Инверторный сварочный аппарат из старого телевизора
Главная > Сварочные аппараты > Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
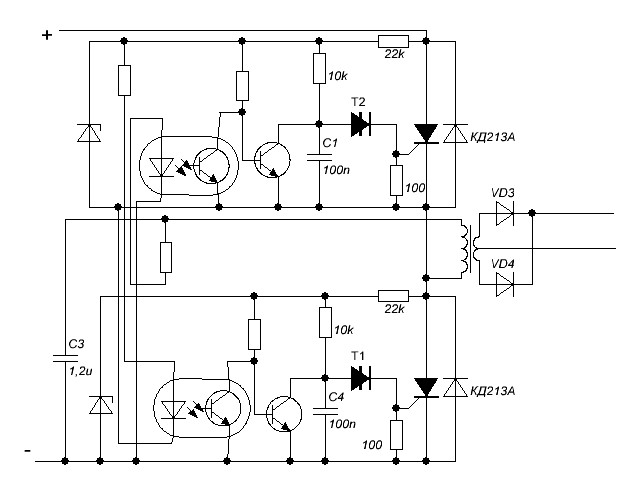
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40. ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А.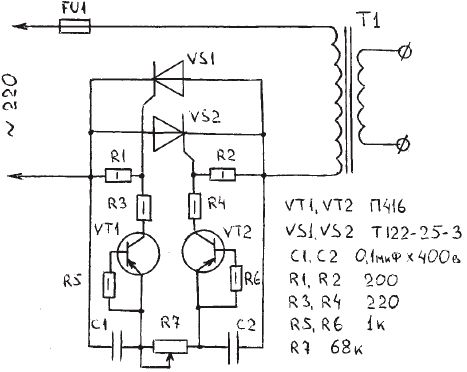 Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1. ..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2. ..0,3 мм.
..0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом.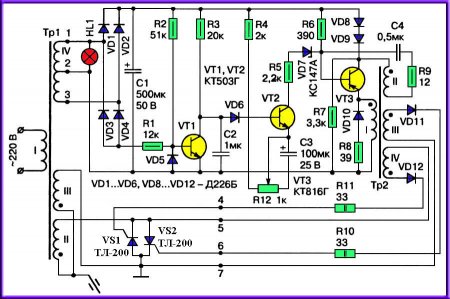 Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочный аппарат на мощных тиристорах
Реклама на сайте
материалы в категории
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
Схема сварочного аппарата на тиристорах
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.
А.ЧЕРНОВ, г. Саратов
Самодельный сварочный аппарат для дуговой сварки – блог Dan’s Workshop
Соберите свой собственный сварочный аппарат для дуговой сварки! Многие из вас так терпеливо ждали появления этих ПОДРОБНЫХ ПЛАНОВ , которые вы можете приобрести и загрузить (4,6 МБ в формате pdf!) за небольшую плату.
8,95 долларов США / Скачать
Вы получаете 90 страниц высококачественных цветных иллюстраций, фотографий, заметок по конструкции
и всех часто задаваемых вопросов в удобном для печати формате PDF. И НАМНОГО больше
И НАМНОГО больше
информации, чем бесплатная (читай: тощая) версия.
Поскольку я очень предан своим читателям, оригинальная HTML-версия моих чертежей самодельного сварщика
все еще здесь. Это не исчезнет. Итак, вы,
, можете просмотреть (как всегда: бесплатно) фотогалерею этого проекта
ниже.
Изготовлен из старых трансформаторов микроволновых печей. Твердотельный модуль SCR
обеспечивает регулировку мощности, в отличие от обычных сварочных аппаратов AC
, которые просто переключают трансформатор с несколькими ответвлениями.
Обновление за июнь 2013 г.: вот хорошая ссылка, объясняющая, как работают SCR:
http://www.allaboutcircuits.com/vol_3/chpt_7/5.html
(при поиске нашел, как использовать 4 больших «хоккейных» тиристора для изготовления выпрямительного моста)
Вот
фото . Как видите, разделов три. Нижняя секция
, являющаяся основанием шкафа, несет 8 трансформаторов. (Четыре видны
.) В центральной секции находятся охлаждающие вентиляторы, элементы управления питанием
и большая часть проводки.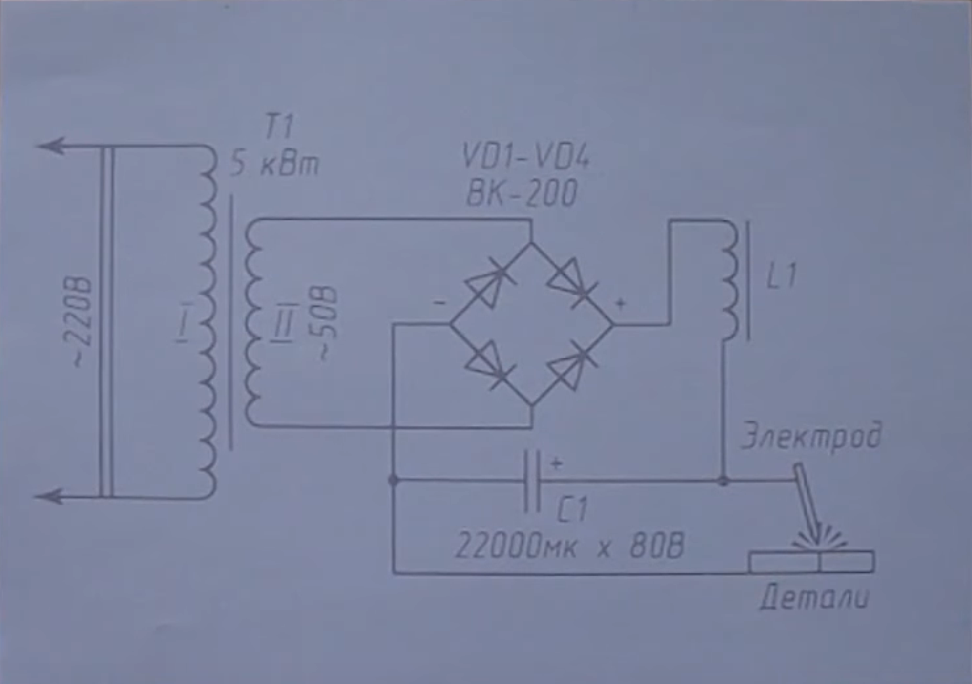 Верхняя часть представляет собой лоток для инструментов и ручку для переноски
Верхняя часть представляет собой лоток для инструментов и ручку для переноски
. (Я говорю «ручка для переноски» немного осторожно; этот зверь
весит 140 фунтов!) Прокрутите вниз, чтобы увидеть схему и примечания к дизайну!
