инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать.
Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6.
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.

Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”.
 В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. - Далее, делается вторичная обмотка, состоящая из 70-ти витков.
 В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор
, такой как Thermaltake A2016..jpg) Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм.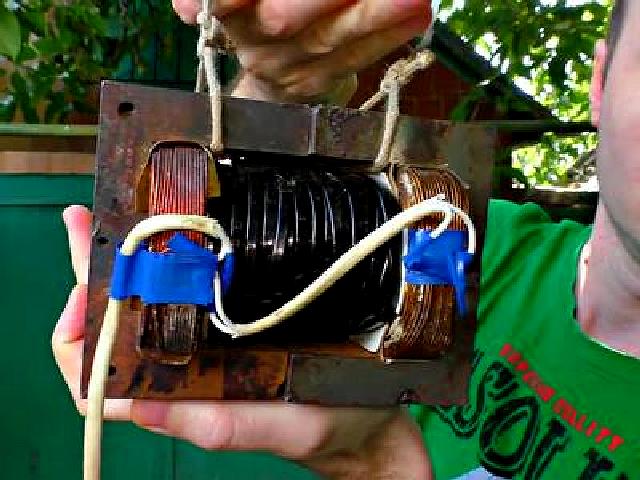 Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.


В данном случае результат оказался положительным.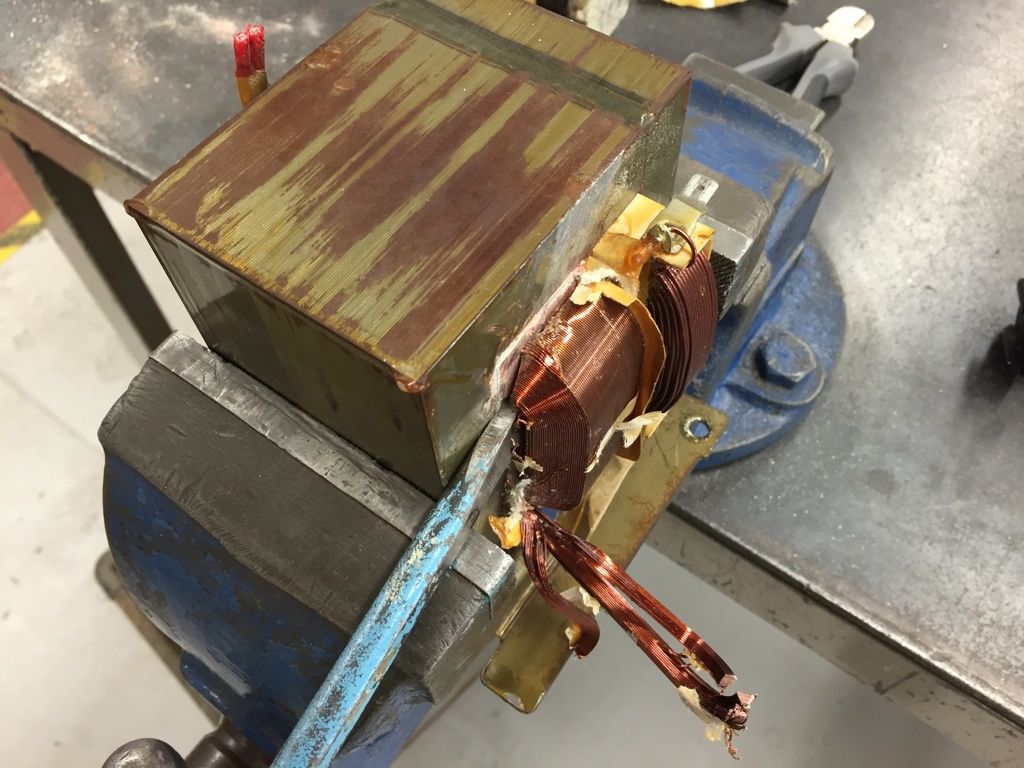 Поэтому создание точечного сварочного аппарата можно считать оконченным.
Поэтому создание точечного сварочного аппарата можно считать оконченным.
Как сделать сварочный аппарат своими руками?
Аппарат для сварки применяют при некоторых видах кузовных работ для соединения металлических деталей. Однако работы с использованием данных устройств производят обычно при наличии серьезных повреждений кузова, которые встречаются сравнительно редко. Поэтому приобретать новый относительно дорогостоящее устройство для разового использования нецелесообразно. Для бытового применения можно сделать сварочный аппарат своими руками.
Особенности
Нужно учитывать, что изготавливать сварочный аппарат самостоятельно выгодно только при наличии некоторых исходных составляющих. Это объясняется тем, что, хотя собрать простейшую модель рассматриваемого устройства несложно, материалы, требуемые для этого, весьма дорогостоящие. Поэтому если приобретать их по отдельности специально для изготовления данного прибора своими руками, по итоговой стоимости он может оказаться близок к новому фирменному инструменту, который, конечно, будет превосходить по техническим характеристикам самодельный сварочный аппарат.
Это объясняется тем, что, хотя собрать простейшую модель рассматриваемого устройства несложно, материалы, требуемые для этого, весьма дорогостоящие. Поэтому если приобретать их по отдельности специально для изготовления данного прибора своими руками, по итоговой стоимости он может оказаться близок к новому фирменному инструменту, который, конечно, будет превосходить по техническим характеристикам самодельный сварочный аппарат.
Конструкция
Основу рассматриваемого инструмента составляет трансформатор, служащий источником энергии. Он представляет собой две катушки медного провода, намотанные на сердечник из металла. Причем катушки различаются по количеству витков. Та из них, которая подключается к электросети, называется первичной. Во вторичной катушке при этом возникает ток меньшего напряжения, но большего ампеража благодаря индукции.
Нужно учитывать, что сварочный аппарат, имеющий малую силу тока, производит низкокачественную сварку, в то время как чрезмерно большая сила тока приводит к сжиганию электродов и резке металла.

Сварочный аппарат можно оснастить трансформатором, например, от СВЧ-печи. Однако так как на его вторичной обмотке возникает напряжение около 2000 вольт, необходимо внести некоторые изменения в конструкцию своими руками с целью понижения напряжения, а именно сократить число витков.
Для понижения напряжения вторичную обмотку распиливают в двух местах и вытаскивают из катушки. При этом нужно соблюдать осторожность, чтобы не повредить первичную обмотку. Затем вторичную обмотку перематывают более толстым проводом либо проводом ПЭВ с эмалевой изоляцией или термобумагой толщиной 0,05 мм. Желательно использовать третий вариант, так как это позволяет избежать возникновения скин-эффекта, проявляющегося в случае применения обычного провода. Он состоит в вытеснении высокочастотных токов, что приводит к перегреву проводника.
Созданную обмотку покрывают тонкоизоляционным лаком. Такие параметры, как количество витков и толщина, вычисляют для каждой модели трансформатора.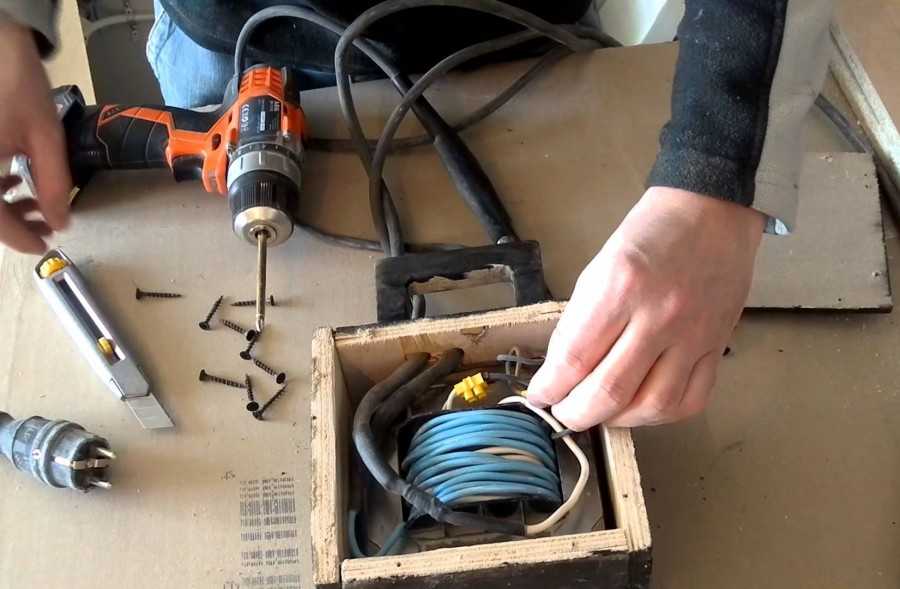 Однако выведены и оптимальные значения: толщина обмотки — 0,3 мм, ширина — 40 мм, толщина провода — 0,5-0,7 мм.
Однако выведены и оптимальные значения: толщина обмотки — 0,3 мм, ширина — 40 мм, толщина провода — 0,5-0,7 мм.
Если в наличии отсутствует трансформатор от СВЧ-печи или какого-либо другого прибора, можно собрать его своими руками. Для этого потребуется сердечник с поперечным сечением 25-55 см² из трансформаторного железа, отличающегося высокой магнитной проницаемостью, медный провод длиной в несколько десятков метров, изоляционные материалы.
Что касается провода, наилучшим вариантом считают термостойкий провод из меди со стеклотканевой, х/б или в крайнем случае резиновой изоляцией. Можно сделать изоляцию своими силами. Для этого нужно нарезать изоляционный материал полосками по 2 см и обернуть ими провод.
