Что такое: художественная ковка — ikirov.ru
Сама по себе ковка как древний способ обработки металла возникла во времена основания первых государств — Ирана, Месопотамии, Египта; ковку применяли индейцы Северной и Южной Америки и другие народы. Искусство обработки металла – это и был один из признаков государственности. В первую очередь ковка применялась в изготовлении оружия, предметов быта, орудий труда, художественная ковка появилась значительно позже.
Немного истории
 С XIV-XV века начинается распространение и постепенная популяризация художественной ковки, которая становилась предметом роскоши, позволить себе который мог далеко не каждый. С развитием торговли и технических ремесел художественная ковка приобретает все большую выразительность, особенно в Германии, Франции. Италии, Чехии. Архитектурный металл достиг своего наивысшего рассвета в период Ренессанса, в период создания садово-парковых ансамблей. Основным заказчиком для кузнецов была церковь. Во все времена кузнец всегда работал под четким руководством архитектора. Понятие художник-кузнец полностью отсутствовало.
С XIV-XV века начинается распространение и постепенная популяризация художественной ковки, которая становилась предметом роскоши, позволить себе который мог далеко не каждый. С развитием торговли и технических ремесел художественная ковка приобретает все большую выразительность, особенно в Германии, Франции. Италии, Чехии. Архитектурный металл достиг своего наивысшего рассвета в период Ренессанса, в период создания садово-парковых ансамблей. Основным заказчиком для кузнецов была церковь. Во все времена кузнец всегда работал под четким руководством архитектора. Понятие художник-кузнец полностью отсутствовало.
Ковка в период барокко стала более замысловатой, она отличалась сложным чередованием элементов, большим количеством завитушек, она выглядела очень пышно. Эпоха рококо окончательно меняет облик ковки – в ней исчезает симметрия, обилие, нагромождение элементов; для рококо характерны растительные мотивы, филигрань.
В Древней Руси кузнецы пользовались особым уважением. Они изготавливали мечи, шлемы, кольчуги, щиты, украшения конской сбруи, совместно с ювелирами создавали потрясающие по красоте украшения. С развитием городов большое распространение получило и кузнечное дело, в городах на Руси создавались кузнечные картели. Широко применялась художественная ковка в архитектуре дворцов при Петре I, который был ярым сторонником перемен и приверженцем европейкой культуры. Затем, завоевав прочные позиции, ковка как элемент декора стабильно использовалась в архитектуре. В 20 веке в Советском Союзе ковка уступает свои позиции литью (в первую очередь это связано с развитием прокатного и штамповочного производства).
В наши дни
 В настоящее время художественная ковка вновь приобретает популярность, причем сейчас она входит в буквальном смысле в наш дом – в виде предметов интерьера и ландшафтного дизайна. Наряду с ручным трудом кузнецов художественных мастерских, изготовление изделий ведётся индустриальными методами.
В настоящее время художественная ковка вновь приобретает популярность, причем сейчас она входит в буквальном смысле в наш дом – в виде предметов интерьера и ландшафтного дизайна. Наряду с ручным трудом кузнецов художественных мастерских, изготовление изделий ведётся индустриальными методами.
Наибольшим спросом среди кованой мебели пользуются кровати, скамьи, столы, стулья, каминные принадлежности, вешалки, цветочницы, полочки, консоли, светильники, люстры, бра, а также разнообразные аксессуары. В ландшафтном дизайне широко применяются кованые калитки, балконные и газонные ограждения, беседки, павильоны, арки, мостики, садовые скамьи. Интересны также аксессуары – кованые цветочные стойки, подставки, дверные ручки, фигуры для сада.
Выбор кованых изделий требует чувства стиля, ведь ковка обладает полярными свойствами – она может быть как очень изящной, современной, так и «тяжелой», архаичной. С выбором художественной ковки Вам поможет ландшафтный дизайнер, кроме того, многие фирмы предлагают сделать кованые изделия на заказ.
Процесс изготовления
 Кованые изделия, как и много веков назад, требуют большого мастерства и усердия. Они появляются на свет в результате долгой и кропотливой работы: сначала дизайнерами создается и отрабатывается до мельчайших деталей эскиз, затем проводится компьютерное моделирование. И только потом, после согласования всех нюансов с заказчиком, мастера приступают к таинству превращения холодного и бесформенного металла в удивительные произведения искусства. Разрозненные кованые элементы соединяются в единую композицию, образуя сложнейшие узоры, затейливые орнаменты, ажурную вязь. Современные станки и оборудование позволяют воспроизвести рисунок любой сложности, на который только способна фантазия.
Кованые изделия, как и много веков назад, требуют большого мастерства и усердия. Они появляются на свет в результате долгой и кропотливой работы: сначала дизайнерами создается и отрабатывается до мельчайших деталей эскиз, затем проводится компьютерное моделирование. И только потом, после согласования всех нюансов с заказчиком, мастера приступают к таинству превращения холодного и бесформенного металла в удивительные произведения искусства. Разрозненные кованые элементы соединяются в единую композицию, образуя сложнейшие узоры, затейливые орнаменты, ажурную вязь. Современные станки и оборудование позволяют воспроизвести рисунок любой сложности, на который только способна фантазия.
Одной из разновидностей является холодная ковка — при ней изделие не нагревается, а обрабатывается молоточками и прочими инструментами. Считается, что холодная ковка предпочтительней, поскольку при ней на металл не влияют высокие температуры, что якобы делает его прочнее.
Ассортимент «кованой продукции»
Кованые калитки
Большим спросом пользуются кованые калитки. Они могут быть встроены в стену или ворота или быть расположены отдельно. Выбор кованой калитки очень важен, так как калитка – это первое, что видят люди, подходя к дому. Полностью кованые ограды очень распространены в садах Европы, в нашей стране чаще используют сочетание материалов. Очень красиво ковка смотрится с камнем. Сочетание ковки и дерева создает ощущение настоящих средневековых ворот. Кованые изделия покрывают краской разных цветов, высота их также может быть различной – от 1,5 до 3 или даже 5 м.
Кованая мебель
 Кованые столики можно выбрать разного дизайна, они бывают разных цветов и размеров, могут сочетать в себе разные материалы (сочетание с деревом – классический вариант, кованые столики с применением стекла – отличает стиль модерн). Кованые лавочки, как правило, тоже представляют сочетание с деревом, хотя бывают и полностью кованые скамьи. Кованая кровать – вот то, что будет изюминкой интерьера Вашей спальни. Кованая мебель – отличный выбор, ведь она прочна, устойчива, очень красива.