Собери свой собственный сварочный аппарат!
Нажмите на картинку, чтобы увеличить ее. Это то, что большинство из вас,
, хотели увидеть, поэтому я поместил это изображение вверху страницы
. Он также включен ниже на странице, где есть более
информации о каждом компоненте. Обратите внимание, что эта схема не является абсолютной. Допуски для полупроводников и катушек индуктивности различаются настолько, что вы можете
придется поэкспериментировать со значениями и конфигурациями, чтобы заставить
работать в вашей собственной уникальной ситуации.
Зачем создавать собственный сварочный аппарат?
Благодаря тому, что технологии доступны практически всем,
у домашних любителей появляется все больше возможностей. Вероятно, вы читаете это руководство для
Вероятно, вы читаете это руководство для
либо зная о возможности легко найти детали, встроенные в
в простые конструкции, либо желаете узнать об этом больше. Это то, что
это руководство; моя цель — сообщить об этих проектах и позволить
вам, как читателю, создать полезные инструменты и извлечь выгоду не только из
их использования, но и из знаний и опыта, полученных при фактическом планировании,
сборке и завершении такого проекта.
Факты о самодельных инструментах
Есть несколько важных фактов о самодельных инструментах. Вы не можете всегда экономить деньги, создавая собственное оборудование. Изготовление собственных инструментов может занять очень много времени. А самодельная техника не всегда лучше
куплен в магазине.
Вот обратная сторона этих фактов. У большинства из нас
больше времени, чем денег. Если мы сможем найти источники дешевых или бесплатных деталей
, мы сможем сэкономить много денег, а время будет единственным дополнительным расходом.
Кроме того, некоторые самодельные инструменты даже не доступны в магазине или могут иметь
удобные функции, которых нет в их купленных в магазине аналогах.
Люди строят собственное торговое оборудование по разным причинам, на некоторые из которых я уже намекал:
Им нравится что-то строить
Они хотят улучшить дизайн.
Им нужен инструмент, который нельзя получить другим способом.
Им нужен инструмент для создания другого инструмента.
Они хотят сэкономить.
Изучение дуговой сварки
Вам не нужно знать, как сваривать, чтобы воспользоваться этим руководством. Даже если
вы знаете все о сварке, то, что находится внутри сварочного аппарата, это совсем другая история
. Прежде чем вы сможете успешно построить аппарат для дуговой сварки, вам необходимо понять, как он работает и какие компоненты он использует.
Сварочный аппарат дуговой сварки
представляет собой низковольтный источник питания с большой силой тока. Есть два типа
Есть два типа
: постоянный ток и постоянное напряжение. Сварочный аппарат Stick
относится к типу постоянного тока. Сварочные аппараты с подачей проволоки работают на постоянном напряжении
В. Сварщики дуговой сварки обычно используют трансформаторы для снижения напряжения
и увеличения силы тока до уровней, пригодных для сварки. В сварочных аппаратах TIG и других типах
используются специальные высокочастотные источники питания, которые не рассматриваются в данном руководстве.
Трансформаторы
с многослойным железным сердечником имеют постоянную характеристику силы тока, что делает их
идеальными для сварки. Внутри практически любого сварочного аппарата находится трансформатор
, который состоит из трех основных частей: первичной обмотки, вторичной обмотки
и пластинчатого железного сердечника. Обмотки медные.
Первичные обмотки подключаются к линейным напряжениям, а у сварочных
это вообще 240 вольт. Вторичные обмотки питают дугу и представляют собой более тяжелые медные обмотки. Обмотки намотаны на железный сердечник. Там
Обмотки намотаны на железный сердечник. Там
— нет электрического соединения между первичной и вторичной обмотками
. Электроэнергия передается через магнитный сердечник из стали
.