Окончательный этап – пропитка электротехническим лаком. Чем качественнее изоляция, тем ниже возможность перегрева инструмента. Параметры обмотки рассчитывают на основе технических характеристик прибора. Выходное напряжение холостого хода самодельного сварочного аппарата колеблется от 60 до 65 В, рабочее напряжение — от 18 до 24 В. При самой высокой мощности и электроде диаметром 4 мм мощность во вторичной обмотке составляет 3,5-4 кВт, в первичной — около 5 кВт, с учетом потерь. Ток при этом составляет около 25 А.
При самой высокой мощности и электроде диаметром 4 мм мощность во вторичной обмотке составляет 3,5-4 кВт, в первичной — около 5 кВт, с учетом потерь. Ток при этом составляет около 25 А.
Количество витков определяют на основе напряжения с учетом площади сечения сердечника магнитопровода в 2 см. На 1 В при качественном проводе приходится 0,9 — 1,1 витков. Общее количество получают путем деления уровня напряжения на частоту. Таким способом рассчитывают показатели для обеих обмоток. На основе этого можно определить требуемую длину провода путем умножения длины одного витка на их общее количество. При этом нужно взять некоторый запас.
Перед намоткой катушек нужно сделать каркасы из текстолита или электротехнического картона, которые свободно надеваются на сердечник. Между первичной и вторичной намотками необходимо проложить изоляцию в виде стеклоткани, электротехнического или обычного картона.
Корпус
Сварочный аппарат следует оснастить корпусом, в который помещают трансформатор для сохранения от воздействия внешних факторов. При его выборе или изготовлении нужно учитывать, что из-за электромагнитного излучения для этого подходят не все материалы. Наилучшими вариантами считают цельновыгнутый жесткий стальной корпус либо корпус из диэлектрических материалов. Второй вариант сложнее найти или собрать своими руками, к тому же он менее прочен, однако позволяет избежать вибрации и потери энергии в конструктивных элементах трансформаторов, вызываемых вихревыми токами, которые возбуждаются сильными магнитными полями рассеивания вблизи обмоток.
При его выборе или изготовлении нужно учитывать, что из-за электромагнитного излучения для этого подходят не все материалы. Наилучшими вариантами считают цельновыгнутый жесткий стальной корпус либо корпус из диэлектрических материалов. Второй вариант сложнее найти или собрать своими руками, к тому же он менее прочен, однако позволяет избежать вибрации и потери энергии в конструктивных элементах трансформаторов, вызываемых вихревыми токами, которые возбуждаются сильными магнитными полями рассеивания вблизи обмоток.
В корпусах из прочих материалов данные отрицательные явления можно несколько снизить (на 30-50 % в зависимости от конструкции и материала корпуса), если сделать на корпусе продольные рассечки.
Большинство самодельных сварочных инструментов не имеет цельного корпуса. Это позволяет избежать таких проблем, связанных с ним, как вибрации, вихревые токи и потери энергии. Однако в таком случае сварочный аппарат подвержен воздействию внешних факторов, что приводит к резкому снижению надежности и безопасности работ. К тому же нужно учитывать, что вышеупомянутые потери составляют несколько процентов, что почти незаметно на фоне сопротивления в линиях электропередач и флуктации напряжения в сети.
К тому же нужно учитывать, что вышеупомянутые потери составляют несколько процентов, что почти незаметно на фоне сопротивления в линиях электропередач и флуктации напряжения в сети.
Кроме того, желательно оснастить аппарат регулировкой вторичного напряжения для плавного регулирования сварочного тока. Это позволит скомпенсировать потери в проводах большой длины, что особо актуально при работе вдали от питающей сети. В фирменных инструментах присутствует ступенчатая регулировка напряжения путем переключения обмоток. Домашний электросварочный аппарат можно оснастить схемой выпрямления напряжения, построенной на тиристорах.
Вопрос надежности
Сварочный аппарат, сделанный своими руками, в большинстве случаев оказывается не таким надежным, как фирменный аналог. Поэтому при изготовлении следует принять некоторые меры по ее повышению.
Основным фактором, приводящим к преждевременному выходу из строя рассматриваемых устройств, считают перегрев. Для снижения возможности его возникновения, прежде всего, необходимо сделать эффективную изоляцию. Для этого требуются надежные обмоточные провода с плотностью тока до 5-7 А/кв.мм. Однако этого может оказаться недостаточно.
Для этого требуются надежные обмоточные провода с плотностью тока до 5-7 А/кв.мм. Однако этого может оказаться недостаточно.
Для быстрого охлаждения провода нужно обеспечить взаимодействие с воздухом. Для этого в обмотках нужно сделать щели. После первого слоя провода и через каждые два последующих с внешних сторон вставляют гетенаксовые или деревянные планки 5-10 мм.
Таким образом обеспечивают контакт каждого слоя провода с воздухом с одной стороны. Если сварочный аппарат не имеет вентиляторов, щели ориентируют вертикально для обеспечения постоянной циркуляции воздуха. В таком случае снизу поступает холодный воздух, теплый уходит вверх.
Более эффективным вариантом обеспечения охлаждения трансформатора сварочного аппарата, естественно, является вентилятор. Его обдув почти не сказывается на скорости нагрева, но значительно ускоряет охлаждение. Однако нужно учитывать, что для трансформатора с закрытыми обмотками проблема перегрева не решится даже при установке мощного вентилятора. В таком случае его возможно избежать лишь умеренным режимом работы.
В таком случае его возможно избежать лишь умеренным режимом работы.
Существует еще один вариант решения проблемы перегрева трансформатора. Он состоит в погружении его в трансформаторное масло. Данная жидкость не только отводит тепло, но и является дополнительным изолятором. В таком случае корпус трансформатора должен представлять герметичную емкость.
Наиболее проблемными с точки зрения перегрева являются тороидальные трансформаторы. Они быстро нагреваются и медленно охлаждаются. Также достаточно серьезной проблемой самодельных трансформаторов считают вибрацию, возникающую при работе вследствие притяжения металлических элементов создаваемым ими переменным магнитным полем. Из-за этого возникает трение проводов, которое приводит к разрушению изоляции, а также разрушение и продавливание обмоток на углах каркаса. Для снижения последствий воздействия вибрации необходимо сделать качественную изоляцию. Также нужно прочно закрепить все неподвижные элементы.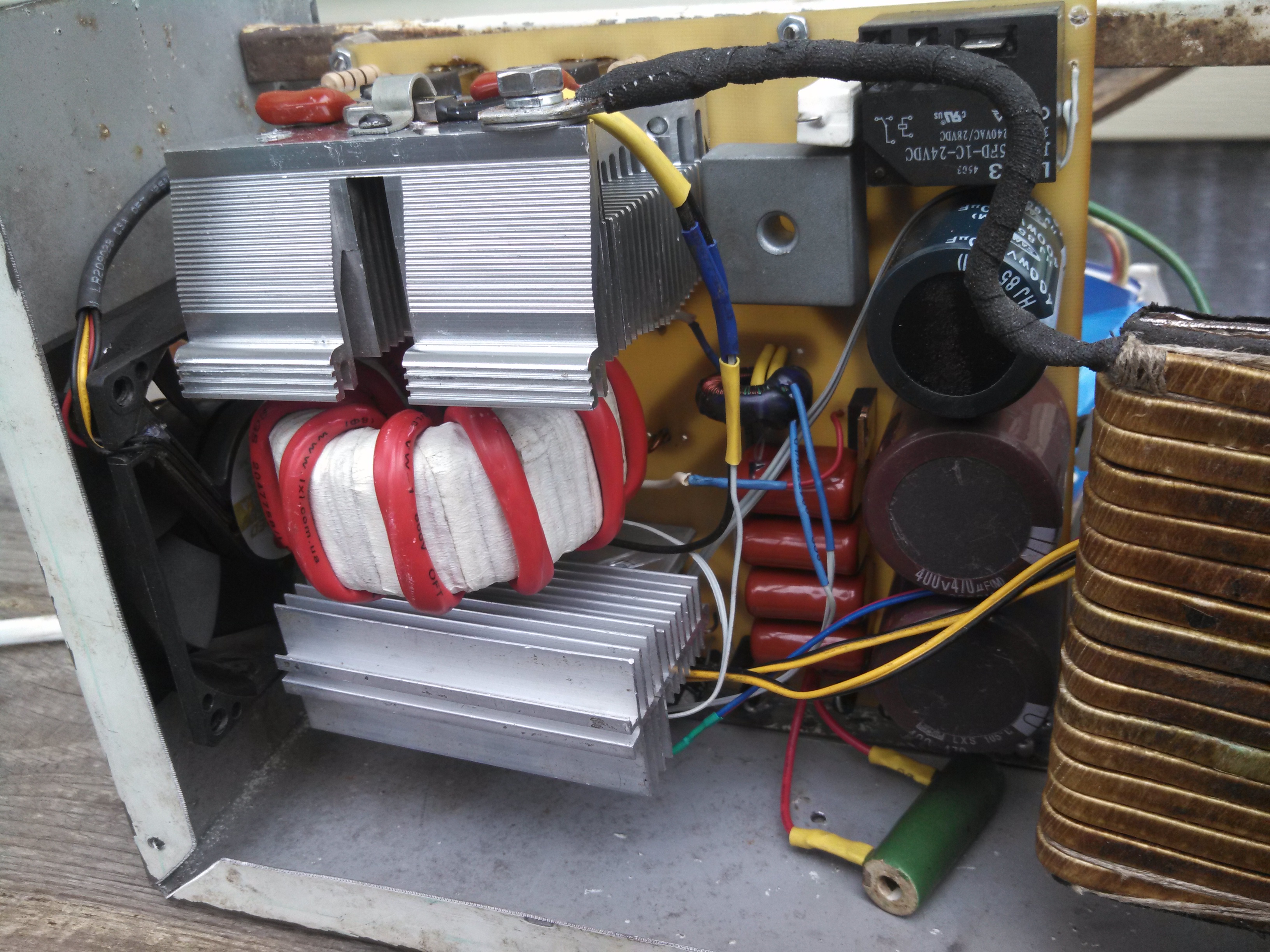
Следует избегать хранения и использования сварочного аппарата в условиях повышенной влажности. Вода, конденсирующаяся в щелях изоляции, является проводником тока. Перед использованием инструмент нужно проверить. Если напряжение выходит за пределы 60 — 65 В, увеличивают или уменьшают обмотку.