Кованые столики можно выбрать разного дизайна, они бывают разных цветов и размеров, могут сочетать в себе разные материалы (сочетание с деревом – классический вариант, кованые столики с применением стекла – отличает стиль модерн). Кованые лавочки, как правило, тоже представляют сочетание с деревом, хотя бывают и полностью кованые скамьи. Кованая кровать – вот то, что будет изюминкой интерьера Вашей спальни. Кованая мебель – отличный выбор, ведь она прочна, устойчива, очень красива.
Кованые арки и перголы
Кованые арки и кованые перголы служат для создания коридоров на дачном участке, их используют для зонирования сада, нередко они служат опорой для вьющихся растений на участке. Кованые арки и перголы подчеркнут красоту цветников, водоемов.
Кованые фонари, светильники

Преимущество кованых фонарей и светильников в том, что они удачно вписываются в разные архитектурные стили. Высокие кованые фонари создают романтическое настроение; иногда они выглядят несколько старомодно, что придает саду особое очарование. Кованые фонари могут и крепиться к стенам дома. Маленькие кованые фонари и светильники можно поставить в каменистый сад, разместить возле водоема.
Кованые аксессуары
Размеры дачного участка не всегда позволяют размещать большие кованые изделия, поэтому можно ограничиться коваными аксессуарами. Это могут кованые фигуры для сада, кованые цветочные стойки, дверные молотки, держатели для зонта.
Уход за коваными изделиями
Кованые изделия долговечны. Обычно производители устанавливают гарантию сроком на 5-7 лет. Однако если кованые изделия, находящиеся в интерьере, не нуждаются в особом уходе, то за предметами ковки в саду, подверженными неблагоприятным погодным условиям, нужно ухаживать. Раз в два-три года рекомендуется применять порошковое окрашивание или освежать краску. Также не забывайте смазывать подвижные механизмы кованых ворот, калиток.
В последние годы художественная ковка наблюдает активное оживление. Взамен громоздким каменным оградам в усадьбы приходят элегантные кованые ограждения, домашние интерьеры дополняются кованой меблировкой, светильниками и прочими элементами, выполняющими как свои непосредственные функции, так и служащими исключительно в целях декора. Все больше людей предпочитает именно кованые предметы интерьера, поскольку они делают комнаты презентабельными и подчеркивают деликатный, безупречный вкус домовладельца.
www.ikirov.ru
Художественная ковка металла своими руками
Всегда большим спросом пользуются эксклюзивные вещи. И художественная ковка металла своими руками, не исключение. Это прекрасная возможность получить прочное изделие, которое будет служить длительное время. А также немаловажным аспектом является изящный внешний вид таких работ, это гарантирует именно художественная ковка.
Эстетика кованых предметов отлично дополняет как внутренний, так и внешний дизайн особняков, домов и дач. Для получения хорошего кованого изделия необходимо знать некоторые тонкости обработки металла и кузнечного дела.
Особенности ковки
Художественная ковка – это высокотехнологический метод обработки железа. Благодаря холодной ковке, изделия получаются намного прочнее, нежели те, что отливают или штампуют.

Художественная ковка
Это объясняется прохождением заготовки через специальные станки, которые их одновременно гнут и прессуют. Это искусство кузнечного дела, позволяет получить готовую работу в короткий срок.
В отличие от горячей ковки, холодную рекомендуют выполнять даже при температуре окружающей среды. Предельная отметка температурного режима не должна превышать 200–250 градусов. Как раз до того момента, когда в металле начинаются структурные изменения из-за нагревания. Преимуществом этого метода является отсутствие окалины на поверхности изделия и высокая точность исполнения тонких узоров и элементов.
Кованые изделия практически не разрушаются с течением времени. Такая устойчивость, обеспечивается воздействием давления на металл во время обработки. Методам холодной ковки необходимо обучаться. Так как при ошибке обработки, заготовку будет очень сложно переделать или изменить. Работы, выполненные таким методом, позволяют создавать самые популярные товары:
- предметы интерьера и мебель;
- заборы, лестницы и перила;
- мангалы, фонари и беседки;
- решетки на окна;
- элементы декора для каминов.

Кованые аксессуары для камина
Во время ковки в холодном состоянии часто получают рельефные узоры на полосовых и листовых заготовках. А также таким методом обрабатывают изделия из сплавов и цветных металлов.
Виды узоров для ковки
Кованые элементы, играют очень важную роль в композиции всего изделия. Используя стандартные образцы и эскизы, необходимо вносить в каждую работу индивидуальность.

Элементы художественной ковки
Это поможет сотворить шедевр художественной ковки:
- Волюта – орнамент геометрической формы, представляющий собой вензель. Форма бывает произвольной. Размещается узор либо горизонтально, либо вертикально. Волюта бывает согнута в одном направлении. В таком случае вензеля располагаются на одной линии от оси изгиба изделия. А при разнонаправленном узоре, завитки размещаются по обе стороны оси заготовки.
- Спираль – узор кованой спирали включает в себя равномерно увеличивающиеся от основания изделия пространственные незамкнутые окружности. Различают одно и двунаправленную спираль. Суть узора заключается в периодическом изменении диаметров колец, а также исходных прутков и проволок.
- Навершие – этот кованый элемент используется для украшения верхушек оконных решеток и заборов. Заготовка состоит из части прутка с заостренной кромкой на одном из краев изделия. Зачастую к нему крепятся ряды завитков.
- Оголовки – цельный кусок металлической полосы сворачивают с помощью кузнечной сварки в объемную заготовку, получается чашеподобная кованая деталь. Форма: цилиндрическая, сферическая и конусовидная.
- Чеканка – плоскую поверхность штучной заготовки точечно обрабатывают специальным кузнечным зубилом, получается объемная картинка. В такой способ обрабатывают сплавы и цветные металлы.
- Крутень – для его получения закручивают либо часть, либо всю заготовку. Важно учитывать пределы деформирования металла. Поэтому пруток нужно скучивать в одном направлении, такая монотонность защитит изделие от разрушения.

Крутень как элемент ковки
Дополнительные виды
Узлы бывают еще и такого вида:
- Двойная спираль – это пространственная фигура из обычной двухрядной спирали. При этом самый широкий диаметр этого изделия – средняя часть. Из-за этого этот узор ковки также называют китайский фонарик. Для его изготовления необходимо два прутка или проволока с большим поперечным сечением.
- Кернение – такой художественный узор получается путем вдавливания части металлического листа или полосы в штампованную форму. Для этого используется специальный инструмент. На плоских заготовках так получают объемные надписи, изображения и вензеля.
