Подробное описание сборки качелей из труб своими руками из различных материалов
Все меньше дети стремятся проводить свое свободное время на улице в то время, когда дома их ждут планшеты, смартфоны и прочие гаджеты. Чтобы задержать их на свежем воздухе подольше и заставить активно двигаться родители должны идти на всякого рода ухищрения. Наиболее простой, доступный и не затратный способ будет рассмотрен в данной статье.
Изготовление металлических качелей из труб своими руками простой конструкции
Для того чтобы изготовить изображенные на фото качели из труб своими руками необходимо приготовить такие инструменты и материалы:
1. Трубы следующих диаметров:
5 см – 1,5 м; 6.3 см – 6.2 м; 2.4 см – 8.4 м; 2.7 см – 1.2 м; 9 см — 1 м; 2х2х0.2 см – 5 м (профильная).
Детская площадка на даче своими руками станет для ребенка самым желанным уголком отдыха.
Сборка данной конструкции проходит в следующем порядке:
1. Отрез длиной 6.2 м распиливается на две равные части. Длина стоек выходит 3.1 м, их них 80 см будет находиться под землей, соответственно высота будущей конструкции 2.3 м.
2. Отрез длиной 1.5 м приваривается своими краями к верхушкам опор высотой 3.1 м.
3. От пластины отпиливаются два отрезка длиной по 10 см. В каждом из них проделывается по два отверстия диаметром по 3 см.
4. В верхние отверстия пластин продевается сегмент длиной 1.2 м. Пластины привариваются на расстоянии 20 см от краев сегмента.
5. От элемента диаметром 9 см отпиливаются два отрезка шириной около 5 см. Данные отрезки продеваются на верхнюю горизонтальную планку конструкции. В свободное пространство насаженных колец вставляются подшипники.
6. Далее кольца обвариваются и сжимаются таким образом, чтобы их форма обтекала окружность отреза, на который они насажены, и подшипники, вставленные в них. Готовые элементы имеют форму восьмерки. При обваривании колец важно периодически охлаждать подшипники.
7. Во внутренние отверстия подшипников вставляется отрез с приваренными к нему пластинами. Внешние края колец закрываются отрезками пластины для предупреждения выпадения подшипников из них.
8. Каркас устанавливается на место, края опор закапываются в землю и заливаются бетоном.
9. Отрез длиной 8.4 м распиливается на четыре равные части. К каждой опоре приваривается под наклоном при помощи небольших пятаков из металлической пластины по два сегмента диаметром 2. 4 см.
10. В отверстия на отрезках пластин расположенных под верхней планкой продеваются карабины, к которым пристегивается цепь удерживающая сидение.
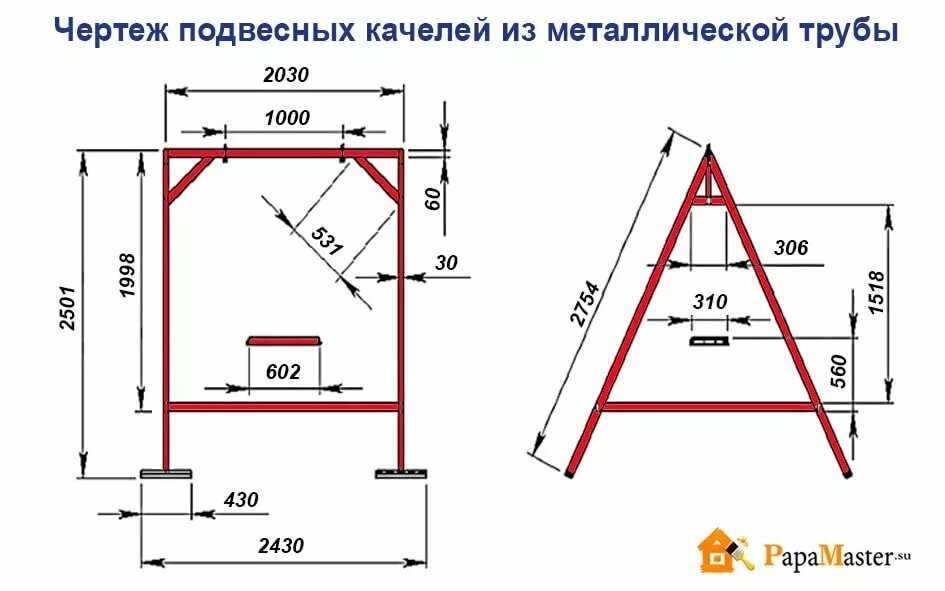
варианты конструкций качелей из металлической трубы
варианты сидений
Сборка простой пластиковой конструкции легкого веса
Для изготовления пластиковых качелей из труб своими руками следует приобрести следующие материалы и инструменты:
1. Труба диаметром 4 см.
2. Тройники У-образные – 4 шт.
3. Тройники Т-образные – 4 шт.
4. Уголки – 6 шт.
5. Сварочный аппарат.
6. Болты с крючками или кольцами, гайки.
Собираются данные качели из труб своими руками следующим образом:
1. Основной материал нарезается на три сегмента длиной 1.2 м, два сегмента — 2 м, четыре сегмента – 1.8 м.
2. К краям одного элемента (1.2 м) привариваются уголки. У оставшихся двух элементов отрезаются от краев участки, длина которых соответствует ширине тройников Т-образных. После данные тройники привариваются к каждому краю элементов, а после них привариваются уголки (соединительным элементом выступает небольшой отрезок основного материала).
3. К уголкам первого сегмента привариваются У-образные тройники посредством того же материала (по два с каждой стороны). Выходы тройников расположенные под уклоном должны располагаться зеркально по отношению друг к другу.
4. У-образные тройники верхней планки соединяются с уголками нижних планок посредством отрезов длиной 1.8 м.
5. Т-образные тройники нижних двух планок соединяются друг с другом отрезами длиной 2 м.
6. В верхней планке проделываются отверстия, в которые вставляются болты с крючками фиксируемые гайками. На крючки подвешивается сиденье.
ЧИТАТЬ ПО ТЕМЕ:
Простые и оригинальные кресло-качели легко сделать самому.
Приобретение данных конструкций совершенно не оправдано в финансовом плане.
Даже пластиковые модели, на порядок менее крепкие, обойдутся в несколько раз дороже, нежели покупка материалов для самостоятельного изготовления приведенных примеров. Если опыта в сварочных работах не много, рекомендуется перед началом работ потренироваться в сварке небольших отрезков металлических либо пластиковых сегментов.