Интересное по теме:
Сварка — своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т.д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет. Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочный аппарат своими руками — 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Фото сварочного аппарата своими руками
Также рекомендуем посетить:
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Делаем вместе сварочный аппарат своими руками
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров.
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Различные схемы сварочников
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
Лучший сварщик для самостоятельного ремонта и обслуживания дома
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность заниматься своими руками или выполнять проекты по обслуживанию дома. Те из нас, кто умеет строить, чинить, создавать и ремонтировать вещи, — это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что, хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества.В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской — это одно, но какой сварщик лучше всего подходит для проектов DIY. Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: дуговые, сварочные аппараты MIG и TIG
.Аппараты для дуговой сварки и их применение
Дуговые сварочные аппараты — это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся на протяжении десятилетий, создавали целую промышленность.Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних мастерских. Новое поколение аппаратов для дуговой сварки — компактные, портативные и мощные. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
Сварочные аппаратыобычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка.В то время как специалист по домашнему хозяйству может использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативный , Новые аппараты, такие как 140 Forney EasyWeld Arc Welder, очень легкие . При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы к состоянию свариваемого металла и будут сваривать грязные материалы.Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки без защитного газа можно использовать в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых для самостоятельной работы, — это очень доступный . Сварочный аппарат на 140 А можно купить менее чем за двести долларов. Другой фактор экономии — отсутствие необходимости в дополнительном защитном газе.
- Идеально подходит для трубопроводов.
- Основы «Дуговая сварка» можно освоить за относительно короткое время при хорошем обучении.(У U-образной трубки есть много видео о том, как дуговой сваркой)
Недостатки дуговой сварки
- Может потребовать большей очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудносвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности. Они медленные в использовании, так как вы постоянно меняете электроды.
- Для качественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.
Сварщики Mig — Лучший сварщик для DIY
Сварочные аппаратыMig для общего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних хозяйств. Эти сварочные аппараты работают, используя непрерывную подачу проволоки, которая является присадочным стержнем к месту возникновения дуги.
Однако они требуют использования защитного газа в некоторых приложениях. Это может ограничить портативность, но есть способ обойти это при сварке низкоуглеродистой стали.
Защитный газ требуется для сварочных аппаратов MIG, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий.Есть еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов MIG для DIY
- Хорошая цена для машин хорошего качества
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность.
- Сварка MIG — самый простой из всех типов сварки для изучения
- Выполняет сварку намного быстрее, чем аппараты для дуговой или TIG-сварки.
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели.
- Сварные швы имеют хорошую отделку и более чистые, без шлака.(порошковая проволока создает немного шлака и немного очищает)
- Одна машина может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно производить на открытом воздухе в прохладную погоду
Недостатки сварочных аппаратов МИГ
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки двухдюймовой пластины требуется сварщик не менее 500 ампер.
- Требуется более тщательная подготовка, чем при сварке штангой, область сварки должна быть очищена от грязи, ржавчины или краски.
Сварочные аппараты Tig, преимущества и недостатки
Сварочные аппараты TIG — это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует это рассмотреть. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивного оборудования.Рама вашего велосипеда, скорее всего, сварена методом TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Тепло, подводимое к сварному шву, можно контролировать с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки более толстой стали
Заключение
Суть в том, что сварщики MIG будут лучшими сварщиками для DIY для большинства людей.Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, пил дерево и строил крутые штуки, его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что это возможно.
Build A 70 A Arc Welder
В этом посте я намерен показать вам исходный учебник, который я использовал для создания своего устройства для дуговой сварки на 70 A (на фото слева).Я построил его сам, используя трансформаторы для микроволновых печей. Я намерен построить еще один в этом году и снова воспользуюсь этими инструкциями. Поскольку исходный сайт aaawelder.com отключен, я использовал Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не предполагается и не желательно.
Обратите внимание, что эта машина может быть немного опасной. Если вы хотите сваривать дешево, есть много других вариантов. У Amazon этот сварочный аппарат стоит гораздо меньше, чем вы ожидали.Он получает отличные отзывы, и это гораздо более быстрый и простой способ получить сварку. Я купил себе, а не построил другого сварщика! Нажмите на картинку ниже, чтобы узнать об этом подробнее. Обязательно читайте отзывы!
Я ветеран сварщика / слесаря с более чем 20-летним опытом развития и применения своих навыков. Я работал в фабричных магазинах от кукурузных полей Иллинойса до судовых верфей глубокого юга, противопоставляя свои навыки сварщикам / монтажникам мирового класса. Я построил дуговой сварочный аппарат на 70 А из трансформаторов для микроволновых печей, чтобы справляться со своими небольшими сварочными работами, микросварщик, если хотите.
Я попробовал купить в магазине сварочный аппарат на 110 В, но не смог заставить стержень плавить соединения. Стержень плавился на маленькие шарики и просто лежал на заготовке, совсем не расплавившись. Я не буду упоминать название бренда, скажем так, я был разочарован.
Опыт создания собственного сварщика был не только полезным, но и полезным. Мало что можно сравнить с созданием того, что действительно работает, испытанием навыков и силы духа, в котором вы выходите победителем. Нет ничего лучше.В AAAWelder я стремлюсь вдохновить и пробудить художника во всем, в AAAWelder я говорю: «Да, мы можем».
ВНИМАНИЕ !!!!!! Продолжайте строительство этого устройства на свой страх и риск! Если вы не уверены в правильности процедуры и мерах предосторожности, НЕ СТРОЙТЕ! Энергия, производимая этим устройством, может убить вас, если вы позволите. Быть умным. Быть безопасным. Будьте внимательны!
Как я построил свой аппарат для дуговой сварки на 70 А
Шаг 1. ПОЛУЧИТЕ ТРАНСФОРМАТОРЫ
Это можно сделать несколькими способами. Я выбрал способ позвонить в Dept.санитарии и попросите их отставить несколько микроволновых печей. Когда я сказал им, что это за проект, я получил несколько смех и ОК. Через две недели у меня было 6 микроволновых печей. Для аппарата для дуговой сварки 110 В требуется 2 трансформатора.
Шаг 2: ОТСОЕДИНЕНИЕ УСТРОЙСТВ
Небольшое предостережение относительно трансформаторов: будьте осторожны при снятии разъемов с первичной обмотки (см. Рис. 1). Иногда единственное, что удерживает концы катушки на месте, — это кусок ленты. Вытягивание или рывки могут вырвать их, что приведет к поломке или поломке магнитного провода.Найдите время, чтобы сделать это правильно. Снимите трансформатор. Я удаляю и другие вещи: охлаждающий вентилятор (вам нужен 1 для сварочного аппарата 110 В), шнур питания, магниты от магнетрона (для использования в другом проекте) и жгут проводов (провод от жгута). может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и выключатель).
Шаг 3: Изменение трансформаторов: фаза 1
Это фаза включения или отключения этого процесса.От того, как и что вы будете делать с этого момента, будет зависеть результат ваших усилий. Программисты используют термин, который говорит само за себя: МУСОР ВХОДИТ, МУСОР ВЫВОДИТСЯ! Не торопитесь. Сделай это правильно. Если вы чувствуете, что злитесь или расстраиваетесь, остановитесь, бросьте все, сходите и купите что-нибудь холодное, вернитесь позже.
Вторичная обмотка обоих трансформаторов должна быть снята. Я объясню свой путь, у вас может быть лучше.
Инструменты, которые я использовал для выполнения этого шага, были обычным молотком и очень острым долотом.Ширина долота была меньше ширины паза керна. Закрепите трансформатор на неподвижном объекте (стол, скамья и т. Д.), Как показано на рис. 2. Поместите долото в начальную точку разреза № 1 (рис. 3). Разрежьте катушку, ударяя по зубилу молотком, пока не дойдете до упора, который должен полностью проходить через толщину катушки. Обрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (вырез №2 теперь должен быть вверху).Повторяйте пропилы на отрезке №2, пока эта часть катушки не освободится. Снимите секцию (рис. 3). Если вы разрежете первичную обмотку, возьмите другой трансформатор, это уже история. Пристегните ремни, теперь самое интересное начинается.
Как видно из рис. 4 и рис. 5, оставшиеся вторичные обмотки должны быть полностью удалены, включая 3-витковую обмотку накала. Я решил эту проблему, найдя стальной стержень, который можно было вбивать в пазы сердечника без заклинивания и который имел достаточно площади на лицевой поверхности, чтобы вытолкнуть катушки одним куском, а не тысячами прядей.Удачи!
