как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
- Признаки затупления сверла по металлу
- Степень и виды повреждения сверла по металлу износом
- Анатомия сверла
- Основные типы сверл и особенности их заточки
- Как правильно точить сверло по металлу: подробная инструкция
- Оборудование для заточки сверла по металлу
- Чем можно заточить сверло по металлу
- Как заточить сверло по металлу: видео
- Как правильно заточить сверло по металлу: вывод
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.


СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов. Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
- Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.

Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.

КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.
- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
 Выдерживаемый угол имеет четкие границы и равен 125 градусам;
Выдерживаемый угол имеет четкие границы и равен 125 градусам;Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание. Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.
 Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу начинается с подбора необходимого оборудования:
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено. Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента. Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
- Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
 Заточка таких сверл требует наибольшей осторожности;
Заточка таких сверл требует наибольшей осторожности;Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)

- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.
Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.
На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.

Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
 com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
com/embed/54GdIEoSf08″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными. При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
При сверлении в материалах с низкой прочностью, как например легкие сплавы, пластмассы и т.п., угол заточки не влияет в такой мере на производительность и стойкость сверла, как при сверлении твердых материалов. Для применения ручного инструмента при ремонтных и монтажных работах характерно эпизодическое сверление самых разных материале. В этом случае перетачивать сверла под работу с менее прочными материалами не имеет смысла.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
ниже.). Недостатком является относительно большая длина «перемычки» в центральной части (около 1/5 диаметра сверла). В зоне «перемычки» происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки. Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Такая заточка особенно рекомендуется для сверл с перемычками относительно большого размера (прежде всего для сверл большого диаметра).
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Как заточить сверла
Фото: istockphoto.com
Домашние мастера живут по правилу «правильный инструмент для работы», но не менее важно поддерживать эти инструменты, чтобы они могли делать свою работу.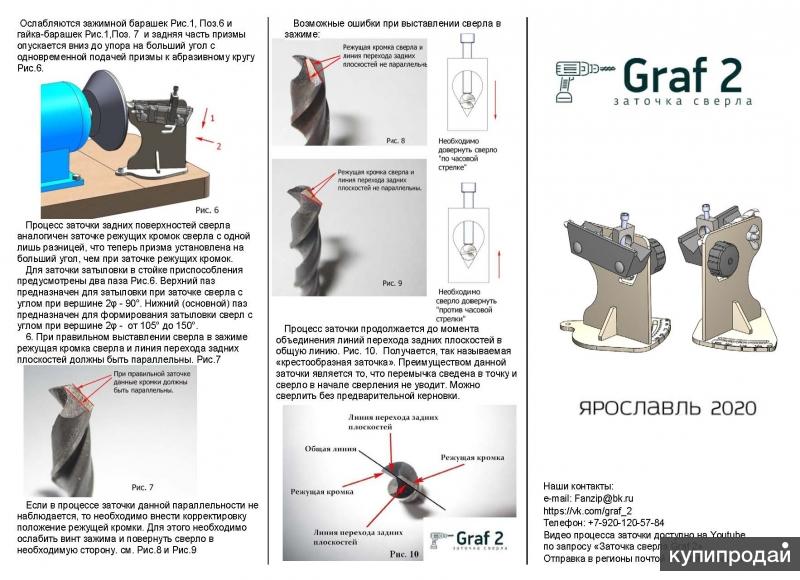 рабочие места. Показательный пример: поддержание остроты спиральных сверл. Когда биты затупляются, вы естественным образом склонны сильнее давить на сверло, что неизбежно приводит к поломке бит и даже может привести к травме. Несмотря на то, что существуют устройства, специально предназначенные для точной заточки сверл, настольный шлифовальный станок в вашей рабочей комнате может быть всем, что вам действительно нужно. Остроконечные сверла делают работу во многих проектах безопасной и легкой, поэтому, хотя для того, чтобы заточить их как профессионал, требуется немного практики, самое время научиться затачивать сверла, чем перед следующей задачей.