из металла, дерева, профильной трубы
Садовые качели — это функциональная и красивая вещь. Их часто используют в ландшафтном дизайне, чтобы украсить дачный участок. Помимо этого, в тёплое время года на них можно отдыхать: читать книгу, пить чай, беседовать с гостями. На зиму их легко унести с территории, конструкция не требует разборки, она лёгкая и компактная.
Сделать садовые качели своими руками нетрудно: важно выбрать тип материалов, дизайн и размер сооружения. В магазине выбор таких интересных декораций совсем невелик и стоят они недёшево.
Садовые качели из металла своими руками
Классические садовые качели изготавливаются из металла. В таких изделиях каркас может быть либо сварным, либо сварно-разборным. Если выбрать первый вариант, то придётся учиться работать со сварочным аппаратом. Разборные конструкции скрепляются при помощи гаек и болтов.
Чертежи и схемы
Чертить схемы можно, если определились с габаритами сооружения. Следует учесть ширину, длину, количество материалов, а также собственные навыки.
Не рекомендуется разрабатывать сложные чертежи, если ранее не было опыта сборки металлических конструкций.
Существуют многоместные качели разных форм и размеров. На некоторых из них можно отдыхать лёжа, другие же не предполагают горизонтального расположения. На иллюстрации ниже изображена конструкция со сборными каркасными сваями и сварным сидением.
При умении производить сварочные работы можно попробовать изготовить то, что продемонстрировано на иллюстрации. Но проще всего заменить сидение на такое же, сделанное из дерева либо собранное из металлических балок. Тут всё зависит лишь от уровня мастерства и фантазии человека.
Верёвки, на которые подвешиваются качели, можно заменить на канаты, цепи, балки. К каждому материалу подбираются индивидуальные крепления.
Большой популярностью в сфере ландшафтного дизайна пользуются дачные качели на одно место. Выглядят они совсем иначе и изготавливаются по совершенно другим чертежам.
Такую конструкцию соорудить непросто, так как придётся сваривать множество деталей, чтобы получилось округлое сидение. Либо же его можно заменить на любое другое, выполненное из иных материалов и обладающее простой формой. Некоторые умельцы отдельно покупают соломенные, деревянные, пластиковые кресла и подвешивают их на крепления.
Проще всего сделать плетёные качели на верёвках либо канате, прикреплённые к металлическому каркасу.
При желании на любые качели можно установить дополнительные элементы: крышу, уберегающую от осадков, подставку под ноги, ручки и подлокотники для удобства отдыхающих.
Необходимые инструменты и материалы
Инструменты и материалы, которые понадобятся для сооружения качелей из металла, у всех будут разными — в зависимости от выбранной схемы и чертежа.
Из основных потребуется:
металлические балки;
скрепляющие элементы (шурупы, рым-болты, контргайки, гроверы) ;
сверло;
сварочный аппарат;
крепления для цепей, верёвок или иных держателей;
готовое купленное сидение либо заранее сооружённое самостоятельно.
На последнем этапе строительства желательно приобрести специальные растворы, предохраняющие материал от ржавчины.
Пошаговая инструкция
Инструкция поможет дачнику соорудить самые обычные садовые качели, не подразумевающие неординарных дизайнерских решений.
Изначально надо решить: будет ли конструкция вкопана в землю либо подразумевается прикручивание устойчивых ножек. При первом варианте надо сделать замеры и копать ямки, чтобы потом вставить туда каркасные сваи. После помещения каркаса в землю его заливают бетоном, иначе сооружение расшатается.
После надо заняться скреплением деталей. Отверстия сверлят самостоятельно либо приобретают байки с уже сделанными дырками. Рым-болты вставляются в вертикально просверлённые в перекладине отверстия и контрятся гайками с гроверами с обеих сторон.
Сидение надо собирать заранее. Никаких конкретных рекомендаций дать нельзя, так как все дачники предпочитают разрабатывать индивидуальные проекты. Начинающим мастерам сварочными работами заниматься не следует — гораздо легче присоединить к каркасу деревянное сидение, сколоченное из досок, сплетённое либо купленное в магазине. Конкретно этот чертёж предполагает использование готовой конструкции.
Если основа уже есть, то осталось покрасить её, прикрепить карабины, повесить цепи, и качели готовы. В данном случае используются крупные карабины с защёлкой, которые не дадут креплению разогнуться при больших нагрузках. Снизу цепь прикована к самодельным ручкам, закрученным из металлической балки средней толщины.
Данная схема подразумевает навешивание поликарбонатной крыши. Если металлические балки закрученные, а не прямые, как это показано на фотографии, то придётся присоединить ещё две штуки по горизонтали и к ним крепить поликарбонат. Если же они прямые, как у обычных детских качелей, то крыша будет узкой. К верхней свае, расположенной горизонтально, перпендикулярно прикрепить 3-4 маленьких балки, на которые впоследствии и положить крышу.
При выборе круглых качелей придётся докупать дополнительные материалы.Они ставятся на подставку, а не закапываются в землю. Сами сваи могут быть как прямыми, так и закрученными.
Самый простой вариант сооружения таких качелей заключается в следующем:
Сначала нужно сварить подставку и каркасную основу.
Сверху прикрепить крупный карабин либо крючок.
Подвесить на цепь, верёвку или канат шину, круглое плетёное либо плотное тканевое кресло, закреплённое на сваренных байках.
Из дерева
Все деревянные качели строят примерно по одинаковому принципу. Их отличия лишь в выборе материалов для крыши и декоре. В основном все модели очень схожи друг с другом. Делать их значительно проще, чем металлические.
Чертежи и схемы
Начинается работа с чертежей и схем. Рекомендуется использовать готовые, чтобы сэкономить время. Если мастеру нужен классический каркас, то подойдёт любой чертёж для деревянных качелей. Уже в процессе можно будет экспериментировать и продумывать дополнительную детализацию.
Есть смысл рисовать индивидуальные эскизы только тем мастерам, которые хотят соорудить какую-то другую конструкцию, сильно отличающуюся от классической. Примеры таковых приведены на фотографиях ниже.
Необходимые инструменты и материалы
Для работы потребуются следующие материалы:
деревянные брусья;
доски, необходимые для строительства сидения;
цепь либо прочные верёвки;
карабины;
раствор из бетона;
гвозди и саморезы;
металлические уголки.
Из инструментов необходимы:
ножовка;
молоток;
дрель;
рулетка;
шуруповёрт.