Источник питания для сварки также должен
изменять мощность дуги. Есть несколько способов сделать это. Один из способов
состоит в том, чтобы иметь увеличивающееся количество отводов вдоль вторичных обмоток
, чтобы получать от них различное количество энергии. Другой вариант — сконфигурировать
трансформатор так, чтобы первичную обмотку можно было перемещать ближе или дальше 9.0009 от вторичной обмотки, передавая более или менее магнитный поток вторичной обмотке
. Другой заключается в изменении ширины импульса линейного тока до
первичной обмотки. Сварщик, описанный в данном руководстве, использует контроллер с шириной импульса
.
Электрическая принципиальная схема
Модификации сварочного аппаратаВы можете собрать сварочный аппарат любым способом
по вашему выбору. Гораздо проще было бы включать и выключать различные комбинации трансформаторов
Гораздо проще было бы включать и выключать различные комбинации трансформаторов
, чтобы получать различное количество тепла 9.0009 настройки. Или вы можете удалить конечные блоки двух трансформаторов, поставить их встык и настроить подвижный первичный контроллер. Причина, по которой я выбрал контроллер ширины импульса
для этого руководства, заключается в том, что он
обеспечивает простую надежную конструкцию с небольшим количеством движущихся частей.
Небольшой 110-вольтовый сварочный аппарат, который я сделал для своего отца
Трансформатор и переключатель нагрева являются основными строительными блоками
дугового сварочного аппарата. Однако существует ряд других вспомогательных компонентов
, которые нужно упомянуть. Шкаф, в котором находится сварочный аппарат, должен иметь конструкцию
, защищающую от сварочной пыли. Эта сборка шкафа должна включать охлаждающий вентилятор
, чтобы обеспечить достаточный поток воздуха для охлаждения компонентов. Зажим заземления
Зажим заземления
и держатель электрода (часто не входят в комплект при покупке сварочного аппарата
) также необходимы перед сваркой. Вам понадобится розетка
на 220 вольт для подключения сварочного аппарата, а также шнур и вилка на самом сварочном аппарате
.
Получение деталей
Одним из острых ощущений при сборке аппарата для дуговой сварки является получение и
модификация компонентов, из которых состоит блок питания. Трансформаторы, охлаждающие вентиляторы
и части корпуса взяты из старых микроволновых печей.
Что я сделал, так это пошел к местным продавцам бытовой техники и магазинам обслуживания
и сказал им, что я хочу сделать, и они были счастливы отдать мне
свои микроволновые печи, бывшие в употреблении. Я также разместил объявление в газете, потому что
большинство розничных продавцов бытовой техники взимают плату за прием старых
своих клиентов.0009, и люди были в восторге, принося мне свои микроволновые печи
, зная, что я не буду брать с них плату за это и что
они будут переработаны в самодельное торговое оборудование.
Одно слово предупреждения
. Ваш двор или гараж будут захламлены
микроволновыми печами, ожидающими разборки. Для выполнения этого проекта вам понадобятся восемь больших трансформаторов
, а также микроволновые печи
мощностью от 950 Вт и выше. Если вы дадите объявление в газету, вам не будет
умеешь выбирать, что получишь, но не отчаивайся; у этих странных может быть
как раз подходящий трансформатор для вашего датчика легкого запуска или только правильный вентилятор
для системы охлаждения. Я насчитал в общей сложности 22 печи, прежде чем мой сварочный аппарат
был готов. Мне, наверное, столько не понадобилось бы, но у меня
было много хороших деталей и, вероятно, достаточно трансформаторов, чтобы построить еще один сварочный аппарат
. На момент написания этой статьи я обдумывал идею сварочного аппарата меньшего размера
, который мог бы работать от 120 вольт для более легких проектов.
Передняя и нижняя часть шкафа изготовлены из дерева. Детали, которые вам нужно будет купить
Детали, которые вам нужно будет купить
, перечислены ниже. Большая часть этих деталей поступает из магазина аппаратных средств
, за исключением модуля SCR IRKT71. Для этого вам нужно будет заказать
в компании, поставляющей электронику. Я заказал свой в Newark
Electronics, но вы также можете найти эту деталь в Digikey Electronics, или
вы можете найти в других источниках на веб-сайте International Rectifier.
Модификация трансформаторов
Трансформаторы для микроволновых печей являются повышающими трансформаторами. Это означает, что
напряжение на вторичной обмотке выше, чем на первичной. В микроволновых печах
первичка принимает стандартную домашнюю силу тока 120 вольт.
Вторичное напряжение обычно составляет 4000 вольт. Вторичную обмотку
нужно снять и поставить на ее место обмотку низкого напряжения. Новая вторичная обмотка
имеет типичное напряжение холостого хода 10 вольт.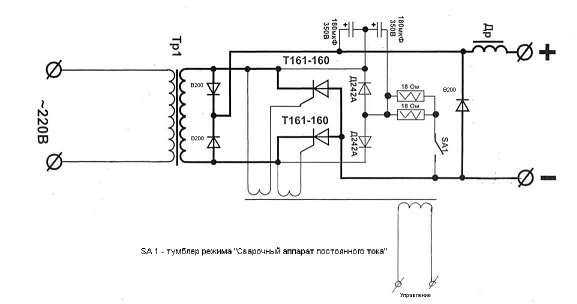 При нагрузке дуговой сварки
При нагрузке дуговой сварки
это напряжение упадет до 2–4 вольт и 9 вольт.0009 до 250 ампер. Вы будете использовать одножильный провод №6 для новой вторичной обмотки
. Многие спрашивают, сколько именно витков я поставил на этой новой вторичной обмотке
, и я всегда говорю, сколько влезет! Если хотите
знать, у меня на каждом трансформаторе от 12 до 15 витков.