рабочие места. Показательный пример: поддержание остроты спиральных сверл. Когда биты затупляются, вы естественным образом склонны сильнее давить на сверло, что неизбежно приводит к поломке бит и даже может привести к травме. Несмотря на то, что существуют устройства, специально предназначенные для точной заточки сверл, настольный шлифовальный станок в вашей рабочей комнате может быть всем, что вам действительно нужно. Остроконечные сверла делают работу во многих проектах безопасной и легкой, поэтому, хотя для того, чтобы заточить их как профессионал, требуется немного практики, самое время научиться затачивать сверла, чем перед следующей задачей.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ Доступно на Amazon. Поскольку во время заточки очень важно крепко держать сверло, перчатки указаны как необязательные. Защитные очки, однако, являются обязательными.
Как заточить сверла
ШАГ 1
Осмотрите затупившиеся сверла. Ваша цель состоит в том, чтобы удалить достаточно металла, чтобы получить заточенную кромку. Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты действительно разрушены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты выглядят не так уж плохо, начните с более тонкого шлифовального круга.
Многие настольные шлифовальные машины имеют два шлифовальных круга, один грубый и один тонкий. Если биты действительно разрушены, начните с грубого колеса и переключитесь на более тонкое позже в процессе; если ваши биты выглядят не так уж плохо, начните с более тонкого шлифовального круга.
Наденьте защитные очки и включите шлифовальный станок. Крепко возьмитесь за сверло и держите режущую кромку точно параллельно передней части шлифовального круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. Не поворачивайте и не вращайте его; просто держите его прямо и держите под первоначальным заводским углом 60 градусов.
Фото: istockphoto.com
ШАГ 3 Держите биту под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать сверло. Сосредоточьтесь на шлифовании пятки сверла, где кончик встречается с изогнутым стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет плавно сверлить.
Если угол недостаточно крутой, сверло не будет плавно сверлить.
Сделайте паузу после четырех-пяти секунд заточки и опустите сверло в ледяную воду, чтобы охладить металл. Невыполнение этого требования приведет к тому, что сверло станет слишком горячим, чтобы его можно было удерживать, и даже быстрее изнашивает металл, сокращая эффективный срок службы сверла. Как только сверло станет прохладным на ощупь, осмотрите его, чтобы убедиться, что оно хорошо заточено на той стороне, с которой вы только что работали.
ШАГ 5 Когда острие на первой стороне вас удовлетворит, поверните сверло на 180 градусов и используйте тот же процесс заточки и охлаждения для противоположной стороны наконечника. Стремитесь к этому углу в 60 градусов, а также к углу и вершине одинаковой ширины с обеих сторон сверла, чтобы инструмент мог сверлить прямые отверстия. Чтобы обеспечить одинаковую заточку, некоторые люди предпочитают затачивать понемногу с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов после каждых нескольких секунд заточки.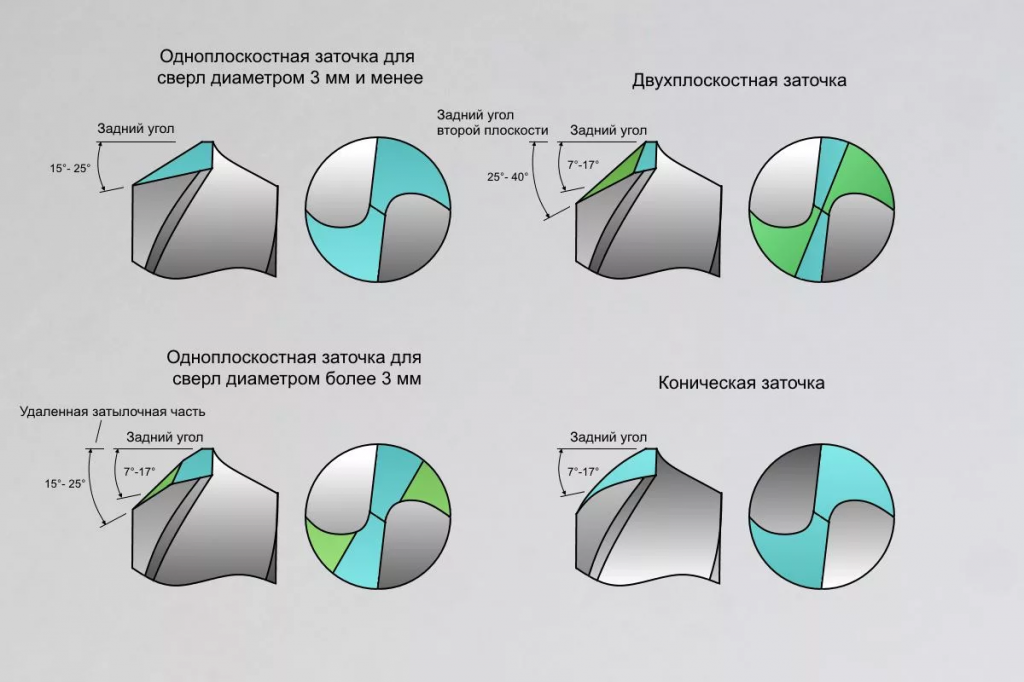
После того, как кончик сверла соприкоснется с точно заточенной точкой, а обе кромки станут острыми и одинаковой ширины, выполните пробный запуск сверла. Держите наконечник перпендикулярно куску дерева и поверните сверло рукой. Даже при таком легком нажатии хорошо заточенное сверло должно создать начало отверстия. Если нет, пересмотрите свой наконечник и вернитесь к шлифовальному кругу. Опять же, стремитесь к этому идеальному наклону в 60 градусов на точке с одинаковой шириной с обеих сторон. Не расстраивайтесь, если вы вернетесь к рулю несколько раз — это часть кривой обучения.
ШАГ 7Как только вы убедитесь в остроте сверла, вставьте его в дрель, возьмите обрезки дерева и начните сверлить. Он должен сразу «вгрызаться» в древесину с минимальным усилием, а когда вы вытаскиваете сверло из дерева, он должен выбрасывать щепки по мере их появления.
Фото: istockphoto.com
Основные советы по поддержанию остроты сверл После того, как вы успешно научитесь затачивать сверла, сохраняйте остроту сверл, следуя этим трем рекомендациям.