Пошаговая инструкция
Последовательность действий в изготовлении классических деревянных качелей для сада такова:
Сначала сколачивается скамья, то есть сидение. Можно сделать её со спинкой или без. Желательно всё-таки рассматривать первый вариант, так как конструкция подразумевает длительное пребывание в одном положении.
После брусья прикопать в землю и залить бетонным раствором по аналогии с металлическими сваями. Они заранее должны быть сколочены друг с другом, образуя два каркаса треугольной формы.
К готовым вертикальным брусьям крепится рама. Монтаж производится с использованием саморезов и металлических уголков. В итоге получится пара треугольников, соединённых перекладиной наверху.
К верхней крепятся крюки или скобы. Через отверстия в них продевается цепь либо трос. Длина должна быть такой, чтобы сидящий доставал ногами до земли.
После надо крепить сидение и крышу из поликарбоната. Можно дополнить конструкцию тентом.
Если качели монтируются на открытой почве без асфальта и бетона, то брусья, из которых произведена нижняя рама, необходимо покрыть битумом. Этот состав надёжно защитит древесину от гниения.
Готовую конструкцию необходимо покрыть лаком или покрасить. Можно разрисовать её узорами, вырезать их ножом, купить специальный декор. Рекомендуется приобрести подушки, чтобы отдыхать было удобнее.
Качели из профильной трубы своими руками
Качели из профильных труб делают точно так же, как и металлические. Процесс во многом похож, да и визуально конструкции выглядят примерно одинаково. Они тоже бывают сборными и сварными.
Чертежи и схемы
Каркас ничем не отличается от каркаса качелей из металлических свай. Обычно изготавливают многоместную конструкцию с крышей или без неё. Сиденье может быть деревянным или металлическим. На схеме изображены качели с решёткой. Такую же можно изготовить путём сваривания труб либо сколачивания деревянных баек.
Проще всего сделать лавку из дерева и прикрепить её на металлические цепи.
Можно изготовить и одноместные круглые качели, использовав прямые или круглые профильные трубы. Изначально сооружается каркасная основа, а к ней уже прикрепляется кресло.
Необходимые инструменты и материалы
Для сооружения классических качелей из профильных труб необходимы следующие материалы:
трубы нужного размера;
профиль для стоек и перекладины;
заготовка сидения, изготовленная предварительно;
подвесы;
крепления;
6 рым-болтов с гайками и гравёрными шайбами.
Из инструментов нужно подготовить сварочный аппарат и сверло.
Пошаговая инструкция
План действий состоит из нескольких пунктов:
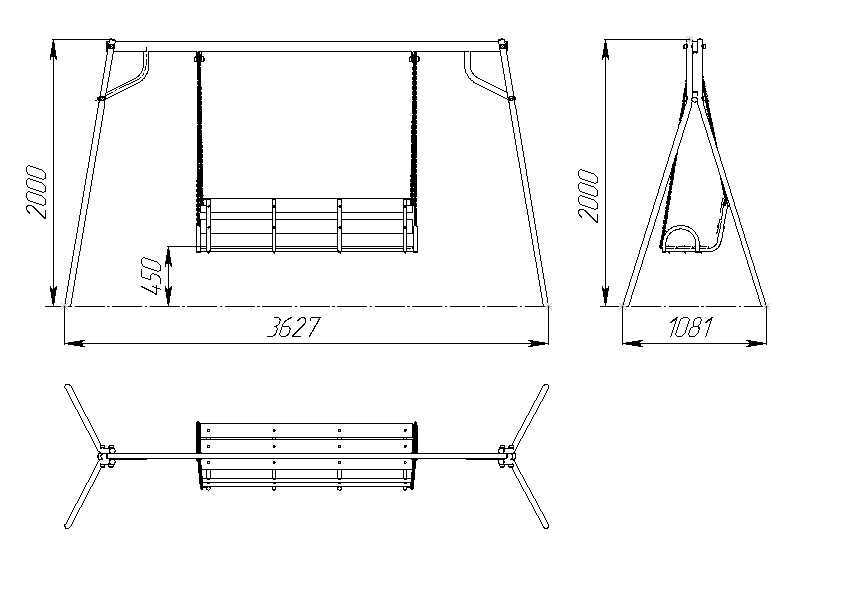
Для стоек отрезаются 4 трубы длиной по 2,5 м, для перекладины между ними — 2,1 м.
Края труб обрезаются под углом 30⁰ и попарно свариваются в виде равнобедренных треугольников.
Отступив от вершины на 2 м, приваривается горизонтальная перемычка размером 1,038 м.
К вершинам стоек, разнесённых на 2 м, приваривается перекладина. Её концы выступают на 50 мм с обеих сторон.
Для скамейки нарезаются деревянные бруски длиной по 1,5 м, ошкуриваются и покрываются лаком.
На приготовленный каркас лавочки с приваренными креплениями для подвески их крепят болтами с шагом 20-25 мм. Расстояние между брусками в зависимости от их размера можно увеличивать или уменьшать.
Готовое сиденье подвешивается к перекладине с помощью рым-болтов, закрепленных в просверлённых отверстиях.
На расчищенной площадке выкапываются 4 ямки глубиной 0,45-0,5 м.
Для заливки подготавливается бетонная смесь из цемента, песка и воды в пропорции 1:2:3.
Дно ямок засыпается песком слоем в 10 см, устанавливаются опоры. Свободное пространство заполняется камнями и заливается бетоном.
Качели испытывают в действии через 3-4 дня, когда бетон полностью затвердеет.
Получившуюся конструкцию рекомендуется окрасить в понравившийся оттенок либо покрыть раствором, который предотвращает появление ржавчины.
К уже готовым качелям можно прикрепить навес из древесины, поликарбоната, плотной водоотталкивающей ткани.
Самым простым способом является изготовление деревянных качелей для дачи. Их построение не требует специальных навыков, знаний, умений работы с инструментами. Не рекомендуется выбирать такие схемы, которые будет трудно воплотить в жизнь.
Автор: Андрей
Распечатать
Оцените статью:
(4 голоса, среднее: 5 из 5)
Поделитесь с друзьями!
Позиционирование купона «труба на пластине» для поворотного рычага
Одной из новых функций, включенных в обновление 6, является купон «труба на пластине» (POP). Используя этот купон, студент может попрактиковаться в 21 новом сварном шве в позициях 2F, 4F и 5F. Установка нового купона аналогична процессу, используемому для установки существующих шестидюймовых и двухдюймовых купонов для открытых корневых труб, которые можно найти во всех базовых пакетах и программном обеспечении VRTEX® 360. Новый купон POP добавляет потолочный шов 4F.