Модификация трансформатора: Фаза 2
Если вам понравилась фаза 1, держите ремень пристегнутым, вам понравится фаза 2. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах моих собственных экспериментов. Я отношу поток электронов к потоку воды, потому что они обладают одинаковыми характеристиками. Все, что вы делаете для обеспечения беспрепятственного прохождения тока, обеспечит вам максимальную производительность от этих трансформаторов.Имея это в виду, давайте продолжим.
Вам нужно как можно лучше определить направление намотки первичных обмоток. Поверните трансформаторы так, чтобы разъемы на первичных обмотках были обращены к вам. Один будет входить в ядро (для ясности назовем это входом), а другой выходить (выходить). Вторичные обмотки обоих трансформаторов будут намотаны относительно их первичной обмотки. Это попытка синхронизировать трансформаторы друг с другом.
Если вы обнаружите, что первичная обмотка наматывается по часовой стрелке, просто выполните процедуру, показанную на рис.7.
Первые три ряда должны идти плавно. Четвертый может вырвать из вас некоторые избранные слова. Я использовал отвертку с заклеенной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода # 10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я сделал 18 оборотов, и мой сварочный аппарат работает нормально. Еще раз удачи!
К тому времени, когда вы закончите перематывать вторичную обмотку, вы по-новому оцените искусство перемотчиков.Ваша работа может быть некрасивой на данном этапе, но, держу пари, они бегают как «ошпаренные собаки».
Шаг 4: Спецификации и испытания
Подключите трансформаторы мягким проводом в соответствии с этой простой схемой. После того, как аппарат для дуговой сварки заработает правильно, вы можете подключить это устройство.
Пока не подавайте питание на схему. Найдите концы меток на обмотке нити накала и колпачок, так как может вытечь до 13 ампер. Не включайте себя в эту схему; Взрыв в вашем сердце может убить вас.Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему неподвижному объекту на расстоянии не менее 4 дюймов друг от друга.
Это очень хороший пример «не рисковать». Этот сварочный аппарат был построен Джоном Келли, который все заблокировал и оставил бизнес-часть для тестирования. Спасибо Джону за фотографии.Если вы соблюдали порядок сборки, все, что вам нужно сделать, это проверить выходное напряжение.Установив вольтметр на 50 В переменного тока, включите сварочный аппарат, снимите показания напряжения и выключите сварочный аппарат. Если ваши фары все еще горят, вы прошли первое испытание; без шорт. Если результат чтения не соответствует спецификациям, а читается прибл. половину, переверните провода вторичных обмоток. Если вы попали в точку, мои поздравления, друг, теперь у вас есть сварочный аппарат. Проведите жесткое соединение вашего устройства. Никакой инструкции по размещению агрегата здесь нет, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке.Корпус микроволн можно вырезать и подогнать под эту микросварку. Возможности безграничны.
Сварка с помощью дуговой сварки на 70 А:
Этот сварочный аппарат с легкостью прожигает электрод 6013 диаметром 1/16 дюйма. Электрод 6013 3/32 дюйма горит слегка холодным, потому что я не сделал полных 20 витков каждый. Так что стремитесь достичь цели 20/20. Я накладываю горячий сияющий валик с помощью электрода 6013 диаметром 1/16 дюйма и, если мне нужен наплавленный шов, я использую электрод с двумя наконечниками с электродом 6013 диаметром 3/32 дюйма.Чтобы получить более подробное руководство по сварке с вашим новым сварщиком, ознакомьтесь с некоторыми из замечательных книг по сварке, которые доступны.
Мощность:
Имейте в виду, что, хотя этот аппарат для дуговой сварки использует источник переменного тока 110 В, этот сварочный аппарат вырабатывает несколько больших ампер. Прерывателя на 20 ампер может быть недостаточно для постоянного использования. Лучше был бы выключатель на 30 ампер. Кажется, я могу сваривать бесконечно с помощью электрода 6013 1/16 дюйма, но электрод 3/32 дюйма вызывает срабатывания, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварщик, который сможет справиться с вашими сварочными работами.Я хотел бы услышать о ваших успехах. Если я что-то упустил или не прояснил, я тоже хотел бы услышать об этом. Если я могу помочь вам на любом этапе пути, пожалуйста, напишите мне по электронной почте.
СвязанныеКак начать сварку
1. Выберите свой метод
Не существует одного процесса сварки, подходящего для всех областей применения, поэтому вам необходимо учитывать следующие факторы: тип и толщина свариваемого металла, объем работы, наличие у вас сварка в помещении или на открытом воздухе, внешний вид сварных швов и ваш бюджет.
Самым распространенным видом сварки сегодня является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл. Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок.Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе. MIG дает более чистые и лучше выглядящие сварные швы, чем сварка штучной сваркой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогично MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение. Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке.Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой стержнем. Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонких листов алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также выходит рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала.Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины. Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов.Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и желаемой глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. обычно обходятся 100-процентным защитным газом CO2. Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому для повышения портативности создайте сварочную тележку или приобретите ее.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Зажим под углом или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем.В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку. Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечных батареях, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовьте металлы
Используйте проволочную щетку и ацетон для удаления масел и грязи. Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете соединить, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов.Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва. Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Расположите металлы
С помощью углового зажима или магнитного угольника закрепите стыки, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественную хлопковую рабочую рубашку с длинным рукавом можно заменить курткой для сварщиков. Не забудьте рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Создание слоев сварного шва
Положение тела и рук
Думайте о сварочном движении, как о качелях для гольфа: вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед началом проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Удерживая сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Спасибо Майклу Дэниелу из Майклу Дэниелу из , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Построить портативный аппарат для дуговой сварки на постоянном токе за 20 9000 долларов
Имея возможность выбора между дуговой или газовой сваркой в мастерской, большинство мастеров считают небольшой дуговой аппарат переменного тока недорогим оборудованием и , обладающим впечатляющей универсальностью. Тем не менее, для тех случайных удаленных работ на открытом воздухе, которые возникают на большинстве усадеб, газ — едва ли не единственный практический выбор. (Конечно, — это портативные электросварочные аппараты , и один может использовать магазинную единицу и носить с собой генератор… но любой подход представляет собой значительные вложения, особенно если устройства будут использоваться только для выполнения нечастого ремонта в полевых условиях.)
Как это часто бывает, исследователи MOTHER EARTH NEWS сталкиваются с изрядным количеством удаленных сварочных работ на территории нашего эко-поселка — от скрепления рамы ветряной установки до герметизации трубы гидросистемы, — которые просто недоступны для устройства автоматической подачи Lincoln. что они предпочитают. Таким образом, одному члену нашей команды не потребовалось много времени, чтобы так надоело загружать генератор и аппарат для дуговой сварки в пикап, что он начал комбинировать какие-то разногласия по цеху, чтобы сделать свой . собственный портативный дуговой сварочный аппарат постоянного тока.
Экспериментатор Деннис Буркхолдер решил, что после того, как он купил старую газонокосилку, отложенный автомобильный генератор переменного тока Delco-Remy и утомленную, но исправную 12-вольтовую батарею глубокого цикла, у него было почти все, что ему нужно для создания портативной машины, прерывистый, низковольтный, сварочный. Конечно же, попробовав пару различных комбинаций лома компонентов, он придумал, должно быть, самый дешевый (и самый странный на вид) аппарат для дуговой сварки из когда-либо собранных.
По сути, сварочный аппарат питается от примерно 50 ампер, которые может выдавать генератор переменного тока Delco-Remy.. . и регулируется изменением частоты вращения двигателя газонокосилки. Но 12-вольтовая батарея необходима для компенсации скачков напряжения, возникающих при зажигании или обрыве дуги. Кроме того, Деннис обнаружил, что установка работает намного более плавно с двумя резисторами 1 1/2 Ом, 8 А, включенными последовательно с полем генератора, чтобы снизить напряжение возбуждения примерно до 6 вольт. (На самом деле, без двух резисторов , зажигание дуги чуть не заглохло бы 3-сильный двигатель Briggs & Stratton!)
Принимая во внимание, что все детали для проекта почти все очищены, сварщик удивительно универсален.Во-первых, постоянный ток часто предпочтительнее для гладкой обработки листового металла, и в нашей газонокосилке можно изменить полярность для изменения проникающей способности и качества разбрызгивания дуги! Однако есть несколько ограничений возможностей инструмента. Во-первых, максимальный нагрев дуги составляет около 50 ампер, поэтому устройство не проникает в сталь более чем на 1/4 дюйма. Кроме того, лучше не использовать сварочный аппарат более 20 минут за раз, чтобы избегайте перегрева генератора (тепловой выключатель сообщает вам, когда достаточно).
И, наконец, низковольтный постоянный ток устройства имеет как преимущество, так и недостаток по сравнению с обычным источником переменного тока. Поскольку напряжение в цепи определяет расстояние, на которое будет прыгать искра, стержень, используемый с нашим портативным сварочным аппаратом, должен постоянно держаться близко к поверхности изделия, чтобы поддерживать дугу. Но поскольку это — это сварочный аппарат на постоянном токе, у стержня есть небольшая тенденция к застреванию.
Конечно, самое поразительное в сварочном аппарате Денниса — это то, как мало он стоил.Единственными компонентами, которые наш исследователь был вынужден купить, были резисторы, которые он нашел в ближайшем магазине автозапчастей. И — даже если ваш склад ценных отходов не равен нашему — вы все равно сможете приобрести резисторы, провода, переключатели, шкивы и клиновой ремень менее чем за 20 долларов. Когда вы думаете об этом, дуговой сварочный аппарат за 20 долларов со встроенной тележкой может быть сделкой года для мастерских!