Монтаж и подключение трансформаторов
Ниже приведены детали нижней платы аппарата для дуговой сварки, на которой установлены трансформаторы
. Так как не все трансформеры
то же самое, вам придется импровизировать там, где это необходимо. Установите трансформаторы
таким образом, чтобы можно было правильно и аккуратно соединить первичные и вторичные обмотки
. Вы даже можете нарисовать схемы монтажа на нижней плате
, чтобы упростить ее организацию.
Сборка шкафа
Конструкция шкафа для домашнего аппарата для дуговой сварки имеет несколько функций.
Верхняя часть напоминает лоток и служит местом для хранения
электродов, сварочных перчаток, кабелей и зажимов, отбойных молотков и
прочие изделия, используемые при сварке. Ручка для переноски изготовлена из дюбеля 1 1/2
и дает представление о весе этой машины.
Шкаф также служит шасси для трансформатора и других компонентов
. Вентиляторы охлаждения установлены на той же фанерной перегородке
, на которой установлен контроллер. Трансформаторы установлены на днище
, которое представляет собой короткий кусок сосны 2×12. Необходимо построить прочный шкаф
, потому что готовый сварочный аппарат будет весить около 120 фунтов.
Не скупитесь.
Вы можете покрасить шкаф в любой цвет
по вашему желанию, но основная цель краски — защитить древесину
от влаги и растворителей. Это также придает машине профессиональный вид
, который придает ценность всем вашим усилиям.
Малый сварочный аппарат с крышкой
Сборка контроллераСписок деталей
C1: 600 пф, 2 кВ, керамический
C2: 0,1 мФ, 400 В, эпоксидный
C3: 202 мФ, электролитический 20009 Q1: Модуль SCR IRKT71
Q2: Симистор диммера лампы
BR1: Мостовой выпрямитель RB152 1A
D1: Триггерный диак
R1: Линейный потенциометр 1M
R2: Линейный потенциометр 5k
Контроллер имеет широтно-импульсный тип. Он работает, запитывая трансформаторы
Он работает, запитывая трансформаторы
короткими всплесками тока, средними всплесками или непрерывным током
в зависимости от настройки на диске выбора нагрева, R1. Это
тот же тип схемы управления, что и в поворотных диммерах.
Вы можете использовать перфорированную панель с предварительно просверленными отверстиями, но я рекомендую построить фазу 9Цепь управления 0009 на разъеме экспериментатора. Он ненамного дороже
, а если перегорит компонент, можно легко вставить новый
, даже не разогревая паяльник.
Убедитесь, что ваши соединения
верны, прежде чем подавать питание, и никогда не трогайте
цепь с включенным питанием!
Для модуля SCR я сначала использовал
два SCR Teccor S6070W, соединенных в обратной параллельной цепи, как
вы видите на схеме. Они оказались слишком легкими, и они
поджарился, когда я попытался сварить на полном огне прутком 5/32. После тщательного сравнения цен
в нескольких каталогах промышленной электроники я выбрал модуль
International Rectifier IRKT71 Inta-pak SCR. Стоил он около
Стоил он около
$50 насколько я помню. Я купил его через Newark Electronics. Ну
стоит своей цены. У него было 3 больших винтовых клеммы сверху и 4 меньших
-лепестковых разъема на одном конце для схемы управления. Он содержит два тиристора
внутри и сконфигурирован с инверсно-параллельной схемой
на уме.
Модуль SCR и радиатор в сборе должны быть настроены
на получение потока воздуха от одного из охлаждающих вентиляторов. Используйте смазку для радиатора
между модулем SCR и радиатором, чтобы обеспечить хороший контакт теплопроводности
. Эта сборка вообще не будет сильно греться
, и в том-то и дело. Тщательно выполните и проверьте соединения
с цепью управления фазами, датчиком перегрева и переключателем только вентилятора
.
Схема легкого зажигания дуги не является обязательной. Р2
управляет чувствительностью. Настройте его на наименее чувствительную настройку при минимальном нагреве
. Таким образом, он обязательно будет работать на всех режимах нагрева. Он работает
Он работает
, подавая полную мощность на электрод, пока вы не зажжете дугу. Этот номер
помогает предотвратить прилипание электрода к работе. Используйте для этого трансформатор платы мозга
от одной из печей и модифицируйте его как
следующим образом: Найдите и удалите катушку вторичной обмотки и протяните через нее одну петлю
многожильного кабеля #6. Подсоедините первичную обмотку к
указанные соединения на BR1.
Связывание всех незакрепленных концов
В этой главе рассматриваются последние детали, необходимые для того, чтобы ваш сварочный аппарат работал.