Благодаря использованию различных кузнечных узоров и элементов, получают сложные изделия художественной ковки. Комбинируя их, мастера могут создать индивидуальную композицию для декорирования дома, территории или фасада здания.
Виноградный лист
Технологические процессы
Для создания качественного изделия, необходимо придерживаться определенных технологических процессов. Ими пользуются абсолютно все мастера кузнечного дела. Условно их разбивают на такие виды:
- Гнутье – одна из самых распространенных операций. Для создания дугообразного изгиба, заготовку предварительно нагревают. Затем, кладут на рог наковальни и производят загибание изделия.
- Вытяжка – производится на наковальне, путем ударения кувалды по нагретой заготовке. Эта операция позволяет уменьшить поперечное сечение и растянуть изделие.
- Насекание узоров – производится путем нанесения зубилом силуэтов, линий, штрихов и шрифтов на предварительно нагретой заготовке.
- Сборка – осуществляется с помощью кузнечной сварки или склепки. Это завершающий процесс. На этом этапе все отдельные элементы собираются в готовое изделие.
Для продолжения срока службы кованого изделия, важно его покрасить. Предварительно металл обрабатывают грунтовкой, это позволит сохранить антикоррозийные свойства краски. Наносить покрытие лучше в два слоя.
Оборудование для домашнего кузнечного цеха
Художественная ковка своими руками, невозможна без присутствия специального оборудования. Для этого начинающему мастеру необходимо сначала обзавестись гнутиком.

Гнутик
Он помогает сгибать изделия под нужным углом или дугу нужного радиуса.
Дополнительное оборудование:
- Фонарик – самый сложный инструмент. Это приспособление позволяет создавать не каждую деталь в отдельности, а сразу несколько из одиночных прутьев. Инструмент помогает изготавливать из железных прутьев корзинки, разного сечения и диаметра.
- Улитка – помогает создавать спирали из заготовленных элементов. Спиралевидные вензеля, часто встречаются на кованых изделиях. Поэтому начинающему мастеру можно сделать самостоятельно улитки разнообразного диаметра.
- Твистер – помогает сплетать прутья вокруг продольной оси. Принцип работы этого приспособления очень похож с фонариком. Этот инструмент позволяет создавать объемные детали и оплетку для декорирования готового изделия.
А также важно иметь в арсенале кузнеца разнообразные тиски, молотки, кувалды. Нелишним будет приобрести болгарку, сварочный аппарат, отрезной и точильный станок.
Преимущества кованых изделий
На сегодняшний день для декорирования и благоустройства домов и придомовой территории, появилось много различных материалов. Но многие люди все же предпочитают иметь металлические изделия. Ковка популярна по следующим причинам:
- сочетание с другими элементами декора;
- ручная работа;
- красота и долговечность;
- эксклюзивность;
- заказ по индивидуальным размерам, эскизам;
- отличные защитные функции.
Изделия из металла имеют массу преимуществ. Единственной сложностью специалисты называют чувствительность металла к коррозии. Для долговечности изделия должное внимание необходимо уделять обработке и покраске.
Чтобы начать работать с металлом, будущему мастеру важно иметь огромное желание – освоить замечательное ремесло кузнеца. На рынке представлено множество кованого товара: козырьки, ворота, решетки, мангалы, фонари и прочее. Для создания уникального изделия лучше всего подойдет художественная ковка эскизы и рисунки работ имеются в сети. Остальное зависит от фантазии и опыта мастера.
Видео по теме: Художественная ковка металла
promzn.ru
Художественная ковка — история и интересные факты
Художественная ковка — это самый распространенный способ художественной обработки металла. Тысячи лет человек делает и пользуется коваными изделиями. Даже в 21 столетии высоких технологий трудно придумать что-либо более красивое и надежное, нежели кованые решетки, ограды, лестницы и т.д.
Именно это сочетание эстетики и прочности «металлического кружева» позволило древнему ремеслу не просто пережить века, но и вернуть себе заслуженную популярность.
Термин «художественная ковка» очень часто связан с кузнечным делом, то есть обработкой железа. Потому что железо меньше других металлов поддается обработке и для получения нужной формы железо необходимо разогревать до температуры около 1000 °С.
Еще во времена Киевской Руси кузнецы искусно ковали из железа и стали предметы быта, сельскохозяйственные орудия, инструменты, оружие, доспехи, конскую сбрую. Все эти изделия предназначались для практического использования, а поэтому они делались добротно, хорошо отвечали своим функциям. В полную силу художественные возможности железа раскрылись позднее, XVII-XVIII столетии.
Оконные проемы закрывались ажурными коваными решетками, парки и сады оформлялись искусно сделанными коваными оградами, коваными воротами.
Богато оформленные железные двери с элементами художественной ковки украшали храмы, дворцы, в строительстве которых принимали участие мастера всех видов ремесла.
В 17 столетии художественная ковка часто используется для выполнения оград усадеб, садов, особняков, церковных дворов. В Петербурге с ней соперничает техника чугунного литья, вытесняя художественную ковку как дорогостоящую и трудоемкую работу. Но своеобразие художественных решений, которое достигается ковкой, сохраняет интерес к ней и в XIX веке.
Если для литья рисунок и разработку всей декорации делал архитектор, то ковка всегда рассчитывалась на творческое варьирование и доработку деталей кузнецом.
Трудолюбие, фантазия, мастерство и изобретательность, отличное владение технологией ковки, прекрасное знание особенностей и возможностей металла позволяют создавать высокохудожественные кованые произведения искусства, безгранично большого и прекрасного мира кованого металла.
В XX веке на смену художественной ковке пришли сварные конструкции, что связано с развитием прокатного и штамповочного производств, ковка становилась проще.
Однако, возрождение художественной ковки для современного искусства имеет огромное значение.
В настоящее время популярность кованых изделий растет. Украшение дома, сада, квартиры, офиса ковкой стало очень популярным у состоятельных людей. Ничто не может так преобразить, подчеркнуть индивидуальность квартиры, дома, сада, как по-настоящему красивая и стильная ковка . Именно художественная ковка является одним из последних сохранившихся «живых» ремесел в наш век стандартных изделий, производящихся массовым тиражом.
Интересные факты из истории художественной ковки
На Руси художественная ковка представляла собой уникальное искусство, овладеть которым в совершенстве мог только очень целеустремленный и способный мастер. Пиком развития художественной ковки на территории нашей страны принято считать 6-8 века н.э., поскольку именно к этому периоду мастера овладели всеми необходимыми технологиями обработки металла. Уже в 6 веке нашей эры специалисты, изготавливающие изделия художественной ковки, могли похвастать навыками термической обработки, горновой пайки и др. технологиями изменения формы и совершенствования характеристик металла.