Физический купон POP предоставляется при покупке пакета программного обеспечения Upgrade 6.
1. Расположение для 2F и 5F POP:
Вставьте купон в поворотный рычаг, потянув плунжер поворотного рычага назад, и вставьте кнопку купона в отверстие
в верхней части поворотного рычага. Крест в нижней части купона должен полностью войти в углубление на верхней части поворотного рычага. Нажмите на поршень, чтобы зафиксировать купон на месте. Купон настроен на позицию 2F.
Чтобы перейти на позицию 5F, сначала перейдите в программе на экран выбора купона и измените выбор купона на 5F. Снимите штифт поворотного рычага, который обычно называют «штифтом трубы».
Это позволяет пользователю повернуть купон вниз до положения 90°, создавая таким образом положение 5F POP. Снова вставьте штифт трубы в поворотный рычаг. Это зафиксирует купон в положении 5F.
2. Позиционирование для 4F POP:
Вышеуказанные шаги, используемые для 2F и 5F, аналогичны шагам, используемым для двухдюймовых и шестидюймовых труб с канавками. Для 4F POP требуется другая настройка. Единственный способ размещения потолочной POP аналогичен методу , используемому для вставки потолочной Т-образной пластины или потолочной пластины с пазами. Расположите купон кнопкой вверх и отверстием для трубы вниз. С поворотным рычагом в
прямом положении рычага вытяните поршень. Вставьте кнопку купона в отверстие в нижней части поворотного рычага, и нажмите на поршень. Это зафиксирует купон в верхнем положении. Затем выберите соответствующее программное обеспечение 4F на экране выбора купона.
3. Создание сварного шва 6F:
Обновление 6 не включает положение 6F в качестве стандартного выбора сварного шва. Его не найти в последней версии WPS. Однако позиционирование 6F может быть достигнуто с помощью нескольких дополнительных шагов. Это потребует «создания нового допуска» и применения некоторой базовой логики.
Шаг 1 Перейдите в РЕЖИМ ИНСТРУКТОРА Шаг 2 Выберите ДОПУСКИ Шаг 3 Нажмите желтый значок РЕДАКТИРОВАТЬ Шаг 4 Нажмите СОЗДАТЬ НОВЫЙ Шаг 5 Назовите новый допуск «6F POP» Шаг 6 Прокрутите допуски. Найдите и выберите 6F POP. Подтвердите, нажав зеленый значок . Шаг 7. Нажмите зеленый значок еще раз, чтобы НАСТРОЙИТЬ
. Шаг 8. Выберите сварку 5F POP и выберите нужный процесс. . Шаг 9. Внесите необходимые изменения параметров в редакторе допусков. кнопку для выхода из системы . Шаг 11. Оставаясь в допуске «6F POP», перейдите к сварному шву «5F» Шаг 12 Установите поворотный рычаг в положение 6G Pipe. Изображение для экрана настройки сборки стойки
по-прежнему будет выглядеть как установка 5F . Шаг 13. Выберите наименее занятую среду — СВАРОЧНАЯ КАМЕРА Окружающая среда будет наклонена, поворотный рычаг согнут вниз, но в шлеме вид Купон POP будет выглядеть как под углом 6F. Все сварочные движения и параметры будут соответствовать позиции 6F.
Оценочная ссылка на 6F будет названием допуска «6F POP», , найденный в Отчетах учащихся (USB). Создайте собственный соответствующий WPS для ссылки на новый сварной шов. Все остальные сварные швы, обнаруженные в папке 6F, остаются в виде допусков ПО УМОЛЧАНИЮ.
Сварка 101 | Earlbeck Gases & Technologies
19.04.2023
0 комментариев
В современном быстро меняющемся мире производства компании постоянно стремятся повысить эффективность, чтобы оставаться конкурентоспособными. Одной из технологий, которая произвела фурор в отрасли, являются коллаборативные роботы или коботы. Коботы предназначены для совместной работы с людьми для повышения производительности и безопасности на рабочем месте. Сварочные приложения, в частности, значительно выиграли от этой технологии с появлением сварочных коботов. В этой статье мы углубимся в то, что такое сварочные коботы, как они работают, их преимущества и стоимость.
Что такое робот-сварщик?
Сварочный кобот — это коллаборативный робот, запрограммированный на выполнение сварочных работ совместно с людьми. Они не предназначены для замены вашего сварочного персонала, поскольку им по-прежнему требуется оператор для программирования и контроля процесса сварки, но они позволяют вашим сварщикам повысить производительность и качество сварки.
В отличие от традиционных сварочных роботов, которые устанавливаются на стационарном основании, сварочные коботы имеют компактную конструкцию и могут легко перемещаться между различными рабочими местами.
Они оснащены передовыми датчиками, камерами и программным обеспечением с искусственным интеллектом, которые позволяют им безопасно работать вместе с людьми без необходимости в защитных барьерах.
Как работают сварочные роботы?
Сварочные коботы имеют роботизированную руку, которая способна выполнять различные методы сварки, такие как MIG, TIG и точечная сварка. Они оснащены специальными сварочными горелками, которые позволяют сваривать широкий спектр материалов, включая сталь, алюминий и нержавеющую сталь. Оператору сварки необходимо обучить кобота сварке, которую необходимо выполнить, и эти программы сварки можно сохранить, если работу необходимо повторить. После того, как процесс сварки настроен и запрограммирован, он каждый раз создает стабильный сварной шов.
Каковы преимущества сварочных коботов?
Основные преимущества коботов для сварки включают повышенную безопасность, повышенную производительность и повышенную точность.
Используя сварочных коботов, компании могут снизить риск несчастных случаев и травм. Коботы-сварщики также могут работать быстрее и эффективнее, чем люди. В отличие от людей-сварщиков, которым требуются перерывы и отдых, коботы-сварщики могут работать непрерывно в течение длительного времени, повышая производительность и сокращая время простоя. Еще одним преимуществом является высокий уровень точности, которого могут достичь сварочные коботы. Коботы оснащены передовым программным обеспечением с искусственным интеллектом, которое может обеспечить точное позиционирование и точные результаты сварки. Большинство именно. с коботом вы можете сэкономить почти 60% времени и 70% производственных затрат.
Для чего нужны сварочные коботы? Они являются отличным решением для многопрофильных ремонтных мастерских, ремонтных и производственных цехов, ремонтных работ и восстановления деталей, крышных и мостовых ферм, механических подрядчиков и трубных мастерских, сельскохозяйственного оборудования, производителей стали и центров обслуживания металлов.