Выполнить окончательную разводку согласно схеме. Подсоедините сварочные кабели
и наденьте зажим заземления и электрододержатель. Установите шнур диапазона
и подключите его к главному выключателю питания и клеммной колодке трансформатора
. Прикрепите ручку выбора нагрева, и вы готовы к подключению
в вашем новом сварочном аппарате для дуговой сварки.
Калибровка переключателя нагрева
может быть выполнена любым удобным для вас способом, не важно знать точную силу тока
, подходящую для каждого вида сварки. Я откалибровал шахту
с напряжением холостого хода, которое при возведении в квадрат примерно
пропорционально сварочному току. Для этого установите вольтметр на шкалу
, подходящую для 80 вольт. Включите сварочный аппарат и отсоедините пусковое реле Easy
. Поверните ручку переключателя нагрева на полную мощность и отметьте
точка на циферблате. Затем поверните ручку назад, чтобы ваш вольтметр показал
70 вольт, и отметьте точку на циферблате. Поверните ручку обратно на 60 и
отметьте точку. Повторите этот процесс с шагом 10 вольт. Или вы можете увеличить его на
с шагом 5 вольт. Если вы можете найти способ откалибровать циферблат
в амперах с помощью очень большого амперметра, вы, конечно, сможете это сделать.
Ускоренный курс сварки
Если вы никогда раньше не занимались сваркой, рекомендую сходить в библиотеку
и ознакомьтесь с инструкцией по сварке.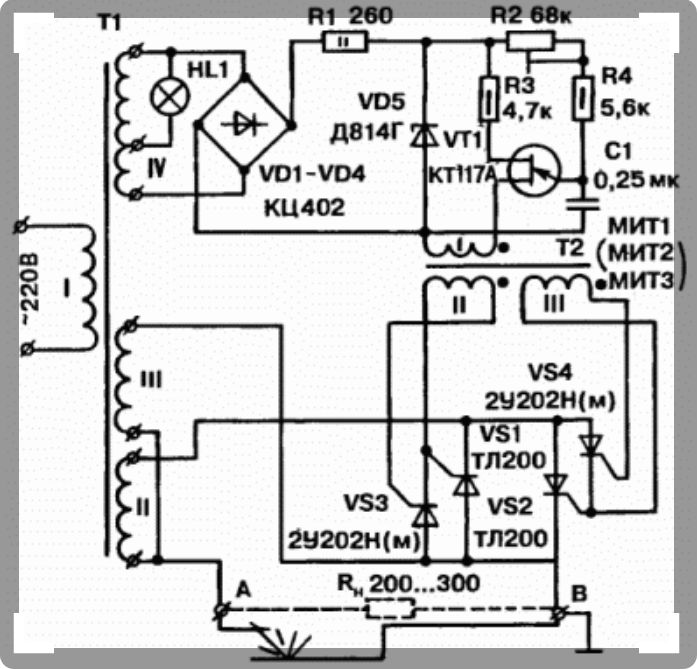 Если вы ДОЛЖНЫ начать сварку сразу же после того, как
Если вы ДОЛЖНЫ начать сварку сразу же после того, как
закончит работу вашего сварочного аппарата, прочтите эту главу.
ДО того, как вы
зажжете дугу. Важно, чтобы вы были надлежащим образом одеты для сварки
. Вам нужен сварочный шлем, чтобы защитить глаза от ультрафиолетовых лучей
и чтобы искры не попали в волосы. Хорошей идеей будет и головной убор из огнезащитного материала
. Вы можете получить их от сварки
домов снабжения. Вам также понадобятся перчатки, чтобы защитить кожу от дуги 9.0009 солнечные ожоги и сварочные брызги. Кожаные фартуки и кожаные сапоги препятствуют попаданию сварочных брызг
на кожу. И не забывайте сваривать только в
хорошо проветриваемых помещениях. Сварка дает удушающий, пыльный дым. Прочтите инструкции и предупреждения
на этикетках сварочных принадлежностей и оборудования
.
Зажигание и поддержание дуги. Зажечь дугу
не сложно. Подняв шлем, расположите электрод примерно на расстоянии
1/4 дюйма от того места, где вы хотите начать сварку. Опустите шлем
Опустите шлем
и сделайте быстрый укол электродом. Следите за дугой. Будьте готовы
НЕМНОГО оттянуть электрод. Очень скоро у вас будет
для медленного перемещения электрода в сварной шов, поскольку
он довольно быстро плавится в сварочной ванне.
Укладка бисера. Правильно поддерживаемая дуга
издает шипящий и потрескивающий звук при горении электрода.
Держите дугу слишком далеко, чтобы усилить гудение и брызги. Удерживая
дугу, чтобы закрыть, стержень перегревается и иногда прилипает к
работа. При накладывании валика важно, чтобы электрод
перемещался в сварочную ванну по мере продвижения. Горизонтальные бусины самые простые. №
С вертикальными валиками проще всего работать сверху вниз. При сварке
длинных швов важно выполнять прихваточный шов каждые 6 дюймов, чтобы предотвратить деформацию изделия
. Например, если вы свариваете металлическую коробку
, соедините всю коробку вместе, а затем вернитесь и уложите бусины
. Если вы этого не сделаете, весь беспорядок будет настолько деформирован из
Если вы этого не сделаете, весь беспорядок будет настолько деформирован из
формы после первых двух швов вы не сможете закончить остальные сварные швы
.