Первоначально опубликовано: ноябрь / декабрь 1980 г.
8 лучших сварочных аппаратов для домашнего использования (MIG, TIG и Stick)
0Последнее обновление: 12 марта 2021 г.
Было сказано, что полдела — найти правильный инструмент для работы.Если вы когда-нибудь сталкивались с разочарованием из-за плохо работающего сварщика или сварщика, не подходящего для ваших нужд, то вы, вероятно, почувствуете, что в этом утверждении есть доля правды.
Какую толщину металла может обрабатывать ваш сварщик? У вас есть подключения на 220 В или вам нужен сварщик, который работает от стандартной розетки на 110 В? Потребуется ли вам прокладывать новый провод с выключателем с большей силой тока, чтобы удовлетворить потребности вашего нового сварщика в мощности? Сколько это будет стоить? Если вы начинаете немного потеть, не надо! Мы упростили обычно сложный процесс выбора нового сварщика.В наших обзорах сравниваются эти важные функции для каждого из восьми лучших сварщиков, доступных прямо сейчас.
Наши фавориты на 2021 год По сравнению:
8 лучших сварщиков для домашнего использования:
1. Hobart Handler 140 — Лучший домашний сварочный аппарат MIG
При силе тока 140 А это самый мощный сварочный аппарат MIG, который можно подключить к стандартной электрической розетке. Если вы не хотите делать серьезную электрическую хирургию в своем доме, резко повышая стоимость вашего хобби сварщика, то этот сварщик, вероятно, ваш лучший выбор.Благодаря пяти различным уровням выбора напряжения и диапазону скорости подачи проволоки 40-700 дюймов в минуту, Hobart 500559 обладает всеми возможностями регулировки, необходимыми для получения идеального сварного шва. Сила тока может быть установлена в диапазоне 25–140, что дает вам отличный контроль над глубиной сварного шва.
Этот сварочный аппарат, способный сваривать низкоуглеродистую сталь толщиной до ¼ дюйма, будет более чем подходящим для большинства любителей и энтузиастов. Пятилетняя ограниченная гарантия показывает, насколько Хобарт верит в свой продукт. Единственный недостаток этого сварочного аппарата — довольно большой вес.При весе в 57 фунтов он по-прежнему портативный, но вы, вероятно, захотите обзавестись тележкой, если много занимаетесь сваркой на ходу. В целом, это по-прежнему один из лучших сварщиков-универсалов 2020 года.
Плюсы
- Полностью регулируемая
- Включается в стандартную электрическую розетку
- Пятилетняя гарантия
- Сварка низкоуглеродистой стали толщиной до ¼ ”
Минусы
- Довольно тяжелый, 57 фунтов
2.AHP AlphaTIG — Лучший домашний сварочный аппарат TIG / Stick
Если вам нравится выполнять разноплановую группу проектов, то один тип сварщика может не удовлетворить ваши потребности. Конечно, наличие двух разных сварщиков может стать громоздким для перемещения и хранения. Вот где сияет AHP AlphaTIG 200X. Сочетание в одном устройстве сварки TIG и ручной сварки означает, что вам не нужно выбирать между ними.
Поскольку AlphaTIG может использовать электрическое напряжение 110 В и 220 В, он подходит для большинства магазинов.Он может сваривать алюминий толщиной до ¼ дюйма и сталь 3/8 дюйма, что делает этот универсальный сварочный аппарат достаточно гибким для любого проекта. Трехлетняя гарантия обеспечивает спокойствие, зная, что AHP поддерживает свою машину. Все это в совокупности делает его лучшим сварочным аппаратом TIG и Stick для домашнего использования. Единственным недостатком этой машины является то, что она весит целых 69 фунтов! Его перемещение может быть неудобным, если только вы не установите его на колесную тележку.
Плюсы
- Предлагает TIG и ручную сварку
- Сварка алюминия ¼ дюйма и низкоуглеродистой стали 3/8 дюйма
- Трехлетняя гарантия
- Может работать от сети 110 В и 220 В
3.Сварщик Forney 261 MIG — лучшее соотношение цены и качества
Для многих любителей сварки своими руками бюджет является одним из важнейших факторов при принятии решения о покупке инструмента. Если вы беспокоитесь о том, что после получения сварочного аппарата у вас останутся деньги на материалы для вашего проекта, то обратите внимание на Forney Easy Weld 261. Этот недорогой сварочный аппарат может легко обрабатывать низкоуглеродистую сталь толщиной до дюйма. Плавное регулирование напряжения и скорости подачи проволоки позволяет вам каждый раз выбирать идеальные настройки для каждого сварного шва.
Сварочный аппаратForney подключается к стандартной розетке на 110 В. Он обеспечивает силу тока от 32 до 140. При весе всего 19 фунтов он чрезвычайно портативен, и вы без проблем можете использовать его в дороге. Кроме того, он занимает мало места, поэтому, когда он не используется, он не будет занимать ваше драгоценное рабочее пространство. Все это по доступной цене с годовой гарантией.
Плюсы
- Бесконечное регулирование напряжения и скорости подачи проволоки
- Включается в стандартную розетку
- Крошечный след
- Всего 19 фунтов
4.Lincoln Electric K2278-1 Сварочный аппарат для дома
Этот удобный маленький сварочный аппарат MIG достаточно мал, чтобы его можно было положить в шкаф. Однако при весе в 45 фунтов он намного тяжелее, чем можно было бы предположить из-за его небольшого размера. Он предназначен для подключения к стандартной домашней розетке.
Этот сварочный аппарат имеет выходной диапазон 35-88 ампер, что не так много, как у предыдущих моделей. По этой причине Lincoln Handy Core может сваривать только низкоуглеродистую сталь толщиной до 1/8 дюйма. Для мелкого хобби этого может быть достаточно.Если вы строите что-нибудь конструктивное, подумайте о подразделении с более высокими возможностями.
Плюсы
- По умеренной цене
- Очень маленький
- Работает от стандартной электрической сети 110 В
Минусы
- Только диапазон 35-88 ампер
- Может сваривать только низкоуглеродистую сталь толщиной до 1/8 дюйма
- 45 фунтов тяжелее для своего размера
5. Lotos LTPDC2000D Сварочный аппарат для плазменной и аргонодуговой сварки
Lotos сделал несколько уникальное предложение с LTPDC2000D.Это еще один комбинированный сварочный аппарат, сочетающий в себе сварку TIG и ручную сварку. Завершая набор, они также включили установку плазменной резки! Это три полезных инструмента, встроенных в одну портативную машину. Плазменный резак может выполнять чистый рез на металлах толщиной до ½ дюйма. Установки сварочного аппарата TIG и Stick работают от 15-200 ампер. К сожалению, в этой модели нет ножной педали для сварки TIG, и она не поддерживает сварку алюминия TIG.
Несмотря на то, что его можно использовать от сети 110 В или 220 В, он не предназначен для работы в стандартной домашней цепи на 20 А.Вместо этого вам понадобится двойной прерыватель на 50 А и более толстые провода, чем те, которые, вероятно, сейчас в ваших стенах. Лучше всего питать его от сети 220 В, что под силу не всем. При весе 42 фунта он не самый тяжелый, но и не очень портативный.
Плюсы
- Сварка TIG и электродом в одном аппарате
- Плазменный резак г.
Минусы
- Требуется электрическое напряжение 220 В или 110 В с двойным выключателем на 50 А
- Алюминий не может сваривать TIG
- Без педали для сварки TIG
6.Перезагрузка Stick Welder
При весе всего 13 фунтов этот сварочный аппарат от Reboot является самым легким и портативным сварочным аппаратом в нашем списке. Входящий в комплект преобразователь позволяет использовать электрическое напряжение 110 или 220 В. Он способен производить до 120 А на 110 В и до 160 А на 220 В. К сожалению, известно, что преобразователь неисправен. Когда это произойдет, сварщик будет бежать всего несколько секунд, прежде чем умереть.
Одним из достоинств этого устройства является его умеренная цена.Однако качество сборки вполне соответствует ценнику. Этот продукт кажется немного дешевым, и иногда случались блоки DOA. Если вы хотите сэкономить, есть другие бюджетные предложения с большей надежностью.
Плюсы
- Очень легкий и портативный
- дешевый
Минусы
- Плохое качество сборки
- Преобразователь мощности неисправен
7. SUNGOLDPOWER MIG 150A Сварочный аппарат
Если у вас очень скудный бюджет и вам просто нужна самая дешевая установка, которую вы можете найти, сварочный аппарат SUNGOLDPOWER MIG 150A может вам подойти.По одной из самых низких цен в нашем списке, этот сварочный аппарат включает даже сварочную проволоку и маску. Конечно, поговорка «вы получаете то, за что платите» абсолютно правдоподобна. Не ожидайте, что у этого сварщика будет функция plug-and-play, как у лучших сварщиков в этом списке.
Проблемы преследуют этот недорогой продукт. Несмотря на то, что он предназначен для работы от розетки на 110 В, вам понадобится прерыватель на 40 или 50 А. Известно, что механизм подачи проволоки иногда выходит из строя, отказываясь подавать электрод. Очевидно, это затрудняет использование машины.