- На каждый дюйм или около того, который вы просверлите, вытащите сверло и сдуйте все хлопья или стружку. В противном случае эта стружка забьется в канавки насадки и сильно нагреется. Чем сильнее нагревается сверло, тем быстрее оно тупится, что требует более частой заточки.
- Сделайте привычкой метод остановки и охлаждения, особенно при сверлении твердой древесины. Просто держите поблизости емкость с холодной водой и опускайте сверло на несколько секунд после каждого сверления через каждые несколько дюймов.
- Держите два полных набора сверл. Некоторые профессионалы полагаются на почти новый набор сверл только для того, чтобы начать отверстие, а затем, чтобы этот лучший набор дольше оставался острым, переключаются на свои старые, заточенные сверла, чтобы закончить задачу после того, как отверстие будет готово.
Сверла для заточки
Сверла для заточки Читатель недавно спросил меня, как заточить сверла. Его то, что трудно объяснить словами, и оглядевшись, я понял в сети не было ни одного совета по заточке спиральных сверл. считается достойным обмена. Так что я решил сделать несколько фотографий и видео
чтобы объяснить, как я делаю это от руки.
считается достойным обмена. Так что я решил сделать несколько фотографий и видео
чтобы объяснить, как я делаю это от руки.Вот спиральное сверло, потерявшее остроту (щелкните изображение, чтобы увеличить его). Пока скучно биты все еще хорошо сверлят в лесу на сверлильном станке, они не будут резать очень чисто, а также слишком сильно горячий. Для сверления металла тупая дрель просто не просверлит.
Существуют всевозможные сложные приспособления и приспособления для заточка сверл. Но дело в том, что спиральные сверла на самом деле довольно легко точить вручную. И если вы ошибетесь, самое худшее, что может случиться, это что вы стачиваете несколько миллиметров сверла, пока не добьетесь нужного результата.
Я начинаю с того, что сверло прижато к кругу, так что режущая кромка находится горизонтально и против
настольный шлифовальный круг. Затем во время заточки поворачиваю сверло по часовой стрелке, чтобы убедиться
Я отрезаю материал за режущей кромкой.
Важно то, что режущая кромка заканчивается самой передней частью сверла, что точка остается в центре и что она симметрична. Я обычно работаю на разных сторонах, Держу дрель в правой руке, а левой поворачиваю ее на 180 градусов. рука. Таким образом, я держу постоянное движение из стороны в сторону, что должно поддерживать симметрия.
Вот свежезаточенное сверло.
Что НЕЛЬЗЯ делать
Легкая ошибка состоит в том, чтобы слишком сильно отвести назад и случайно зарубите противоположную, только что заточенную режущую кромку сверла. Я сделал это намеренно на этом один, см. красную стрелку.Эти дрели пришли с каким-то бывшим в употреблении хламом, который я купил. Тот, что слева, действительно запутался. Кто-то сточил режущую кромку, не зачищая назад. Теперь резка кромка на самом деле не самая передняя тонкая, поэтому дрель в принципе непригодна.
Сверло справа заточено под странным углом — стреловидность 45 градусов, но все равно должно
быть пригодным для использования. Просто не идеал.
Просто не идеал.
С помощью хорошего острого сверла можно хорошо просверлить металл. Хотя ручной дрелью, сверление в металле всегда будет тяжелой работой, потому что требуется так много силы.
Сверла Форстнера для заточки
Я также иногда перетачиваю биты Форстнера. я купил действительно дешевый набор бит, который предположительно покрыт титаном. Это было своего рода позор, потому что они не были такими острыми с самого начала, и к тому времени, когда биты затачиваются, титановое покрытие стачивается.Этот дешевый, я могу просто пойти напильником.
Затачиваю основную режущую кромку сбоку и спереди. При заточке спереди нужно быть осторожным, чтобы не поцарапать режущие зубья. по периметру напильником. Но лучше всего точить спереди — там намного больше глубины в этом направлении, чтобы его можно было чаще затачивать.
Зубья на этих сверлах лучше всего затачивать с помощью инструмента Dremel и отрезного диска.