Наконец, помните, что сварка требует
практики. Вы не можете узнать это из руководства. Вы должны потратить некоторое время
, просто накладывая бусины и экспериментируя. Попробуйте сварить велосипедные рамы. Задача
здесь состоит в том, чтобы сделать хорошие сварные швы, не прожигая металл.
Я обнаружил, что можно резать велосипедные рамы и другие тонкие металлические детали
с помощью большого сварочного стержня при высокой силе тока. Сварочная экспертиза,
, однако, выходит за рамки данного руководства. Идите в библиотеку и возьмите
несколько книг по сварке. Используйте их, чтобы направлять свой прогресс во время практики.
Поиск и устранение неисправностей
Похоже, что сварочный аппарат застрял на высокой силе тока, и изменение селектора нагрева
не дало результата. Здесь может быть несколько неправильных вещей. Убедитесь, что
Здесь может быть несколько неправильных вещей. Убедитесь, что
реле легкого пуска правильно подключено. Если это реле не включает
, когда вы зажигаете дугу, сварочный аппарат не переключается на мощность 9.0009 вы выбираете.
Дуга плохо зажигается при низком нагреве. Возможно, неисправен механизм легкого пуска
. Убедитесь, что он правильно подключен
и что используются нормально замкнутые контакты. Когда вы зажжете дугу
, реле должно разомкнуться. У вас также есть эта проблема, если ваш сварочный стержень
имеет поврежденное защитное покрытие на ударном конце.
Сварочный аппарат
работал прекрасно, но после сварки 15 или около того стержней 5/32 он внезапно перестал работать. Вы перегрели сварочный аппарат. Датчик перегрева имеет
сделал свое дело и выключил контроллер. Вентиляторы все равно должны работать.
Дайте сварочному аппарату остыть в течение нескольких минут, и он снова начнет сварку.
Сварщик работал прекрасно, но после сварки в течение двух часов сплошной,
чем-то пахнет странно и либо нет дуги, либо только полная сила тока.
Вы сожгли модуль SCR и перегрели трансформаторы. Большинство сварочных аппаратов
имеют рабочий цикл. Это означает, что если ваш сварочный аппарат имеет рабочий цикл 80%
, вы должны сваривать не более 8 минут, а затем дать ему 9 минут.0009 отдохнуть 2 минуты перед повторной сваркой. Или, если он имеет рабочий цикл
30%, вы должны выждать 7 минут между 3-минутными сварочными импульсами. Рабочий цикл
для данного аппарата дуговой сварки не определен. На самом деле он варьируется от
в зависимости от силы тока, с которой вы свариваете. И не забудьте
держать вентиляционные отверстия открытыми и не допускать скопления пыли внутри сварочного аппарата
. Пыль действует как изоляция и препятствует правильному охлаждению.
Еще одна вещь, которую нужно сделать, чтобы помочь сварщику не остыть, это ударить только по вентилятору
переключение между сварными швами. Это позволяет воздуху циркулировать в трансформаторах
, когда они простаивают.
Электрическая принципиальная схема, еще раз
Как проверить сварочный трансформатор за 10 шагов
Проблемы с работой сварочного аппарата часто связаны со сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Как проверить сварочный трансформатор? Проверка сварочного трансформатора состоит из 10 шагов. Here they are:
- Perform a Visual Inspection
- Figure Out the Wiring Pattern
- Get a Multimeter
- Make Sure the Power Has Been Disconnected
- Double Check the Power
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка непрерывности первичных обмоток
- Проверка непрерывности вторичных обмоток
- Устранение проблем с производительностью сварщика как выполнить каждый шаг.
 Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.Содержание
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства пользователя для вашего сварочного аппарата. Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
Глубоко в руководстве пользователя находится схема деталей в разрезе, показывающая многочисленные детали, входящие в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата в случае, если вам нужно снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварочный аппарат.
Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.Получив доступ к трансформатору, обратите внимание на следующие признаки возможной неисправности трансформатора:
- Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
- Не утруждайте себя проверкой трансформатора при наличии явных признаков перегрева
- Ослабленные соединения: трансформатор выходит из строя.
- Вздутие: трансформатор необходимо заменить, если окажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2. Разберитесь со схемой подключения
Для тестирования трансформатора в вашем сварочном аппарате вы должны понимать, как он собран. Схема подключения должна быть указана в руководстве по эксплуатации. Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
В целом, трансформаторы, используемые при сварке, имеют следующую конструктивную схему:
- Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
- Вторичная обмотка подсоединяется к розетке или токовому выключателю
- Одна сторона вторичной обмотки подсоединяется к сварочному стержню, а другая — к сварным деталям
- Первичная и вторичная отводы с целью понижения напряжения в системе
- Переключатели ответвлений (входят не во все сварочные аппараты)
- Дают сварщику возможность регулировать напряжение поворотом крана
Как только вы получите общее представление о схеме подключения сварочного трансформатора, вы можете приступить к испытаниям, чтобы определить, как работает трансформатор, используя недорогое оборудование.
3. Приобретите мультиметр
Первый шаг к проверке сварочного трансформатора — приобретение мультиметра, такого как цифровой мультиметр Etekcity.
Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности: - Измерение переменного/постоянного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Проверка целостности цепи
Перечисленный выше мультиметр можно использовать только для измерения постоянного тока. Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как этот цифровой мультиметр Etekcity для переменного тока.
Цифровой мультиметр с клещами Meterek является более универсальным вариантом. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки непрерывности, среди других функций режима.
Проверка непрерывности является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
4.
Убедитесь, что питание отключеноПеред подключением мультиметра или выполнением любых испытаний убедитесь, что система отключается от всех источников питания. Для таких машин, как сварочные аппараты, требуются «понижающие» трансформаторы, поскольку они требуют преобразования более высокого напряжения, поступающего в систему, в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные элементарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы от микроволновок для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и прокачать конденсаторы. Термин «прокачка конденсаторов» просто относится к действию, позволяющему разряжать конденсаторы.
Пока в трансформаторе есть резисторы стока, этот процесс не требует дальнейшего вмешательства, прежде чем переходить к следующему шагу.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Однако, если трансформатор не имеет стоковых резисторов, , может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что на трансформатор не подается питание
Рекомендуется дважды проверить, что на трансформатор не подается питание, с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на самое низкое значение по шкале напряжения. Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как пользоваться мультиметром для начинающих – как измерять напряжение, сопротивление, целостность цепи и силу тока >> Посмотрите видео ниже показание 0. Если на экране мультиметра отображается любое значение, отличное от 0, регулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится показание 0.
6. Проверьте входное напряжение трансформатора
Первый тест, который вам нужно выполнить, это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную катушки, как описано в книге «Принципы и применение сварки» .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для целей сварки.
Стороны входа и выхода трансформатора должны быть маркированы снаружи трансформатора.
Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.Затем возьмите мультиметр и убедитесь, что он настроен на тестовое напряжение. Подсоедините по одному щупу мультиметра к каждой стороне клеммы входного напряжения и запишите значение напряжения, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и стабильные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед устранением неисправности трансформатора.
7.
Проверка выходного напряженияВам также необходимо проверить выходное напряжение трансформатора. Клеммы, на которые подается выходное напряжение, должны быть отмечены на трансформаторе.
Если вы не можете определить, на какую клемму подается выходное напряжение, посмотрите электрическую схему в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше, чем входное напряжение в понижающем трансформаторе, который обычно используется в сварочных работах. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, проблема может заключаться во вторичной обмотке.
Для измерения выходного напряжения сварочного трансформатора, убедитесь, что центральная ручка мультиметра настроена на считывание напряжения. Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Показания выходного напряжения должны быть как минимум в пределах разумного диапазона значения, указанного в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно дадут вам знать, попадает ли полученное вами значение в ожидаемый диапазон.
Если вы получите неожиданное значение, вам необходимо устранить неполадки со сварочным трансформатором. Если входное напряжение в норме, но выходное напряжение слишком низкое или высокое, , то, скорее всего, проблема во вторичной обмотке, как упоминалось ранее.
Это может быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут починить вторичную обмотку по цене, которая ниже, чем стоимость полной замены трансформатора.
Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки мультиметра, чтобы прочитать сопротивление. Ручку нужно будет переместить в секцию омметра вашего мультиметра, чтобы вы могли начать измерение сопротивления.
Для начала соедините отдельные выводы мультиметра вместе. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре звуковым сигналом непрерывности. Многие мультиметры не имеют специального режима непрерывности , в отличие от этого универсального мультиметра .
К счастью, вы все еще можете измерять непрерывность на мультиметрах без специального режима проверки целостности цепи. В таких системах показания сопротивления должны быть близки к нулю.
Снимите проводку со стороны входа трансформатора.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам. Значение сопротивления должно быть близко к 0 , что указывает на непрерывность. Если это не так, проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если показания сопротивления по-прежнему выходят за пределы ожидаемого диапазона значений, вероятно, у вас неисправен трансформатор.
Эта проблема, скорее всего, указывает на необходимость полной замены трансформатора. По всей вероятности, не существует такого ремонта, который мог бы исправить сварочный трансформатор, который просто не работает вообще.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9.
Проведите проверку целостности вторичных обмотокВам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора. Убедитесь, что мультиметр настроен на считывание сопротивления.
Чтобы быть точным, сначала коснитесь 2 выводов мультиметра вместе, считывая сопротивление, чтобы убедиться, что мультиметр способен проверить непрерывность. Мультиметр издаст звуковой сигнал и/или покажет значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, то следует проверить вторичную цепь на наличие короткого замыкания на массу, которое часто возникает из-за оголенного провода. В этом случае потребуется полная замена трансформатора.
10. Устранение неполадок, вызванных трансформатором
Проблемы с работой сварочного аппарата часто связаны с трансформатором.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.В руководстве по эксплуатации этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик вообще не сможет выполнять сварку. Вы также можете заметить, что при первом запуске сварочный аппарат работает нормально, но вскоре после этого перестает работать.
Если ваш сварочный аппарат работает от постоянного тока, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Зачем до сих пор использовать сварочные аппараты на основе трансформаторов?