Какова стоимость сварочных коботов?
Стоимость сварочных коботов зависит от их размера, возможностей и характеристик. В среднем сварочный кобот может стоить от 50 000 до 100 000 долларов и более. Хотя это может показаться дорогим, важно учитывать долгосрочную экономию средств и преимущества, связанные с инвестициями в сварочного кобота. К ним относятся повышение производительности, улучшение качества и снижение трудозатрат. Компании также должны воспользоваться государственными субсидиями и доступными вариантами финансирования, которые помогут компенсировать затраты на модернизацию до технологий Индустрии 4.0.
Коботы-сварщики произвели революцию в обрабатывающей промышленности, повысив безопасность, производительность и точность. Хотя первоначальные инвестиции могут показаться обескураживающими, долгосрочные выгоды и экономия средств делают их достойными инвестициями для любой производственной компании. Используя коботов для сварки, компании могут оставаться конкурентоспособными и оставаться впереди в постоянно развивающемся мире производства.
Хотите узнать больше?
* Указывает обязательное поле
Имя *
Первый
Последний
Эл.
0 комментариев
13.04.2023
0 комментариев
Поскольку сварочная отрасль продолжает расти, спрос на квалифицированных и хорошо обученных сварщиков также растет. Один из способов продемонстрировать свою компетентность и получить конкурентное преимущество на рынке труда — пройти программу сертификации сварщиков Американского общества сварщиков (AWS). В этой статье мы более подробно рассмотрим преимущества получения статуса сертифицированного сварщика, процесс сертификации и квалификацию, необходимую для получения сертификата.
Что такое программа сертификации сварщиков Американского общества сварщиков? Программа сертифицированных сварщиков AWS — это ценный сертификат, демонстрирующий компетентность сварщика в области сварки, и признанный во всей отрасли как показатель компетентности в области сварки. Программа проверяет сварщиков по конкретному процессу сварки и применению, чтобы убедиться, что их навыки соответствуют отраслевым стандартам.
Какие преимущества дает статус сертифицированного сварщика AWS? Во-первых, статус сертифицированного сварщика AWS означает, что вы обладаете техническими навыками и знаниями, необходимыми для достижения успеха в сварочной отрасли. Благодаря сертификации вы можете продемонстрировать передовые знания различных процессов сварки, включая дуговую сварку в среде защитного газа (SMAW), дуговую сварку с флюсовой проволокой (FCAW), дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW) и дуговую сварку в среде защитного газа (GMAW). Это поможет выделить вас среди других сварщиков и откроет возможности для более высокооплачиваемой работы или должностей с большей ответственностью.
Каковы требования для получения сертификата AWS? Для получения сертификата AWS не требуются какие-либо предварительные курсы или опыт. Вы просто должны сдать экзамен по сварке, который оценивает ваши навыки в соответствующем сварочном процессе. Чтобы обеспечить согласованность и качество, тестирование должно проводиться в соответствии со стандартами AWS в аккредитованном AWS испытательном центре, а сварные швы проверяются сертифицированными AWS специалистами. После успешного прохождения теста успешные кандидаты получают сертификат и становятся сертифицированными сварщиками AWS. Какие сертификаты я могу получить в рамках программы AWS Certified Welder Program?
Код
Процесс
Газ
Присадочный металл
Основной металл
Должность
Толщина/основа Толщина/наруж. диаметр трубы и основа
Сертификат сертифицированного сварщика AWS Название
D1. 1
СМАВ
Н/Д
E6010 ИЛИ E7018
А36
3G
U — 1/8″ Без ограничений ПЛАСТИНА 3/8″
Плита SMAW
D1.1
GMAW
AR/CO2 75/25
ER70S-X
А36
3G
U — 1/8″ Без ограничений ПЛАСТИНА 3/8″
Пластина GMAW
D1.1
FCAW
AR/CO2 75/25
Э71Т
А36
3G
U — 1/8″ Без ограничений ПЛАСТИНА 3/8″
Плита FCAW
D1. 1
GTAW
АР
А36
3G
U — 1/8″ Без ограничений ПЛАСТИНА 3/8″
Плита GTAW
D17.1
GTAW
АР
ER309
М8
3G
.0388 — .232
Нержавеющая сталь от 18 до 10 калибра
ASME Раздел IX
СМАВ
Н/Д
E6010 ИЛИ E7018
SA106-B или A53-B
6G
U — 1/8″ Без ограничений 6″ ТРУБА — 0,280 Стена
Труба SMAW
ASME Раздел IX
GTAW
АР
ER70S-X
SA106-B или A53-B
6G
U — 1/8″ Без ограничений 2″ ТРУБА — 0,218 Стена
Труба GTAW (углеродистая сталь)
ASME Раздел IX
GTAW
АР
309л
SA106-B или A53-B
6G
U — 1/8″ Без ограничений 2″ ТРУБА — 0,218 Стена
Труба GTAW (от нержавеющей стали к углеродистой стали)
Как сохранить активным свой сертификат AWS Welder Certification? Сертификаты D9.1 для Кодекса сварки листового металла требуют обслуживания каждые 12 месяцев. Сертификаты в соответствии с D1.1 и большинством других кодов требуют обслуживания каждые 6 месяцев. Форму подтверждения сертификации сварщика необходимо отправить онлайн через https://cw.aws.org/.
В заключение, стать сертифицированным сварщиком AWS — это отличный способ продемонстрировать свои навыки в области сварки и продвинуться по карьерной лестнице. Инвестируя в процесс сертификации, вы можете получить конкурентное преимущество в отрасли, доказать потенциальным работодателям, что у вас есть навыки и знания, необходимые для достижения успеха в этой области, и открыть новые возможности трудоустройства. Если вы заинтересованы в том, чтобы стать сертифицированным сварщиком AWS, мы рекомендуем вам начать с изучения сертификационных требований и подготовки к сертификационному экзамену. При самоотверженности, подготовке и приверженности своему делу вы можете пройти сертификацию AWS и вывести свою карьеру сварщика на новый уровень.
Готовы записаться на тест?
Запишитесь на прием, позвонив нам по телефону (410) 687-8400. Сертификационные испытания проводятся по вторникам и четвергам, начиная с 8:00 утра, в наших офисах в Балтиморе, штат Мэриленд, и в Йорке, штат Пенсильвания. В день теста возьмите с собой удостоверение личности с фотографией и защитное снаряжение.