Минусы
- Требуется выключатель на 40 или 50 А
- Механизм подачи проволоки часто ломается
8. Goplus MIG130 Сварочный аппарат для домашнего использования
Этот сварочный аппарат MIG от Goplus имеет невысокую цену, и вы это узнаете, даже не видя бирки. Поставляется в комплекте с маской, проволокой и щеткой в качестве стартового набора для начинающих сварщиков. Вы можете выбрать одну из четырех скоростей сварки и 10 уровней скорости подачи проволоки. При весе 35 фунтов он довольно портативный, и вам не понадобится тележка, чтобы передвигаться.
Несмотря на то, что он рекламируется как сварочный аппарат MIG, на самом деле это сварочный аппарат с флюсовой проволокой и не предлагает настоящую сварку MIG. Это также подразделение, подверженное проблемам. Скорость подачи проволоки нестабильна, поэтому получить чистый валик очень сложно. Когда вы только начинаете, это только усложнит обучение сварке. Этот продукт часто приходит сломанным, а гарантия составляет всего три месяца. В целом машина особого доверия не вызывает. По цене доступны лучшие варианты.
Минусы
- Не настоящий сварщик MIG
- Часто приходит сломанный
- Неустойчивая скорость подачи проволоки
- Трехмесячная гарантия
Руководство покупателя: на что следует обратить внимание
Прочитав наши обзоры, вы, вероятно, задаетесь вопросом, что делает одного сварщика лучше другого. Давайте посмотрим на общие особенности сварщиков, которые следует учитывать перед покупкой.
Тип сварщика
Сварочный аппарат
При сварке штангой электрододержатель переносится вручную.Сварочный аппарат также подключен к основному металлу. Когда ваш электрод соприкасается с основным металлом, между ними протекает электричество, создавая дугу.
Сварные швы, полученные сваркой штучной сваркой, не самые красивые. Очень много брызг, и они потребуют очистки. Кроме того, это более сложный для освоения вид сварки, поэтому ваши сварные швы будут еще менее привлекательными во время длительного обучения. Он хорош для сварки снаружи и на грязных поверхностях, но не подходит для тонких металлов.
Сварщик MIG
Сварщик MIG выдвигает проволочный электрод при нажатии на спусковой крючок. Электричество проходит между этой проволокой и основным металлом, который вы свариваете, создавая дугу, плавящую проволоку. При плавлении проволока становится присадочным металлом, который соединяется с основным металлом, образуя высокопрочный сварной шов.
Сварка МИГ — это самый простой в освоении вид сварки. Он обеспечивает чистые сварные швы без шлака и требует гораздо меньшей очистки. Его можно использовать для обработки металлов различной толщины, в зависимости от силы тока вашей машины.Сварка MIG хорошо работает в помещении и является отличным выбором при сварке в гараже.
Сварщик TIG
Сварка TIG — это более сложный вид сварки, который чаще всего используется для очень тонких металлов. Электрод изготовлен из неплавящегося вольфрама и экранирован соплом защитного газа. Может использоваться с присадочными прутками разной толщины из разных металлов. Его также можно использовать без присадочного стержня, если ваши поверхности соприкасаются с достаточно чистыми краями, этот процесс называется сплавлением.
Этот вид сварки обеспечивает максимальную управляемость, но при этом является наиболее сложным. Ваша нога должна контролировать нагрев, одна рука должна управлять стержнем присадочного металла, а другая рука должна управлять электродом, чтобы произвести сварку. Хотя эту сварку сложно освоить и она медленнее, чем другие методы сварки, сварка TIG позволяет получать сварные швы высочайшего качества с такой же высокой прочностью. Это также позволяет лучше контролировать сварной шов, делая сварочные швы TIG более эстетичными.
Блок питания
Представьте, что вы купили своего нового сварочного аппарата и очень рады доставить его домой и начать ломать его! Но когда вы открываете коробку, вы разочаровываетесь, увидев, что для нее требуется вилка 220 В, и вам некуда ее подключить.Или, может быть, у него есть вилка на 110 В, но он продолжает отключать ваш выключатель каждый раз, когда вы его используете! Почему это происходит? Он может быть разработан для работы от выключателя с гораздо большей силой тока, чем обычно используется в домах.
В вашем доме, вероятно, есть выключатели на 15 и 20 ампер, питающие розетки. Некоторые сварочные аппараты, хотя и рассчитаны на напряжение 110 В, предназначены для работы от сети на 50 или даже 60 А. Если ваш дом в настоящее время не оборудован для этого, для работы вашего нового сварочного аппарата потребуется проточный провод и добавление более мощного выключателя.Подумайте об этом заранее, чтобы избежать замешательства, головной боли и разочарования в будущем.
Сила тока
Сила электрического тока, производимого сварщиком, измеряется в амперах. Скорость плавления и глубина проплавления сварного шва контролируются силой тока. Чем выше сила тока, тем глубже сварной шов заполнится большим количеством материала. При сварке с меньшей силой тока будет использоваться меньше материала и достигается только неглубокий провар.
Напряжение
Напряжение — это в основном электрическое давление.В основном это влияет на то, как видимая часть сварного шва формируется сверху, и не оказывает большого влияния на глубину. Сварные швы низкого напряжения образуют более высокие и тонкие швы. Сварные швы под высоким напряжением будут шире и ровнее с более гладкими краями. Подбор правильного напряжения для вашего материала будет иметь решающее значение для получения красивого и качественного сварного шва.
Заключение
Прочитав руководство для покупателя, вы точно знаете, что искать в сварочном аппарате. Вы видели наши обзоры восьми лучших сварщиков для домашнего использования и знаете, какие функции важны для вас.
Hobart 500559 — наш лучший выбор как лучший домашний сварочный аппарат MIG. Его можно подключать к стандартной домашней розетке на 20 А и обеспечивает отличную регулировку для идеальной сварки. Он также надежен, на что Хобарт предоставляет пятилетнюю гарантию.
Во втором месте AHP AlphaTIG 200X предлагает как сварку TIG, так и ручную сварку. Он способен сваривать низкоуглеродистую сталь толщиной до 3/8 дюйма и может работать от электросети 110 или 220 В. Добавьте к этому трехлетнюю гарантию, и станет очевидным, почему мы выбрали ее как лучшего сварщика TIG и Stick.
Наконец, по лучшей цене Forney Easy Weld 261 занимает третье место. Умеренная цена, бесконечное регулирование напряжения и скорости подачи проволоки, а также возможность подключения к обычной розетке делают этот крошечный 19-фунтовый сварочный аппарат лучшим соотношением цены и качества.
Вы получили информацию, теперь пора выбрать инструмент и начать зажигать искры!
Связанные страницы:
Идеи полного сварочного стола и тележки DIY [50 дизайнов]
Вдохновляйтесь идеями, конструкциями и изображениями для создания своего сварочного стола или тележки для самостоятельного изготовления.Посмотрите, как другие занимались хранением сварочных аппаратов, стержней, газовых баллонов, угловых шлифовальных машин, отрезной пилы, тисков, зажимов и многого другого. Посмотрите, какие рабочие поверхности подойдут вам лучше всего.
Аккуратная поддержка для крупных проектов. Также необходимы большие тиски. На OffroadFabnet.com много таких классных потрясающих проектов…
Отличная идея тележки для плазменной резки. Весь шлак и пыль стекают в ковш. Pirate4x4 — еще один отличный источник для проектов Fab…
Сварочная тележка для зажима.Попробуйте Garage Journal для этого и других проектов…
Tig Cart с форумов MillerWelds аккуратный. Хранилище для Tig, самодельный кулер для воды Tig, немного удочки, газовый баллон и неизбежный пластиковый ящик, полный аксессуаров.
Тележка династии Миллер. Эти тележки, которые подходят сварщикам, острые…
Профессиональные сварщики рекомендуют толстый лист сверху. Этот стол имеет стальную пластину толщиной 1 дюйм. См. Дополнительную информацию в разделе «Практический машинист» — еще одном прекрасном источнике идей.Очень нравится вырез для педали Tig.
Еще один очень прочный стол, приспособленный для зажима…
Каждому сварщику нужен набор угловых шлифовальных машин под рукой. Я люблю вешать их прямо на тележку…
Очень много нравится в этом большом красном столе. Толстый металлический верх, большие тиски, хранилище зажимов, хранилище угловой шлифовальной машины, и посмотрите на эти удобные выходы для угловых шлифовальных машин и всего остального под кромкой стола, где они защищены. Есть даже откидное отделение для отрезной пилы.Хороший!
Розетки на тележке кажутся хорошими. Если у вас есть несколько сварщиков на тележке, предоставляя каждому из них розетку 220 на тележке, которая подключается к одному соединению, стена тоже звучит удобно…
Бензобаки часто занимают довольно много места. Эта установка укладывает их горизонтально, чтобы освободить немного места и сохранить низкий центр тяжести. Хорошая идея, хотя вытаскивать их оттуда для пополнения, вероятно, болезненно.