Примечателен тот факт, что умение создавать изделия художественной ковки оттачивалось в течение многих лет, поскольку обработка металла требовала от специалиста серьезного опыта в данной сфере. Так для определения типа металла мастера изучали разломы изделия, следили за типом выбиваемой искры. В отсутствие высокотехнологического оборудования, тепловая обработка изделий всегда осуществлялась «на глаз». То есть, изготавливая изделия художественной ковки с термической обработкой, специалист следил за цветом раскаленного металла. Это сейчас для определения температуры нагрева используют градусники, а раньше мастеру было достаточно мимолетного взгляда, чтобы определить готовность металла.
Среди самых популярных изделий того времени, которые изготавливались по технологии художественной ковки, можно выделить всевозможные украшения, сбрую и предметы интерьера. В частности, уже в то время была популярна ковка на заказ, когда опытные мастера изготавливали эксклюзивные изделия для богатых вельмож. Ковка на заказ доверялась только опытным мастерам, которые зарекомендовали себя многочисленными работами.
Ближе к 15 веку художественная ковка становится одним из самых востребованных искусств в сфере эксклюзивного строительства. Художественная ковка ограды, дверей, оконных решеток, ручек, элементов украшения заборов и ворот — все это имело место в древней Руси. Многие изделия сохранены и по сей день, поскольку являются культурным достижением нации.
Особый вклад в развитие отечественной художественной ковки сделали архитекторы, развивавшие такой стиль как русское барокко. Эксклюзивная ковка великолепно представлена на улицах современной культурной столицы России, которой является Санкт-Петербург. Многочисленные ограды, заборы и распашные кованые ворота, преисполненные легкостью художественной ковки, — все это достижения отечественных мастеров, об искусности которых было известно во всем мире.
smitnews.ru
Художественная ковка — обзор технологии и оборудования
На протяжении сотен лет изделия, выполненные технологией художественной ковки, имели спрос и были показателем статуса хозяина дома. Витиеватые узоры и орнаменты, сделанные кузнечным способом, украшали царские палаты и купеческие дома.
Что такое художественная ковка, какие изделия ее характеризуют и на каком оборудовании изготавливаются элементы — об этом в нашем материале.
Что такое художественная ковка
Первые находки, которые можно отнести к изделиям художественной ковки, датируются 2-3 тысячелетием до нашей эры, то есть технология изготовления элементов декора кузнецами использовалась еще задолго до появления стали и железа. В течение веков искусство только совершенствовалось, появились новые материалы и инструменты, вплоть до нашего времени с индустриальным оборудованием и точными приборами.

Пример художественной ковки: шлем, конец 12-начало 13 веков.
Это технология, с помощью которой производят изящные изделия как бытового назначения, так и для декора.
Продукция может быть различной, элементы художественной ковки украшают входные двери, ворота или калитки, детали мебели или светильники и многие другие вещи.
Главная черта, которую имеет такая ковка металла, это наличие определенных изображений и орнаментов: ветвей деревьев и цветов, животных и птиц и других узоров, простых и сложных.
Такие изделия ценились всегда, кованные изящные вещи были признаком достатка и определенного статуса. И даже сегодня в наш век современных машинных технологий ничего не изменилось, так как тонкая ручная работа стоит очень дорого и доступна определенному классу людей.
Она подчеркивает индивидуальность и вкус собственника, а также может стилизовать жилье под определенную временную эпоху.
Технологии и приемы
Художественная обработка металла объединяет в себе горячую и холодную ковку. Причем как ручную, так и машинную. Вследствие этого многие технологии ничем не отличаются от обычных кузнечных способов обработки металла.
Изготовление таких изделий начинается с разогрева заготовки в горне до ковочной температуры с дальнейшей обработкой молотом.
Производя элементы художественной ковки, мастер выполняет те же кузнечные операции: высадку, протяжку, раскатку, осадку, гибку, прошивку и прочие. Для изготовления некоторых деталей может применяться холодный способ металлообработки: изгибание и прессование, создание отдельных комплектующих (волюты, завитков, спиралей).
Как и в любом слесарном деле, кузнец использует и такие приемы, как сверление, шлифовка или сглаживание.
Но есть и своя отдельная черта — это создание изображений с орнаментами путем чеканки, травления.
Все вышеперечисленные операции можно объединить в три отдельные группы:
- Термообработки материалов.
- Ковки.
- Сборки.
- Декорирования.
Термообработка
Это все операции, которые включают разогрев металла с дальнейшей обработкой прессованием для изменения формы и его внутренней структуры. Также в эту группу включают охлаждение, отжиг, отпуск и закалка.
Нагревание осуществляется в горне (тип зависит от конкретной мастерской) или индукционной печи. Время нагрева может быть разным, смотря какое топливо используется для очага.
Важным фактором термообработки является дополнительные процесс отпуска или закалки металла, которые позволяют получить более мягкое или прочное изделие.
Ковка
Это, собственно, сам процесс создания отдельных элементов изделия. При горячей ручной обработке используют основные кузнечные операции, формируя при этом изделие.

Основные приемы художественной ковки
При горячей обработке применяют:
- Высадку.
- Протяжку.
- Округление.
- Продевание.
- Оформление уступов.
- Гибку.
Высадка
Это кузнечный прием, с помощью которого создают утолщения на заготовке. В художественной обработке эти выступы могут быть использованы для создания различных элементов (лепестков, листьев).
Протяжка
Протягивая металл, удлиняют первоначальную заготовку и уменьшают ее сечение. Процесс проводят путем обжимки по всей протяженности. С помощью протяжки можно получить необходимую длину заготовки, а также упрочнить металл.
Округление
Если изначальная заготовка имеет другие виды сечения (квадрат), то можно придать ей округлую форму. Для этого деталь укладывают на наковальне одним ребром, нанося удары молотом по противоположному. Таким образом получают восьмигранник, а потом, скругляя остальные грани, образовывают круглое сечение.
Продевание
Ручная ковка довольно часто производит изделия из прутков, сплетенных или продетых один через другой. Для этого и используют такой технологический прием, как продевание. Изначально на поверхности разогретого прутка зубилом прошивают отверстие. Ему придается нужная форма, с дальнейшим продеванием второго прутка или подобного элемента.
Оформление уступов
Чаще всего уступы выполняют не декоративную, а практичную функцию. Их оформляют на концах заготовки, например, для дальнейшей сборки конструкции или крепления другого декоративного элемента.