Не является местным для MD или PA? Найдите свою испытательную лабораторию ATF здесь.
0 комментариев
03.04.2023
0 комментариев
Хотите узнать, как вы можете получить потенциальную общую скидку до 700 долларов США при покупке продуктов Miller®? Компания Build with Blue™ запустила новую программу Spring Savings Rebate, включающую 6 моделей машин, шлемы серии Digital Infinity™ и 2 комплекта газового оборудования.
Предложение действует с 1 апреля по 30 июня 2023 г.
Все, что вам нужно сделать, это приобрести соответствующий продукт, получить серийный номер для этих продуктов в электронной копии счета или квитанции, а затем посетить веб-сайт Miller и нажать кнопку скидки, чтобы отправить запрос на скидку. Если вы хотите увеличить скидку, купив несколько продуктов, просто обязательно обведите каждую соответствующую позицию в счете или квитанции.
Обратите внимание, что скидки должны быть отправлены в течение 30 дней с даты покупки. Если вы давно хотели приобрести новые продукты Miller®, теперь у вас есть шанс сэкономить!
0 комментариев
29.03.2023
0 комментариев
Традиционный сварочный генератор — отличный вариант, если у вас есть кто-то, кто работает исключительно в полевых условиях и ему нужен собственный источник питания. Хотя для многих это не всегда так. С пакетом Earlbeck Pioneer Pack у вас есть возможность запускать электроэнергию здания ИЛИ от вашего генератора, поэтому у вас есть возможность выбирать приложение за приложением.
Благодаря отделению сварочного оборудования от генератора, это позволяет нам адаптировать комплект к конечному пользователю. Например, вам нужно, чтобы два сварочных аппарата работали одновременно? Вам нужно MIG/TIG или Stick, или, может быть, даже все 3? Мы можем учесть все это, чтобы убедиться, что вы получаете пакет, который подходит именно вам.
Готовы увидеть его в действии? Посмотрите видео ниже, чтобы узнать больше.
0 комментариев
17.03.2023
0 комментариев
Двухпроводное решение HyperFill от Lincoln Electric было разработано, чтобы произвести революцию в производительности тяжелого производства. Разработанный для полуавтоматических и роботизированных приложений, HyperFill переопределяет сварку с высоким наплавлением, что позволяет выполнять сварные швы большего размера быстрее и проще. Благодаря своей инновационной конструкции с двойной проволокой HyperFill обеспечивает скорость осаждения свыше 18 фунтов. /час. (24+ фунта в час роботизированно) без ущерба для качества сварки или простоты использования оператором.
HyperFill в трубной промышленности HyperFill — это изменивший отрасль процесс сварки двойной проволокой, который обеспечивает значительно более высокую производительность сварки труб при простоте, которой может научиться пользоваться любой трубосварщик. Процесс HyperFill выполняется на машине Power Wave или PIPEFAB последнего поколения. Корневой проход выполняется с помощью STT, а заполняющий и закрывающий проходы выполняются с помощью HyperFill. Было доказано, что использование HyperFill в технологических трубопроводах с поворотом на 1G значительно увеличивает диаметр в дюймах в день.
Требования HyperFill HyperFill — это запатентованное и лицензированное решение для двухпроволочной сварки, предназначенное специально для работы с избранной сварочной проволокой Lincoln Electric. Для доступа к этому лицензированному решению требуется активация через платформу активации Lincoln Electric REVEAL.
Преимущества HyperFill Делайте больше за меньшее время благодаря более высокой скорости наплавки. При однопроходной сварке вы можете получить сварной шов того же размера и длины с более высокой скоростью перемещения. При многопроходной сварке вы можете делать меньше проходов и перемещаться быстрее, чтобы получить сварной шов того же размера/длины, что и при сварке одной проволокой.
Hyperfill также менее склонен к подрезам и другим внутренним неоднородностям благодаря более широкому конусу дуги, который обеспечивает более прочный профиль проплавления сварного шва. Также снижается образование дыма, а внешний вид и ощущения остаются такими же, как при обычном процессе с одной проволокой, работающем при гораздо более низкой скорости наплавки для сварщика, поэтому эту технологию легко внедрить.
И это просто:
Один источник питания
Одно устройство подачи
Одинарная гильза пистолета
Одиночный контактный наконечник
Одинарный водяной охладитель
Одинарная электрическая дуга
0 комментариев
10.03.2023
0 комментариев
Если вы работаете в сфере производства, вы понимаете, что обеспечение согласованности и качества ваших операций является ключом к достижению бизнес-целей. Правильные инструменты и технологии могут помочь в этом, обеспечивая производительность, точность и воспроизводимость. Трубогибочный станок Ercolina TB80 предлагает эти и другие преимущества, что делает его идеальным решением для ваших нужд.
Этот настраиваемый гибочный станок с трубой диаметром 3 дюйма и расширенными возможностями управления произведет революцию в ваших операциях — настолько, что вы не поверите, насколько он изменчив. Он также может быть преобразован в гибочный станок на оправке с дополнительными принадлежностями. Продолжайте читать, чтобы узнайте больше о его возможностях фасонного изгиба, расширяемых наборах инструментов и надежных конструктивных особенностях, которые обеспечивают надежность даже при интенсивных производственных нагрузках
Трубогибы и машины Ercolina гарантируют качественные гибки различных размеров, форм и материалов — от труб большого диаметра , трубчатые, квадратные, прямоугольные, сплошные и другие профили.
Продвигайтесь вперед с доступными по цене решениями Ercolina для гибки труб, которые улучшат отделку вашей продукции, одновременно увеличивая прибыль.
Основные характеристики
Идеально подходит для производства стабильного качества гибки больших труб, труб, квадратных, сплошных и других профилей с автоматической настройкой
Система быстрой смены инструмента с несколькими радиусами
Цифровой дисплей угла гиба и скорости гиба
Изгиб под любым углом до 180° с независимым пружинением материала и компенсацией скорости для каждого изгиба
Меню значков управления на сенсорном экране для быстрого доступа к автоматическому и ручному режимам работы
Ножная педаль для управления функциями изгиба и возврата
Откидывание тисков гибочной матрицы для облегчения работы с материалом
Положение тисков гибочной матрицы контролируется электронным способом для обеспечения точности и повторяемости
Прочный стальной редуктор, с возможностью изгиба вправо или влево0786
Двухосевой стол позиционирования для нескольких и последовательных гибов доступен по специальному запросу
Диагностика станка на экране
Доступны отдельные инструменты
Возможности верхнего гибочного станка TB80
Тип материала
Максимальный диаметр
Максимальная толщина стенки
Труба
2. 500 труба
СЧ 40 Класс A A53
Труба из мягкой стали
3.000
.120
Нержавеющая сталь
2.500 труба
СЧ 10
Круглые тела
1.500
нет данных
Квадратная трубка
2 500 x 2 500
.125
Ercolina предлагает профессиональную серию трубогибов и трубогибов от 2 до 6 дюймов. Независимо от области применения, возможности использования трубогибочных станков на производственной линии безграничны и могут быть использованы для получения ошеломляющих результатов. Если вы хотите узнать больше о том, как гибка профилей может помочь вашему бизнесу или какая модель лучше всего подходит для вашего бизнеса, свяжитесь с нами ниже — мы будем рады обсудить это подробнее!
