
Право ограничения. Вы имеете право потребовать, чтобы мы ограничили обработку вашей личной информации.
Право на переносимость данных. Вы имеете право на получение копии имеющейся у нас информации о вас в структурированном, машиночитаемом и широко используемом формате.
Право на отзыв согласия. Вы также имеете право отозвать свое согласие в любое время, когда AAM полагалась на ваше согласие на обработку вашей личной информации.
Обратите внимание, что мы можем попросить вас подтвердить свою личность, прежде чем отвечать на такие запросы.
Вы имеете право подать жалобу в орган по защите данных в отношении сбора и использования нами ваших личных данных. Для получения дополнительной информации обратитесь в местный орган по защите данных в Европейской экономической зоне (ЕЭЗ). Тем не менее, мы также рады решить любые проблемы, которые у вас есть напрямую.
Analytics
Мы можем использовать сторонних поставщиков услуг для мониторинга и анализа использования нашего веб-сайта.
Google Analytics
Google Analytics — это служба веб-аналитики, предлагаемая Google, которая отслеживает и сообщает о трафике веб-сайта. Google использует собранные данные для отслеживания и мониторинга использования нашего веб-сайта. Эти данные передаются другим службам Google. Google может использовать собранные данные для контекстуализации и персонализации рекламы своей собственной рекламной сети.
Вы можете отказаться от того, чтобы ваша деятельность на веб-сайте была доступна для Google Analytics, установив надстройку браузера для отказа от Google Analytics. Надстройка не позволяет JavaScript-коду Google Analytics (ga.js, analytics.js и dc.js) обмениваться информацией о посещениях с Google Analytics.
Для получения дополнительной информации о политике конфиденциальности Google посетите веб-страницу условий конфиденциальности Google: http://www.google.com/intl/en/policies/privacy/
Поведенческий ремаркетинг
AAM использует ремаркетинг услуги по размещению рекламы на сторонних веб-сайтах после посещения вами нашего веб-сайта.Мы и наши сторонние поставщики используем файлы cookie для информирования, оптимизации и показа рекламы на основе ваших прошлых посещений нашего веб-сайта.
Служба ремаркетинга Facebook предоставляется Facebook Inc. Чтобы отказаться от рекламы Facebook на основе интересов, следуйте этим инструкциям Facebook: https://www.facebook.com/help/5681374
217
Facebook придерживается принципов саморегулирования поведенческой онлайн-рекламы, установленных Альянсом цифровой рекламы.Вы также можете отказаться от Facebook и других участвующих компаний через Альянс цифровой рекламы в США http://www.aboutads.info/choices/, Альянс цифровой рекламы Канады в Канаде http://youradchoices.ca/ или Европейский альянс интерактивной цифровой рекламы в Европе http://www.youronlinechoices.eu/ или отказаться от участия в настройках своего мобильного устройства.
Для получения дополнительной информации о методах конфиденциальности Facebook, пожалуйста, посетите Политику данных Facebook: https://www.facebook.com/privacy/explanation
AdRoll
Служба ремаркетинга AdRoll предоставляется Semantic Sugar, Inc.
Вы можете отказаться от ремаркетинга AdRoll, посетив веб-страницу AdRoll Advertising Preferences: http://info. evidon.com/pub_info/573?v=1nt=1nw=false
Для получения дополнительной информации о политике конфиденциальности AdRoll посетите веб-страницу политики конфиденциальности AdRoll: http://www.adroll.com/about/privacy
Конфиденциальность детей
Наш веб-сайт не адресован лицам младше 18 лет («Дети»).
Мы сознательно не собираем личную информацию от лиц моложе 18 лет. Если вы являетесь родителем или опекуном и знаете, что ваши Дети предоставили нам Персональные данные, свяжитесь с нами. Если нам станет известно, что мы собрали Личные данные детей без проверки согласия родителей, мы предпримем шаги для удаления этой информации с наших серверов.
Политика в отношении файлов cookie
Последнее обновление: (22 января 2021 г.)
AAM использует файлы cookie на сайте www.aam.com. Нажав «Принять» или прокрутив наш баннер с согласием на использование файлов cookie, вы соглашаетесь на использование файлов cookie.
Наша Политика использования файлов cookie объясняет, что такое файлы cookie, как мы используем файлы cookie, как третьи стороны, с которыми мы можем сотрудничать, могут использовать файлы cookie на сайте, ваш выбор в отношении файлов cookie и дополнительную информацию о файлах cookie.
Что такое файлы cookie
Файлы cookie — это небольшие фрагменты текста, отправляемые вашим веб-браузером с веб-сайта, который вы посещаете. Файл cookie хранится в вашем веб-браузере и позволяет сайту или третьей стороне распознавать вас и делать ваш следующий визит проще, а сайт более полезным для вас.
Файлы cookie могут быть постоянными или сеансовыми.
Как AAM использует куки-файлы
Когда вы используете и получаете доступ к сайту, мы можем разместить несколько файлов куки-файлов в вашем веб-браузере.
Мы используем файлы cookie для следующих целей: для включения определенных функций сайта, для предоставления аналитики, для хранения ваших предпочтений, для предоставления рекламы, включая поведенческую рекламу.
Мы используем на сайте как сеансовые, так и постоянные файлы cookie, а также различные типы файлов cookie для работы сайта:
Основные файлы cookie.Мы можем использовать необходимые файлы cookie для аутентификации пользователей и предотвращения мошеннического использования учетных записей пользователей.
Куки-файлы третьих сторон
В дополнение к нашим собственным куки-файлам мы также можем использовать различные куки-файлы третьих сторон, чтобы сообщать статистику использования сайта, размещать рекламу на сайте и через него и т. д.
Какие у вас есть варианты относительно файлов cookie
Если вы хотите удалить файлы cookie или дать указание своему веб-браузеру удалить или отказаться от файлов cookie, посетите страницы справки вашего веб-браузера.
Обратите внимание, однако, что если вы удалите файлы cookie или откажетесь их принимать, вы не сможете использовать все предлагаемые нами функции, вы не сможете сохранить свои предпочтения, а некоторые из наших страниц могут не отображаться правильно.
Где можно найти дополнительную информацию о файлах cookie
Вы можете узнать больше о файлах cookie и следующих сторонних веб-сайтах:
Все о файлах cookie: http://www.allaboutcookies.org/
Инициатива сетевой рекламы: http: //www.networkadvertising.org/
Свяжитесь с нами
Если у вас есть какие-либо вопросы об этой Политике конфиденциальности, свяжитесь с нами, посетив эту страницу на нашем веб-сайте: www.