Металлическую деталь укладывают на наковальню и ударами молота плющат конец, формируя требуемую конфигурацию.
Гибка
Этот прием применяется как в горячей, так и холодной металлообработке. С его помощью изготавливают множество декоративных элементов: спирали, завитки, волюту. Гибкой формируют другие изделия. В горячей ковке чаще всего орудуют специальной вилкой или оковывают металл на оправке.
Многие детали намного проще изготовить, используя оборудование для холодной обработки, особенно это ускоряет процесс при массовом производстве одинаковых элементов.
Часто в художественной ковке металла используют и другие технологические приемы: пробивку отверстий или кручение.Хотя сегодня часто пробивку (прошивку) отверстий заменяют обычным сверлением, а кручение проще выполнить холодным способом на соответствующем оборудовании.
Инструменты
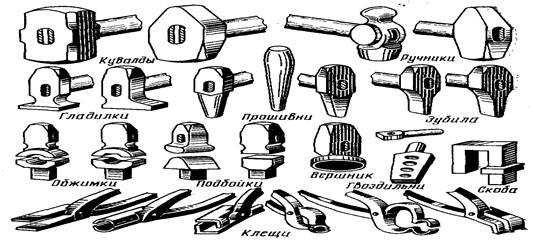
Современная ковка использует как ручные инструменты (ручники, клещи, зубила и прочие), так и станки. Например, сегодня часто используются пневматические молоты или шлифовальные верстаки.
Для часто повторяющихся изделий применяют готовые штампы или штамповальные установки. Однако эксклюзивные поковки изготавливаются вручную по старинке — на наковальне молотом.
Многие элементы художественной ковки выполняются холодным способом, особенно различные детали оград, решеток или перил.
Холодная металлообработка включает в себя такие приемы, как гибка и прессование на ручном или механизированном оборудовании.
Включает в себя художественная ковка и литье. Многие отдельные элементы изготавливают не кузнечным способом, а заливкой расплавленного металла в форму с дальнейшей его доводкой. Сочетание кованых и литых деталей придает объем готовой поделке.
Сборка
Полноценные изделия художественной ковки в большинстве случаев собираются из отдельных деталей.
Раньше для этого применяли один способ — кузнечную сварку металла. Сегодня все намного упрощено с развитием специального оборудования.
Если осуществляется ручная обработка, то применяют сборку на хомутах или клепках.
Но самым распространенным и простым способом является газовая или электросварка. Причем технология позволяет соединять между собой даже трудно свариваемые разные виды металлов.
Декор
Финишный этап, которым завершается декоративная ковка изделия.
Декорирование включает в себя следующие приемы и операции:
- Доводка и подгонка.
- Шлифовка и полировка.
- Грунтование и покраска.
После сборки изделие проверяется на прочность и точность (особенно важно соблюдение размеров, например, на оконных решетках).

Важным пунктом является устранение деформаций, полученных при сварочной сборке (рихтовка). Если требуется, то некоторые детали могут быть доведены режущими и шлифовальными инструментами. Также готовятся посадочные точки для креплений (если это предусмотрено конструкцией).
Обязательно все поверхности шлифуются до идеально ровного состояния. Важно выровнять неровности и обязательно зачистить места соединений (особенно сварочные швы).
Полировку проводят, если это необходимо.
Окончательная покраска — это самый простой способ финишной отделки изделия. Часто в художественной ковке применяют такие способы, как золочение или воронение (зависит от изделия).
Один из вариантов финишного декорирования показан в предоставленном видео:
Иногда может применяться и ювелирное декорирование, когда на изделие могут наноситься драгоценные металлы и даже вправляться ценные камни.
Только по окончанию всех этих процессов изделие будет завершенным.
А что вы можете добавить к материалу этой статьи? Если у Вас есть в наличии опыт по художественной металлообработке, то поделитесь им в комментариях. Примите участие в обсуждениях и оставьте свои замечания, руководствуясь наработанной личной практикой по изготовлению изделий методом художественной ковки металлов.
wikimetall.ru
Ковка — это… Что такое Ковка?
Ковка — это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура, зависящая от физических (температура плавления, кристаллизация) и химических (наличия легирующих элементов) свойств. Для железа температурный интервал 1250–800 °С, для меди 1000–650 °С, для титана 1600—900 °С, для алюминиевых сплавов 480–400 °С.
Различают:
- ковка на молотах (пневматических, паровых и гидравлических)
- ручная ковка
- штамповка.
Изделия и полуфабрикаты, получаемые ковкой, называют поковкой.
При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости (см. Штампование, Ротационная ковка).
При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла. При проковке металл упрочняется, завариваются так называемые несплошности и размельчаются крупные кристаллы, в результате чего структура становится мелкозернистой, приобретает волокнистое строение.
Машинную ковку выполняют на специальном оборудовании — молотах с массой падающих частей от 40 до 5000 кг или гидравлических прессах, развивающих усилия 2–200 МН (200–20000 тс), а также на ковочных машинах. Изготовляют поковки массой 100 т и более. Для манипулирования тяжёлыми заготовками при ковке используют подъёмные краны грузоподъёмностью до 350 т, кантователи и специальные манипуляторы.
Ковка является одним из экономичных способов получения заготовок деталей. В массовом и крупносерийном производствах преимущественное применение имеет ковка в штампах, а в мелкосерийном и единичном — свободная ковка.
При ковке используют набор кузнечного инструмента, с помощью которого заготовкам придают требуемую форму и размеры.
Основные операции ковки
- осадка
- высадка
- протяжка
- обкатка
- раскатка
- прошивка и др.
Ковка железа и стали по технологии конца XIX в
| Данные в этой статье приведены по состоянию на конец XIX века (требуется перевод в современные единицы измерения). Вы можете помочь, обновив информацию в статье. |
Ковка применяется для разных целей, и из-за этого способы обработки металла могут быть различными:
- обжимка криц — ковка, при которой происходит уплотнение и сварка частиц, а также выделение шлаков из тестообразной железной массы (крицы) (см. Кричный передел).
- сварка — ковка, при которой сращиваются пакеты, состоящие из отдельных кусков нагретых до вара (см. Сваривание).
- обыкновенная ковка — уплотнение и придание желаемых форм предмету.
В зависимости от величины обрабатываемых изделий, ковка разделяется на ручную и на механическую.
Инструменты

- наковальня
- молот
- ручные молоты (небольшие), которыми кузнец, сам один, или с помощью молотобойцев, обрабатывает предмет.