0 комментариев
06. 03.2023
0 комментариев
Готовы ли вы перейти на новую систему Hypertherm Powermax или модифицировать резак? Теперь это еще проще!
Заработайте до 1115 долларов США в кредит на обмен на свой старый плазменный аппарат или резак, , независимо от состояния или стоимости вашего оборудования.
Требования к предложению:
Чтобы иметь право на обмен системы, кредит должен быть применен к покупке плазменной системы Powermax.
Чтобы получить право на обмен резака, кредит должен быть применен к покупке модифицированного резака RT80 или Duramax MRT, HRT или HRT.
Система Powermax или модифицированный резак
Сумма кредита
Powermax30 XP
220,00 $
Powermax30 AIR
275,00 $
Powermax45 XP
$310,00
Powermax65 SYNC
470,00 $
Powermax85 SYNC
620,00 $
Powermax105 СИНХРОНИЗАЦИЯ
800,00 $
Powermax125
1 170,00 $
Резак RT80
80,00 $
Резак Duramax MRT (машина)
85,00 $
Резак Duramax HRT (ручной)
85,00 $
Резак Duramax HRTs (15″ ручной)
85,00 $
Свяжитесь с Earlbeck Gases & Technologies для получения более подробной информации (customerservice@earlbeck. com) или заполните контактную форму ниже.
Торговля Hypertherm
* Указывает обязательное поле
Имя *
Первый
Последний
Электронная почта *
Комментарий *
Представлять на рассмотрение
0 комментариев
01.03.2023
0 комментариев
Хотите больше гибкости и универсальности при работе на строительной площадке? Вы устали быть привязанным к сварочному аппарату? Не ищите ничего, кроме пакетов Pioneer Pack от Earlbeck.
Наши комплекты Pioneer Pack позволяют преодолеть ограничения традиционных сварочных аппаратов с приводом от двигателя. Разделив сварочный аппарат и генератор, мы можем предложить сопоставимый пакет по более низкой цене, который настраивается для вашего применения, сокращая при этом возможные простои и затраты на ремонт.
Оснащенный профессиональными генераторами Honda производства Winco в сочетании со сварочным оборудованием Fronius, вы можете расширить свой проект, позволяя использовать до 2 источников питания одновременно. Это означает, что вы можете получить мощность, которая вам нужна, когда она вам нужна, не привязываясь к громоздкому сварочному аппарату с приводом от двигателя.
Наши комплекты Pioneer Pack не только настраиваемые и надежные, но и универсальные. Благодаря мощности генератора, когда вам это нужно, вы можете управлять сварочным оборудованием на расстоянии до 300 футов от входной мощности. Это дает вам свободу работать в удаленных местах или над крупными проектами, не беспокоясь о доступе к электроэнергии.
На стройплощадке, где есть энергия, которую можно использовать? Нет необходимости сжигать топливо или запускать сотни футов свинца с вашей буровой установки. Просто отключите один из источников питания Fronius от генератора Winco и воспользуйтесь преимуществами электроэнергии на стройплощадке.
Так зачем же соглашаться на ограничения сварочного аппарата с приводом от двигателя, если вы можете проложить собственный путь с комплектами Pioneer Pack от Earlbeck? Свяжитесь с нами сегодня, чтобы узнать больше о том, как наше инновационное решение может вывести ваши сварочные проекты на новый уровень.
Патент заявлен
0 комментариев
25.02.2023
0 комментариев
Когда речь идет о промышленном газе, у вас есть множество вариантов хранения. Ключевым моментом является поиск правильного метода для вашего использования: цилиндры, люльки, сосуды Дьюара, микроналивки и насыпи имеют свои уникальные преимущества. Но независимо от того, сколько газа вы ищете, всегда есть оптимальные решения, которые обеспечат бесперебойную работу, чтобы предприятия могли максимизировать производительность, не разоряя банк.
Как выбрать, из чего выбрать, что лучше всего подходит для вашего бизнеса? Многие компании начинают свой выбор, основываясь на их текущем использовании, но обычно по мере развития вашего бизнеса ваши предложения перерастают. Компании должны быть осторожны, чтобы не основывать свои текущие поставки газа на вчерашние потребности.
Существуют ключевые индикаторы, которые показывают, когда компании нужен новый режим снабжения. К ним относятся:
необходимость частых поставок (как правило, более одного раза в неделю)
сомнительная надежность, например выход из строя, который может привести к остановке производства поставщики, участвующие в определении того, какой способ поставок лучше всего подходит для вашего бизнеса, поскольку они могут дать полезный совет и поделиться своим опытом. Они смогут помочь определить ваши болевые точки и определить план их решения с помощью таких решений, как увеличение поставок за счет использования подставок, систем микроналивов или насыпей или добавления систем мониторинга телеметрии. При внесении изменений в процесс газоснабжения обязательно учитывайте затраты, связанные с процессом перехода, и время, необходимое для перехода.
Ответьте на эти четыре вопроса при определении того, какой способ газоснабжения лучше всего подходит для вашего бизнеса: где будет мой бизнес через два года? Пять лет? Какое влияние это окажет на качество продукции и влияние труда? Что такое долгосрочные затраты? Есть ли влияние на качество или эффективность поставок, которое можно измерить количественно?
Выбор надлежащего режима подачи вашего промышленного газа может привести к повышению эффективности и безопасности, а также к снижению затрат и ухудшению ситуации. И не забывайте, что компания Earlbeck Gases бесплатно проведет анализ использования и применения вашего газа, чтобы помочь вам увеличить прибыль за счет оптимизации процессов.
0 комментариев
17.02.2023
0 комментариев
Сжатые газы являются важной частью многих промышленных процессов, и с ними следует обращаться с особой осторожностью.