Еще больше идей для сварочного стола и тележки:
Хороший базовый стол с отсеком для плазменной резки.Мне кажется, что выдвижная или откидная плазменная поверхность, которая немного больше, была бы изящной особенностью для универсального стола + тележки…
Вот хорошая базовая тележка для сварки…
И еще одна аккуратная тележка…
Есть ли двутавровые балки для утилизации? Они делают огромную тележку. Это от Welding Web…
Это может быть не только тележка для шлифовальной машины, но и сварочная тележка, но она все же аккуратная…
Хранение удочек прямо на тележке кажется хорошей идеей…
Еще одна идея для хранения стержней: просто сделайте стойку для пробирок, в которые они входят…
Практически целая мастерская на тележке.Мне нравятся большие колеса, потому что я знаю, что катить тяжелую тележку по ступеньке 3/4 дюйма в мой гараж было бы намного проще с ними, чем с роликами обычного размера …
Tig, Mig, Oxy Acetylene, Nice Tool Chest (выглядит как боковой ящик, который удобен, когда вы хотите узкий) — Все необходимое…
Толстый чугун с квадратными отверстиями — это лучшая поверхность для промышленного сварочного стола. Такой тип поверхности называется «Жёлудевый стол»…
Аккуратная выдвижная стойка для плазменной резки.Обратите внимание на систему поддомкрачивания, чтобы вы могли оторвать ролики от земли, когда закончите катать стол. Толстый стальной стол тоже хорош. Это с форумов по сварке в Хобарте…
Прицепное устройствоидеально подходит для крепления тисков, отрезных пил, шлифовальных машин и всего остального, что вы можете убрать с дороги, если вам нужно больше места. Вот еще один пример самоподъемной системы для снятия стола с роликов…
Обязательно приварите к столу хорошую точку заземления, чтобы можно было убрать зажим заземления и просто оставить его подключенным…
Еще один очень красиво сделанный стол.Много места для хранения + розетки + прицепы для аксессуаров…
My Home Shop Сварочная тележка
У меня есть небольшой сварочный стол на ящике для катания с инструментами, который я сколотил однажды днем. Это послужило мне, но в какой-то момент я хотел бы добиться большего. Вот некоторые из функций, которые я бы добавил в новый сварочный стол / тележку:
— Место для моего Miller 180 Tig, Miller 251 Mig, плазменного резака ESAB и установки Oxy-Acetylene.
— Поверхность стола намного толще.По крайней мере, 1/2 дюйма стали, а может быть, даже 1 дюйм. Еще не решили, делать ли зажим с прорезью или нет.
— Выдвиньте или поднимите стойку для плазменной резки.
— Ресиверы на углах для аксессуаров, таких как большие тиски и моя отрезная пила. Я мог бы бросить свой точильный инструмент и дисковую шлифовальную машину на эти приемники.
— Централизованное подключение сжатого воздуха с подвесным хранилищем для пневмоинструментов
— Выходы на тележке, шлифовальном станке и зажимных стойках.
— Хранение удочки с одной или другой стороны по удобству.
— Ролики большего размера, чтобы легче катить тяжелую тележку по неровностям.
— Я бы определенно оставил ящик для инструментов в центре тележки.
Все эти и другие идеи вы можете увидеть на фотографиях ниже:
Столик, который я скинул днем. Люблю использовать шкафы для прокатных инструментов, купленные дешево на распродажах, в таких проектах.
Сделайте свой собственный сварочный аппарат «Wonder How To
Как к
: Сделать аппарат для сварки фольгиС трудом удерживаете предметы, которые нужно сваривать? Тогда посмотрите это видео, чтобы узнать, как сделать машину для быстрой сварки фольги.Сделать этот аппарат, который поможет в ваших сварочных проектах, действительно очень просто. Все, что вам нужно, это две небольшие доски и два шурупа.
Как к
: Поддерживайте зону транспортера на вашей швейной машинеЭкономьте деньги, выполняя техническое обслуживание швейной машины самостоятельно! Хотя есть различия между швейной машиной Singer, моделью Brother или машиной Janome, между ними есть много общего.В этом видео показано, как ухаживать за зубчатой рейкой на швейной машине и очищать ее.
Новости
: Создайте свой собственный генератор осциллирующих волнПоперечное волновое движение — это красивый эффект ряби, который возникает, когда движущаяся волна вызывает колебания, которые распространяются перпендикулярно направлению передаваемой энергии.(Например, через Википедию: «Если поперечная волна движется в положительном направлении оси x, ее колебания … подробнее
Как к
: Сделайте самодельный резьбонарезной станокЕсли у вас на рабочем месте есть какие-то детали, и вам нужно что-то с ними сделать, почему бы не попробовать сделать станок для нарезания резьбы.Конечно, вам нужны определенные детали, но если у вас есть почти все, что вам нужно, вы можете пойти и купить остальное, не тратя кучу денег. В этом … больше
Как к
: Сверните сигарету на ручном скручивающем станкеДля скручивания сигареты вам понадобится табак и другие составляющие, которые вам нужно добавить в сигарету, а также лист бумаги и ручной валик, которые помогут скрутить сигарету.Сначала поместите лист бумаги на ролик и поместите его в положение, которое могло бы действовать как … подробнее
Как к
: Настройка сервера AsteriskНа протяжении многих лет мне нравилось играть с Asterisk.Я обнаружил, что Asterisk чрезвычайно мощный, и с ним весело играть. Есть несколько книг и множество разрозненных статей, но большинство из них устарели, и информация, необходимая для создания Asterisk с самого начала … подробнее
Как к
: Используйте свою швейную машину как новичокУ вас есть швейная машина и вы хотите научиться ею пользоваться? Если это так, то это 10-минутное руководство, в котором представлена общая ориентация на использование электрической швейной машины, может быть именно тем, что вам нужно.Чтобы получить дополнительную информацию и начать работу на собственном компьютере, просмотрите этот простой в использовании … подробнее
Как к
: Создание пульсометра в After EffectsНе фанат Dr.офис? Что ж, в следующий раз, когда вам понадобится сделать ЭКГ, сделайте свою! В этом уроке After Effects руководитель Creative Cow Аарон Рабиновиц покажет вам, как построить свой собственный аппарат ЭКГ, не выходя из дома (или офиса). (Flatline не входит в комплект) Create a … more
Как к
: Заправьте нить в швейную машину и начните шитьПрежде чем вы сможете починить или создать одежду на швейной машине, вам нужно заправить нить.Это видео-руководство проведет вас через все необходимые шаги, от намотки шпульки до заправки нити в верхнюю часть самой машины. Для получения дополнительной информации и начала работы с потоками y … подробнее
Как к
: Сделайте дым-машину из бытового утюгаОживите свои вечеринки, сделав свою собственную машину для тумана, используя предметы, которые вы можете найти по всему дому.Вам понадобится * Утюг * Две алюминиевые сковороды глубиной около 5 дюймов или глубже * Ножницы * Алюминиевая фольга * Пистолет для горячего клея * 7 фунтов. галька или гравий * 20 унций. пластик б … подробнее
Как к
: Создайте непревзойденный охладитель тумана в этот ХэллоуинХотите добавить последние штрихи в Дом с привидениями? Тебе, друг мой, нужен Абсолютный Охладитель Тумана.В этом ролике от сотрудников MAKE вы узнаете, как создать такую, которую вы сможете назвать своей, примерно за час. Для получения подробных пошаговых инструкций и получения … больше
Как к
: Построить телеграф с азбукой МорзеХранение секретов в чужих руках требует отчаянных мер — а может быть, просто разумных.Если у вас есть секрет, лучший способ защитить его — использовать код, а лучший способ передать это секретное сообщение — через систему электронного телеграфа. Это видео покажет вам, как сделать … больше
Как к
: Изготовить быстрозажимной гильзовый пистолет из «Таксиста».Этот видеоурок от IndyMogul покажет вам, как сделать быстросъемный гильзовый пистолет из «Таксиста».Роберт Де Ниро построил его в «Таксисте» Скорсезе, но Эрик Бек из INdy Mogul построил его по дешевке! В этом эпизоде Эрик создает печально известный пистолет с быстросъемным рукавом, который … еще
Как к
: Сделайте миниатюрную туманную машину из сухого льдаЧтобы получить великолепно выглядящий туман, вам больше не нужно идти в местный магазин кинопродукции или магазин Хэллоуина (который почти всегда закрыт 11 месяцев в году).Вы можете сделать самодельный вариант дымогенератора. Ладно, он не такой прочный, как электрогенератор, но если вы … еще
Как к
: Организация файлов и папок в Windows 7Top-Windows-Tutorials — отличный сайт, посвященный руководствам по Windows практически по всем вопросам, связанным с Windows.Независимо от того, являетесь ли вы компьютерным новичком или экспертом в области операционных систем Windows, в этих руководствах вы найдете полезную информацию, соответствующую вашему уровню знаний. Эти user frien … ещё
Как к
: Устранение распространенных проблем стиральной машиныИтак, ваша стиральная машина мигает? Скопление грязной одежды? Вы стесняетесь своего маленького размера и не можете столкнуться с прачечной самообслуживания? Посмотрите этот видеоурок, чтобы сохранить румянец и в кратчайшие сроки снова запустить машину… Перво-наперво всегда всегда всегда … еще
Как к
: Сделайте рождественскую открытку из бумаги Cricut Paper PupsЕсли у вас есть устройство для резки бумаги Cricut, вы можете делать рождественские открытки Happy Howlidays, используя картридж Cricut Paper Pups.Станок Cricut предназначен для мастеров, которые хотят вырезать из бумаги и графики для скрапбукинга и изготовления открыток. Показанная карта будет иметь … еще
Как к
: Построить орнитоптерЭто летающая машина, приводимая в движение резинкой.Журнал Make Magazine покажет вам, как сделать свой собственный примерно за 10 долларов.
Как к
: Удалите воск для свечей с ковраХотите удалить засохший воск с ковра? Вам понадобятся четыре предмета: белое полотенце, обычный электрический утюг, раствор для чистки ковров и вытяжная машина с горячей водой.Для полной пошаговой демонстрации того, как удалить надоедливые пятна парафинового воска с вашего ковра, вы …
Как к
: Соберите ПК с процессором Core 2 Duo 3 ГГц менее чем за 450 долларовКогда вы покупаете компьютер, вы платите не только за составные части машины, но и за сборку всех этих частей вместе.Таким образом, сборка собственного компьютера может быть отличным способом сэкономить немного денег для технически подкованных. А если вы не сообразительны, приобретите смекалку с … еще
Как к
: Пришивной стационарныйВ этом видеоролике ReadyMade показано, как сделать свои собственные творческие сшитые канцелярские товары, сшивая бумагу вместе для различных целей.Все, что вам нужно, это швейная машинка (или игла с ниткой) и бумага.