- механические молоты. Важный элемент механического молота –
- кузнечные клещи, которыми кузнец захватывает нагретый кусок, вынимает его из горна, или печи, подносит под молот, кладёт на наковальне и поворачивает предмет во время ударов молота.
- подъёмные краны по обеим сторонам механического молота. Они служат для посадки болванки в печь, переноса под молот и поворачивания её во время ковки. Вспомогательным прибором при этих манипуляциях служит державка, состоящая из прочного, длинного стержня, имеющего на одном конце 4 лапы, которые захватывают болванку, а на другом — рукоятку, для поддерживания болванки рабочими на весу.
Процесс ковки
Нагрев болванки
Для изготовления предметов путём ковки берётся отлитая стальная болванка. Её необходимо сперва нагреть. Для этого вблизи молота устраиваются нагревательные печи или горны. Их размер, форма и количество зависит от производства и размера болванок. Для мелких вещей применяются обыкновенные кузнечные горны. Для крупных — пользуются сварочными печами, нагреваемыми дровами, или каменным углем, а для нагревания больших болванок устраивают газовые печи.
Печь сперва разогревают до тёмно-красного каления. Затем в неё помещают горячую болванку. (В холодных болванках внутренние слои всегда находятся в более или менее напряжённом состоянии из-за условий, в которых они после отливки затвердевают. Если в горячую печь положить холодную болванку, то наружные слои, нагреваясь и удлиняясь, вызовут возникновение трещин в малоподатливых внутренних слоях). Такая болванка должна оставаться горячей после отливки, ей не надо давать остыть ниже тёмно-красного каления и сразу же после вынимания из формы для отливки её следует поместить в печь. Если это не удалось, и болванка начала остывать, то прежде чем поместить её в печь, её надо зарыть в горячий мусор для более медленного остывания. Если она остынет сильно, то надо её подогреть на полу мастерской. Даже после подогрева на полу в болванке могут возникнуть внутренние трещины. Чтобы избежать такой порчи болванки, её надо сначала подогревать только с концов. Тогда нагрев будет идти по направлению оси болванки, от её концов к середине, и расширение всех концентрических слоев будет равномерней. Предварительный подогрев — достаточно до 300°, что легко узнать по дыму и зажиганию масла, налитого на поверхность болванки.
Болванки кладут в печь по одной или несколько, в зависимости от их величины. Вначале жар держат небольшой. Затем его постепенно увеличивают и доводят до требуемой степени. Чем сильнее нагрев, тем сталь делается мягче, легче её обрабатывать под молотом и тем успешнее идёт ковка. Однако этим опасно злоупотреблять — чем выше нагрета сталь, тем она больше стремится кристаллизоваться при остывании, из-за чего может уменьшиться связь между отдельными кристаллами (зёрнами), и они могут разъединиться даже от одного или нескольких ударов молота. Таким образом — болванка при ковке получит надрыв, трещину, а иногда даже отваливается целыми кусками. Это называется перегревом стали. Перегрев стали не следует путать с пережогом стали. Пережог влияет не на кристаллическую структуру металла, а уже на его химический состав, заставляя его изменяться: когда сталь долго находится под воздействием печных газов, сварочного жара, она мало-помалу теряет свой углерод и приближается к железу. Пережжённая сталь ни на что не годится, тогда как перегретую ещё можно поправить.
Чем твёрже сталь, тем больше она стремится к кристаллизации и тем ниже температура, при которой она кристаллизуется. Поэтому степень нагрева надо сообразовать с твёрдостью стали:
- мягкая сталь переносит ковку даже при сварочном жаре, около 1300° С.
- твёрдую инструментальную сталь выше 1000° С ковать уже опасно.
- для средних сортов стали температура 1000° С совершенно достаточна для ковки и вполне надёжна.
Низкая температура тоже не годится для ковки. Во-первых, она сильно затрудняет обработку. Во-вторых — при перемещении малоподвижных частиц во время ковки образуются сильные натяжения, которые иногда вызывают внутренние надрывы и трещины. Надо вести нагрев так, чтобы внутренняя часть болванки успела прогреться надлежащим образом. И хотя наружные слои всегда прогреваются сильнее, но это уравновешивается быстро вследствие их охлаждения во время ковки.
Вообще, для успешной ковки надо принять за необходимое правило, что кроме степени нагрева имеет очень важное значение и равномерность нагрева. Для этого после посадки болванки в печь, надо температуру поднимать очень медленно, наблюдая, чтобы болванка нагревалась одинаково со всех сторон.
Время нагрева зависит главным образом от величины болванки и от жаровой способности печи. На Обуховском заводе для нагрева 1800-пудовой болванки требуется около 27 часов, для 900-пудовой около 12 часов, для 300-пудовой около 8 часов.
Обжимка болванки
Стальная болванка — это не одно сплошное однородное тело. Она переполнена внутри раковинами и пустотами различной формы и величины. Поэтому сразу после выдачи болванки из печи их уплотняют — ударами молотка обковывают болванку кругом, начиная от середины к нижнему концу болванки, затем к верхнему , прибыльному. Это называется «обжимкой болванки». Образовавшаяся во время нагрева окалина на поверхности болванки частью сама отваливается при обжимке, частью отбивается ломиками и счищается метлой. Поэтому болванка отливается значительно большего размера и веса по сравнению с задуманным предметом. Отношение площади поперечного сечения болванки к площади готового изделия принимали раньше от 6 до 10. Теперь, при более плотных отливках, довольствуются отношением от 3 до 4.
Заготовка
Ковка заготовки на заводе Borsig, 1954 годОбработку стальной болванки под молотом можно разделить на две части: на заготовку и на окончательную отделку.
Заготовка предназначена для того, чтобы уплотнить болванку, и придать ей в грубом виде необходимые размеры и формы. Формы и размеры заготовок и способы ковки зависят от вида изделий. Заготовки по виду разделяются: на заготовку сплошных цилиндров, пустотелых цилиндров, колец, заготовку плоских вещей, и т. п. Способы ковки при этом также имеют разные названия.
- Заготовка сплошных цилиндров.
При такой заготовке обжимка болванки производится на вырезном нижнем бойке, где после каждых нескольких ударов молота её поворачивают на 1/8 оборота и, после образования восьмигранника, подвигают на ширину верхнего бойка и продолжают ковку. Когда, таким образом, обожмут всю болванку, её опять подвигают на старое место и, ударяя молотом по граням, образуют шестнадцатигранник. Сообразно диаметру цилиндра продолжают ковку, пока болванка не примет надлежащих размеров. При такой обработке она уменьшается в диаметре, а металл при обжимке перемещается по направлению оси, и вследствие этого болванка удлиняется, вытягивается, отчего и самую обработку называют вытягиванием.