 Доски.
Доски.
 4 см.
4 см. У оставшихся двух элементов отрезаются от краев участки, длина которых соответствует ширине тройников Т-образных. После данные тройники привариваются к каждому краю элементов, а после них привариваются уголки (соединительным элементом выступает небольшой отрезок основного материала).
У оставшихся двух элементов отрезаются от краев участки, длина которых соответствует ширине тройников Т-образных. После данные тройники привариваются к каждому краю элементов, а после них привариваются уголки (соединительным элементом выступает небольшой отрезок основного материала).
 В таких изделиях каркас может быть либо сварным, либо сварно-разборным. Если выбрать первый вариант, то придётся учиться работать со сварочным аппаратом. Разборные конструкции скрепляются при помощи гаек и болтов.
В таких изделиях каркас может быть либо сварным, либо сварно-разборным. Если выбрать первый вариант, то придётся учиться работать со сварочным аппаратом. Разборные конструкции скрепляются при помощи гаек и болтов. Тут всё зависит лишь от уровня мастерства и фантазии человека.
Тут всё зависит лишь от уровня мастерства и фантазии человека.
 После помещения каркаса в землю его заливают бетоном, иначе сооружение расшатается.
После помещения каркаса в землю его заливают бетоном, иначе сооружение расшатается. Снизу цепь прикована к самодельным ручкам, закрученным из металлической балки средней толщины.
Снизу цепь прикована к самодельным ручкам, закрученным из металлической балки средней толщины.


 Такую же можно изготовить путём сваривания труб либо сколачивания деревянных баек.
Такую же можно изготовить путём сваривания труб либо сколачивания деревянных баек.

 Используя этот купон, студент может попрактиковаться в 21 новом сварном шве в позициях 2F, 4F и 5F. Установка нового купона аналогична процессу, используемому для установки существующих шестидюймовых и двухдюймовых купонов для открытых корневых труб, которые можно найти во всех базовых пакетах и программном обеспечении VRTEX® 360. Новый купон POP добавляет потолочный шов 4F.
Используя этот купон, студент может попрактиковаться в 21 новом сварном шве в позициях 2F, 4F и 5F. Установка нового купона аналогична процессу, используемому для установки существующих шестидюймовых и двухдюймовых купонов для открытых корневых труб, которые можно найти во всех базовых пакетах и программном обеспечении VRTEX® 360. Новый купон POP добавляет потолочный шов 4F.

 Изображение для экрана настройки сборки стойки
Изображение для экрана настройки сборки стойки Одной из технологий, которая произвела фурор в отрасли, являются коллаборативные роботы или коботы. Коботы предназначены для совместной работы с людьми для повышения производительности и безопасности на рабочем месте. Сварочные приложения, в частности, значительно выиграли от этой технологии с появлением сварочных коботов. В этой статье мы углубимся в то, что такое сварочные коботы, как они работают, их преимущества и стоимость.
Одной из технологий, которая произвела фурор в отрасли, являются коллаборативные роботы или коботы. Коботы предназначены для совместной работы с людьми для повышения производительности и безопасности на рабочем месте. Сварочные приложения, в частности, значительно выиграли от этой технологии с появлением сварочных коботов. В этой статье мы углубимся в то, что такое сварочные коботы, как они работают, их преимущества и стоимость.



 Программа проверяет сварщиков по конкретному процессу сварки и применению, чтобы убедиться, что их навыки соответствуют отраслевым стандартам.
Программа проверяет сварщиков по конкретному процессу сварки и применению, чтобы убедиться, что их навыки соответствуют отраслевым стандартам. 1
1 1
1 40 ТРУБ
40 ТРУБ Если вы заинтересованы в том, чтобы стать сертифицированным сварщиком AWS, мы рекомендуем вам начать с изучения сертификационных требований и подготовки к сертификационному экзамену. При самоотверженности, подготовке и приверженности своему делу вы можете пройти сертификацию AWS и вывести свою карьеру сварщика на новый уровень.
Если вы заинтересованы в том, чтобы стать сертифицированным сварщиком AWS, мы рекомендуем вам начать с изучения сертификационных требований и подготовки к сертификационному экзамену. При самоотверженности, подготовке и приверженности своему делу вы можете пройти сертификацию AWS и вывести свою карьеру сварщика на новый уровень.
 Хотя для многих это не всегда так. С пакетом Earlbeck Pioneer Pack у вас есть возможность запускать электроэнергию здания ИЛИ от вашего генератора, поэтому у вас есть возможность выбирать приложение за приложением.
Хотя для многих это не всегда так. С пакетом Earlbeck Pioneer Pack у вас есть возможность запускать электроэнергию здания ИЛИ от вашего генератора, поэтому у вас есть возможность выбирать приложение за приложением. Разработанный для полуавтоматических и роботизированных приложений, HyperFill переопределяет сварку с высоким наплавлением, что позволяет выполнять сварные швы большего размера быстрее и проще. Благодаря своей инновационной конструкции с двойной проволокой HyperFill обеспечивает скорость осаждения свыше 18 фунтов. /час. (24+ фунта в час роботизированно) без ущерба для качества сварки или простоты использования оператором.
Разработанный для полуавтоматических и роботизированных приложений, HyperFill переопределяет сварку с высоким наплавлением, что позволяет выполнять сварные швы большего размера быстрее и проще. Благодаря своей инновационной конструкции с двойной проволокой HyperFill обеспечивает скорость осаждения свыше 18 фунтов. /час. (24+ фунта в час роботизированно) без ущерба для качества сварки или простоты использования оператором. 
 Он также может быть преобразован в гибочный станок на оправке с дополнительными принадлежностями. Продолжайте читать, чтобы узнайте больше о его возможностях фасонного изгиба, расширяемых наборах инструментов и надежных конструктивных особенностях, которые обеспечивают надежность даже при интенсивных производственных нагрузках
Он также может быть преобразован в гибочный станок на оправке с дополнительными принадлежностями. Продолжайте читать, чтобы узнайте больше о его возможностях фасонного изгиба, расширяемых наборах инструментов и надежных конструктивных особенностях, которые обеспечивают надежность даже при интенсивных производственных нагрузках 500 труба
500 труба 03.2023
03.2023 com) или заполните контактную форму ниже.
com) или заполните контактную форму ниже.
 Компании должны быть осторожны, чтобы не основывать свои текущие поставки газа на вчерашние потребности.
Компании должны быть осторожны, чтобы не основывать свои текущие поставки газа на вчерашние потребности.