Большие дебаты в области сварочных ям противопоставляют инверторных сварщиков трансформаторным сварщикам.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.Сварочные инверторы используют технологию на основе кремния. Это компьютеризированные сварочные аппараты, которые могут легко регулировать силу тока без использования неуклюжих трансформаторов и выпрямителей, используемых в традиционных сварочных аппаратах.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики-трансформеры по-прежнему сохраняют свои достоинства. Во-первых, их гораздо легче ремонтировать. Подумайте, насколько проще ремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее использовать трансформаторные сварочные аппараты.
Сварочные аппараты-трансформеры также существуют гораздо дольше.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.Сварочные аппараты с инвертором по-прежнему дороже, чем сварочные аппараты с трансформатором , хотя средняя стоимость инверторов с годами снизилась. Если вы в основном свариваете литейную сталь в своем домашнем цеху, то вы обнаружите, что трансформатор по-прежнему вполне соответствует вашим требованиям.
Сварочные аппараты-трансформеры — действительно лучший вариант для домашних сварщиков, если принять во внимание цену.
Инверторы также обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.
Трансформаторы менее затратны в ремонте или замене, потому что вы можете получить запасные части из отходов.
Сколько Ом должен считывать трансформатор?
Показания вашего омметра не должны иметь существенных различий между результатом его проверки и сопротивлением, указанным в паспорте трансформатора.
Сопротивление переменному току удерживается в проводах, намотанных вокруг его сердечника. Вы измеряете это, касаясь омметром красного и черного контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между паспортными данными вашего трансформатора, вам следует рассмотреть возможность немедленной замены трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность вашего трансформатора и должно быть заменено.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная сторона) обычно имеет более высокое значение, поскольку в этой точке подключается основное электропитание.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет большее сопротивление, чем вторичная обмотка.
Таким образом, сторона с большим сопротивлением должна быть основной. Другие способы найти первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провод, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным отводом, вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная обмотка — три провода.
- Если ваш трансформатор имеет маркировку, отображается первичное напряжение в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток, причем его величина должна быть уменьшена за счет смены полярности направленного тока несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточную намагниченность после отключения от источника питания или остаточную намагниченность после измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может привести к повреждению катушек или снижению зажимного усилия.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому отказу.
Чем инверторные сварочные аппараты лучше, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как пространство, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформатор, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выполнять более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому подходят сварщикам, работающим в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как у более простого по конструкции трансформатора.
Первоначальная стоимость инвертора выше, чем у трансформатора, но благодаря сравнительно низкому потреблению электроэнергии (около 10%) ваш инвертор с течением времени экономит деньги.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы сосредоточены на низкоуглеродистой стали, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего дуговые сварщики выбирают преобразователи на основе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы сетевой частоты.
Хотя простые системы с первичным отводом могут быть достаточно надежными для сварки MIG, перепады подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства целей сварки.
Связанное чтение: Что такое арочная сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, подходящий для сварки.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
- Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
 Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика. Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:
Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:  Убедитесь, что питание отключено
Убедитесь, что питание отключено

 Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.
Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата. Проверка выходного напряжения
Проверка выходного напряжения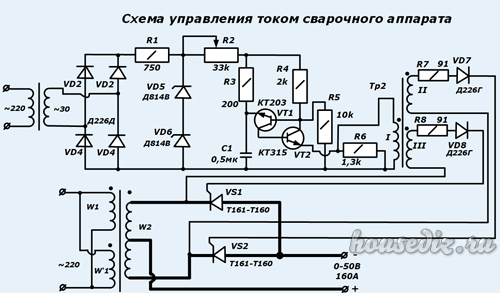

 Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.  Проведите проверку целостности вторичных обмоток
Проведите проверку целостности вторичных обмоток Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.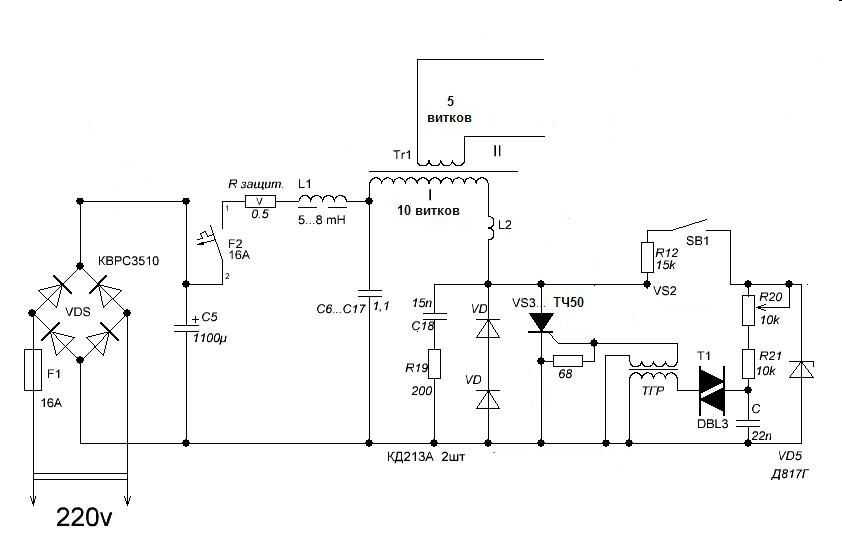 На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов. Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
 Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. 