Как к
: Преобразуйте свой мотоцикл на электроэнергиюЭто видео с практическими рекомендациями показывает, как построить свой собственный электрический мотоцикл; хороший способ перейти с газа на батареи, чтобы сохранить окружающую среду.Есть много сварочных работ, но ключ к сварке — это уронить деталь и проверить, остается ли она вместе. Шпиндели и звездочки должны совпадать … подробнее
Как к
: Сделать инфракрасные очкиКип Кей из Make Magazine научит вас превращать сварочные очки в инфракрасные с помощью хитрости, которую он описывает в этом обучающем видео.Весь проект стоит всего 10 долларов. Чтобы воспроизвести этот прием дома и создать свою собственную пару инфракрасных очков в стиле стимпанк, следуйте инструкциям … еще
Как к
: Сшейте кружевное платье-топик на выпускной бал самостоятельноВ этом видео с практическими рекомендациями вы узнаете, как создать собственное платье-топ из кружева и тюля.Это будет полезно, если вам нужно уникальное платье на выпускной. Вам понадобится швейная машинка, ножницы, булавки, линейка, сантиметровая лента, нитки, пол-ярда серого трикотажа, тюль и … еще
Как к
: Ешьте здоровую пищу во время путешествий и проживания в отеляхХорошо питаться дома на самом деле довольно просто, если вы заранее спланируете, что вы собираетесь есть, приготовите себе еду и контролируете, где вы ее получите.Но как только вы начинаете путешествовать, еда, доступная вам, становится намного более ограниченной, в основном это касается мармеладных мишек и чипсов в торговых автоматах. …более
Как к
: Сделайте аппарат для дуговой сварки с автомобильным аккумулятором и карманной заменойДуговая сварка — это тип сварки, при котором используется источник питания для создания электрической дуги между электродом (электрическим проводником) и основным материалом для плавления металлов в точке сварки.Хотя вы, безусловно, можете приобрести сварочного аппарата для своего автомобильного магазина или ювелирного бизнеса, вы … больше
Как к
: Построить станок с ЧПУ с использованием двух старых приводов компакт-дисковВзгляните на этот учебный видеоролик и узнайте, как сделать свой собственный станок с числовым программным управлением (ЧПУ) из двух старых приводов компакт-дисков.Станки с ЧПУ служат в качестве контроллеров для ряда устройств, таких как станки, читая инструкции G-кода. Имея собственный станок с ЧПУ, вы … больше
Как к
: Самый быстрый способ исправить сломанные очкиУсовершенствованный сварочный аппарат, обычно используемый для ремонта ювелирных изделий.Короткий клип, показывающий, как микроскопическая сварка TIG восстанавливает оправы очков путем сплавления металлических поверхностей непосредственно друг с другом. Кадры высокой четкости, снятые с помощью камер HV10 и HV20.
Как к
: Отжим сахарной ваты в бутылочной крышкеЭто видео с практическими рекомендациями по кондитерскому искусству демонстрирует, что с помощью электродвигателя, крышек для сока, батареи и сахара вы можете сделать свою собственную машину для сахарной ваты.Не ждите карнавала или ярмарки, чтобы в следующий раз попробовать сладкую сладкую вату. Посмотрите этот видеоурок, чтобы увидеть … больше
Как к
: Сделайте пердящий автоматВ этом видео показано, как сделать пердящий автомат.Вот простая пошаговая инструкция, как сделать свою собственную Mega Fart Machine. От пукающих XL-2000 до бомб F-9000. Это так просто, что даже бабушка справится! Зачем ждать, идите и сделайте свою собственную Mega Fat Machine. Use … больше
Как к
: Выполнить стыковую сваркуВ этом уроке мы узнаем, как выполнить стыковой шов.Сначала прочтите настройки сварочного аппарата и убедитесь, что все настроено в порядке. Теперь наденьте защитное снаряжение на свое тело и приступайте к сварке. Будьте осторожны и проделайте несколько отверстий в ме … подробнее
Как позвонить в службу
: Установите физический движок WOW-Engine в Flex 3Хотите установить физический движок для Flex или Papervision? В этом видеоуроке Майк Лайвли из Университета Северного Кентукки демонстрирует, как установить Wow Physics Engine в Flex 3 для использования с Papervision3D.Чтобы узнать больше и начать установку WOW-Engine на y … подробнее
Как к
: Победить аркадный автомат с падающими когтямиВойдите в аркаду или видеоигру, и вы увидите одну из этих хитрых машин с когтями или кранами.Вы когда-нибудь видели, чтобы кто-нибудь выигрывал на одном из них? Возможно нет. У демонстратора видео есть собственная машина с когтями, поэтому он предлагает несколько советов по игре! Посмотрите это видео conning tuto … больше
Как позвонить в службу
: Покрасьте свою одеждуПосмотрите, как эксперт по гардеробам Барбра Горовиц продемонстрирует, как легко красить одежду дома.Все, что вам нужно, это соль, порошкообразный краситель и немного одежды. Вы можете покрасить одежду в собственной стиральной машине без особых усилий. Для очистки просто запустите пустую загрузку белья с … подробнее
Как позвонить в службу
: Заменить уплотнитель двери стиральной машиныПротекающая стиральная машина — проблема, которую нужно решать быстро.Любая утечка воды из машины может привести к тому, что ваш пол станет гладким и, возможно, создаст беспорядок, особенно если у вас есть ковер. В этом уроке вы узнаете, как заменить уплотнение на шайбу … подробнее
Как позвонить в службу
: Создайте декоративную строчку на вышивальной машинеПосмотрите демонстрацию декоративного шитья различными нитками.Создайте свой собственный сэмплер на своей машине в качестве источника дизайна для будущих проектов. Пестрая машинная вышивка, машинная вышивка полиэстером, металлизированные нити. Часть 1 из 2 — Как создать декоративную строчку … больше
Как к
: Исправить негерметичный клапан стиральной машиныСтрадаете из-за негерметичного клапана стиральной машины? Возможно, это проще исправить, чем вы думаете, прежде чем вызывать сантехника, посмотрите это обучающее видео своими руками от разнорабочего Хаба Киркпатрика.Пошаговые инструкции по ремонту протекающего клапана стиральной машины вы найдете в …
Как позвонить в службу
: Сделать Vista быстрееВы разочарованы медлительностью Microsoft Windows Vista? Из этого видеоурока по Windows вы узнаете, как использовать инструмент «Производительность» в Windows Vista, чтобы отключить бессмысленные функции, которые вам не нужны, и ускорить запуск Vista в процессе.Для получения дополнительной информации или для … еще
Как позвонить в службу
: Используйте Virtual DJ с ноутбуком, DJ | iO и микшеромВ этом кратком видеоуроке ведущий покажет вам, как микшировать песни и ди-джея с помощью Virtual DJ.Он рекомендует использовать ноутбук как минимум с четырьмя гигабайтами оперативной памяти, иметь версию Virtual DJ 5.0 или выше, иметь под рукой микшер и иметь собственный аппарат DJIO с … подробнее
Как позвонить в службу
: Создайте комбайн для уборки сахарного тростника в MinecraftПосмотрите это видео, чтобы увидеть элегантное решение проблемы сбора сахарного тростника.Оптимизируйте сбор урожая с помощью этой умной и эффективной машины. Посмотрите видео, чтобы узнать, как воспроизвести эту конструкцию и построить собственную машину для уборки сахарного тростника в Minecraft.
Как позвонить в службу
: Сделайте жидкость для тумана своими рукамиЕсли вы заядлый тусовщик, кинорежиссер или занимаетесь какой-либо другой деятельностью, в ходе которой вы часто используете туманные машины, вам, вероятно, надоело платить за жидкость, чтобы они работали.Больше не надо! Посмотрите это видео, чтобы узнать, как сделать дешевую туманную машину своими руками … подробнее
Как к
: Безопасное удаленное управление компьютерами через VNC с помощью SSHVNC — отличный протокол, который вы можете использовать на машинах Windows и Linux для удаленного управления компьютерами.Это полезно, если вам нужно управлять компьютером вдали от дома, помочь бабушке проверить ее электронную почту или помочь клиенту с очисткой диска. VNC безопасен в том смысле, что … подробнее
Как к
: Закрепите запутавшуюся посуду на стиральной машине с верхней загрузкойЕсли у вас есть стиральная машина с верхней загрузкой, у вас могут возникнуть проблемы с запутыванием.Это может раздражать, что случается регулярно. Но есть способ убедиться, что все, что вы положите в стиральную машину, останется незапутанным. В этом уроке вы узнаете удобный шаг … больше
Как к
: Подол джинсовЕсли вы хотите носить туфли на плоской подошве, которые сейчас в моде, вам, вероятно, придется подшить джинсы.с помощью этого урока вы можете сделать это сами. В учебнике используется швейная машина, но если у вас ее нет, вы можете сшить ее вручную.
Как к
: Сверните сигарету с Premier Supermatic ExcelAngelos714 описывает, как использовать машину для инъекций сигарет, чтобы сделать свои собственные сигареты.