В случае, если при таком вытягивании заметят на поверхности болванки трещины, или другие пороки, тогда останавливают ковку, пока их не вырубят кузнечными зубилами. Верхний конец, так называемый прибыльный, заключающий в себе всегда пустоты, считается негодным для употребления и потому 1/4 по весу болванки отрубается, что носит название отрубки прибыли. Для рубки употребляется стальной топор, который накладывается на верх болванки и вдавливается молотом в её тело. Потом на верх топора накладываются бруски квадратного сечения и продолжают нажимать молотом, пока топор не углубится до половины тела болванки; наконец, её поворачивают на 180° и таким же образом продолжают рубку с противоположной стороны. Подобным образом разрубается на части заготовленная болванка, когда она предназначается для изготовления нескольких предметов.
При заготовке больших изделий молот за один нагрев не успеет обжать и заготовить всей болванки, поэтому сперва обжимают и заготовляют нижнюю половину болванки, потом переносят державку на отделанный уже конец, подогревают остальную часть болванки, обрабатывают её таким же самым образом, и, наконец, отрубают прибыль.
Если цилиндр должен иметь на конце уступы, или фланцы, диаметр которых больше, чем поперечник болванки, тогда после обжимки болванки и отрубки прибыли нижний боек удаляется прочь, а на его место устанавливается болванка стоймя (на попа) и ударами молота осаживается, причём диаметр её, в особенности на концах, увеличивается. Для выковки вала меньших размеров, или такой длины, что он не помещается стоймя под молотом, пользуются услугами так называемой балды, подвешенной на цепи, посредством ударов которой осаживают конец вала. Для заготовки изделий кольцеобразной формы, как, например бандажей, скрепляющих орудийных колец и проч., сперва, как было сказано выше, болванку обжимают, вытягивают, очищают от окалины и трещин, отрубают прибыль и разрубают на куски; после вторичного нагрева каждый кусок немного осаживают, или сплющивают в виде лепёшки. Потом пробивают отверстие посредством пробоя или прошивня, вдавливая его сперва с одной стороны до половины, потом, повернув болванку — с другой. Дальнейшая обработка кольца, то есть разводка, производится уже на оправке в особой стойчатой наковальне. Разводку бандажных шин производят на особой наковальне с рогом, где, кроме того, посредством раскатки а, делают выступ, называемый ребордой.
Для изготовления более длинных пустотелых цилиндров, как, например, скрепляющих орудийных оболочек, сперва отрезают на токарном станке прибыльную часть болванки, потом высверливают вдоль оси насквозь отверстие около 30 см в диаметре и, после нагрева болванки, просовывают в отверстие железный пустотелый стержень и на нём её обжимают. Такая обработка носит название К. на штревеле. Чтобы стержень не нагревался и не сжимался вместе с болванкой, внутри него постоянно циркулирует вода. Когда К. окончена, вынимают штревель из цилиндра посредством особого прибора, представляющего собой гидравлический пресс, или домкрат. Он состоит из пустотелого цилиндра А с двойными стенками а и а 1, между которыми пускается вода для выдвигания второго цилиндра В, который упирается в гайку С, навинченную на конец штревеля. На другом конце цилиндра А укреплена муфта D, упирающаяся в откованную оболочку. Вода выдавливает цилиндр В, который тянет за собой штревель. Заготовка для вещей прямоугольного поперечного сечения производится на плоских наковальнях, где, после предварительной обжимки, болванку сплющивают сперва наплоско, потом поворачивают на 90° и куют на ребро. Надо заметить, что вообще при ударе молота удлинение совершается по направлению её оси, по перпендикулярному же направлению перемещению частиц мешает трение о поверхность бойка и наковальни. Чтобы К. расширить размеры болванки по этому последнему направлению, раздают металл посредством раскатки. Для этого на поверхность болванки, по направлению её оси, накладывают полуцилиндрический валик, называемый раскаткой (фиг. 15), и ударом молота вдавливают его в тело. После такой раскатки по всей поверхности болванки металл расползается по направлению стрелки (фиг. 16), а причинённые неровности выглаживаются потом ударами молота. Такой обработке подвергаются броневые плиты. Для изготовления коленчатого вала, заготовляется сперва прямоугольный брус, в котором, посредством топора, делают два надреза (фиг. 17). Потом молотом отгибают оба конца (фиг. 18), отрубают топором (как показано пунктиром) образовавшиеся выступы и, наконец, обжимают, закругляют и отделывают шейки (фиг. 19). Эта сложная работа требует много времени, частых нагревов, ловкости и опытности кузнеца. Вырез, показанный на чертеже пунктиром, производится на долбёжном станке. Цапфельное кольцо (с шейками) для орудий заготовляется следующим образом. Отрезанный диск от болванки сплющивают, после нагрева, под молотом в продолговатый брус и пробивают в нём продольную щель (фиг. 20) посредством клинообразного прошивня. Потом коническими оправками расширяют постепенно эту щель (фиг. 21), пока отверстие не примет круглой формы, и, наконец, на горизонтальной оправке разводят до надлежащих размеров (фиг. 22).
Вообще для разных предметов требуются разные заготовки. От умелости выбора приёмов, от рациональной последовательности переходов из одной формы в другую, в особенности при более сложных конструкциях, зависит успешность К. и уменьшение расходов на лишний нагрев и угар металла.
Окончательная отделка
После заготовки предмет имеет довольно грубую и неровную поверхность, для выравнивания которой оставлен некоторый запас против требуемых размеров. Для этого предмет очищают ещё раз зубилом от всех трещин, волосовин и лёгкими и частыми ударами молотка проходят кругом всю его поверхность. Наконец, окончательно проверяют предмет посредством кронциркулей, линеек, или шаблонов и, если окажется надобность, его выправляют и т. п.
Для придания более чистого и гладкого вида употребляются разного рода гладилки и штампы, а иногда во время ударов молота поливают поверхность водой, вследствие чего приставшая окалина лучше отскакивает и предмет выходит чище. Такое выглаживание производится всегда в самом конце, когда изделие уже остыло до буро-красного каления и поэтому носит название холодной К. или наклепки.
После наклепки замечаются всегда такие же явления, как и при закалке, то есть металл делается твёрже и менее тягуч и образуются внутренние натяжения. Вследствие малой подвижности металла, при сильной наклёпке, нарушается связь между частицами и даже иногда получаются внутренние трещины. Если отполированный разрез сильно наклёпанного бруска подвергнуть действию слабой кислоты, то образовавшийся при этом рисунок прямо показывает на внутреннее изменение металла. Вначале предполагали, что наклёпка увеличивает абсолютную плотность стали однако, дальнейшие опыты показали обратное. Так, например, при волочении проволоки, после первого прохода через волочильную доску, плотность её уменьшилась с 7,839 до 7,836; после второго до 7,791, после третьего до 7,781. Кстати заметить, что при наклёпке меди или серебра получаем результаты совершенно противоположные.
Так как влияние наклёпки аналогично закалке, то, чтобы придать металлу желаемую твёрдость и упругость, очень часто прибегают к наклёпке. При изготовлении таких изделий, как, например резцы, инструменты, клинки и пр., этот способ оказывает большую услугу, но что касается более крупных вещей, при которых получается только поверхностная наклёпка, вызывающая внутренние натяжения, этот способ, вместо пользы, приносит изделию только вред. Лучшим доказательством служит пример изготовления локомотивных или вагонных осей, у которых шейки отделаны штамповкой. При пробе на изгиб таких осей часто случается, что при ударе груза посередине оси отламывается её конец, как раз в том месте, где была отштампована шейка. Хотя все эти вредные натяжения можно уничтожить, или, по крайней мере, уменьшить отжигом (см. Отжиг стали), однако никто не может поручиться, что во время самой наклёпки не образовались уже трещины, которых отжиг исправить не в состоянии. При изготовлении более сложных поковок, где неизбежно применять штамповку, гораздо лучше совершать это при высоком нагреве, тем более, что сталь в раскалённом состоянии хорошо выдерживает штампование и отчётливо воспроизводит форму штампы; чтобы воспрепятствовать образованию натяжения, надо делать её в несколько приёмов, каждый раз подогревая сталь до надлежащей температуры.
После обработки болванки под молотом, не прибегая даже к наклёпке, всегда появляются внутренние натяжения, происшедшие вследствие неравномерного остывания концентрических слоев, и вследствие того, что разные части болванки приходится ковать при разных температурах. Чем больше диаметр откованной болванки и чем резче переход от одной формы к другой, тем неравномернее происходит остывание и тем резче будут проявляться внутренние натяжения. Для избежания трещин и искривления откованных изделий, зарывают их сейчас же после К. в горячий мусор. Подобное зарывание может принести пользу, когда вещь довольно простой формы и когда она ещё красная. В противном случае надо непременно подвергать изделие отжигу, то есть осторожно его подогреть до температуры около 700°, затем, замазав печь, дать ему медленно остыть до полного охлаждения.
Выше было упомянуто, что назначение ковки, кроме сообщения требуемой формы, заключается ещё в уплотнении металла вследствие пороков, встречаемых внутри болванки. Газовые пузыри, образующиеся при затвердевании стали, размещаются, главным образом, снаружи. Большинство из этих пузырей, имея сообщение с окружающей атмосферой, окисляется под действием печных газов и покрывается внутри слоем окалины, которая не дозволяет им свариваться при обжимке болванки под молотом, а потому они только сплющиваются в виде прослоек и вытягиваются в виде волосовин. Толщина рыхлого слоя откованного предмета зависит от величины пузырей, глубины их размещения в болванке и от большей или меньшей обработки под молотом. Поэтому всякое откованное изделие, подвергающееся окончательной отделке на токарных или строгательных станках, должно иметь соответствующий запас металла, для удаления рыхлого слоя.
Чтобы получить чистую и гладкую поверхность, достаточно оставить, для удаления рыхлого слоя запас на обточку толщиной в ½» для больших и от ¼» до ⅛» для мелких предметов. Кроме уплотнения пороков в болванке, ковка изменяет и свойства самого металла. Если сравнить изломы кусков стали, взятых от одной и той же болванки до и после её проковки, то они представляют большую разницу. Первый из них крупнокристаллический с блестящими и сильно развитыми плоскостями отдельных зёрен, второй же мелкозернистый, матовый и как бы аморфного сложения. Испытывая на разрыв эти бруски, оказывается, что как упругость и прочное сопротивление, так и удлинение кованного бруска гораздо больше. Так, например, механические испытания бессемеровской стали от одной и той же болванки дали следующие результаты:
| До ковки | После ковки | |
|---|---|---|
| Упр. сопротивление на кв. мм | 24,1 кг | 11,5 кг |
| Абсол. сопротивление на кв. мм | 45,0 кг | 59,8 кг |
| Удлинение | 8 % | 5 % |
Поэтому долгое время полагали, да ещё и до сих пор многие такого убеждения, что К., вследствие своего сильного давления, производит сближение частиц между собой, их сжатие, а тем самым и уплотнение самого металла, и благодаря только такому действию, сталь приобретает другие свойства. Придавая К. такое значение, старались подвергать болванку как можно большей обработке и давать по возможности большее отношение площади поперечного сечения болванки к площади изделия. Однако, более тщательные исследования не оправдали этого взгляда. Во-первых, опыт показал, что удельный вес кованной стали меньше, чем литой. Ещё в 60-х годах Н. В. Калакуцкий доказал, что удельный вес литой стали, при отсутствии пороков, есть предел её уплотнения и что К., увеличивая гравиметрическую плотность болванки, уменьшает её абсолютную плотность. Из его опытов видим, что удельный вес куска стали от литой болванки равен 7,852; удельный же вес куска от этой болванки после нагрева его до светло-красного каления и хорошей проковки равнялся 7,846. Во-вторых, что повторительные нагревы и проковка не влияют уже на увеличение сопротивления и вязкости. В-третьих, что простым нагревом до известной температуры и соответственным охлаждением можно достигнуть таких же результатов относительно структуры, повышения упругости и вязкости металла. Это последнее явление было впервые замечено Д. К. Черновым и опубликовано в «З. И. Т. Общества», 1868 г.
Этот факт объясняется тем, что сталь при нагревании, начиная с некоторой температуры, принимает воскообразное состояние, то есть что отдельные зерна её размягчаются и слипаются между собой в виде тестообразной несжимаемой массы. Если станем охлаждать эту массу, тогда частицы опять собираются в отдельные зерна или кристаллы и эта группировка продолжается до тех пор, пока сталь не остынет до некоторой определенной температуры около 700°, ниже которой кристаллизация совершаться уже не может (см. Критические точки стали). Чем более нагрета сталь, то есть чем больше размягчена, и чем медленнее и спокойнее она остывала, тем более свободы и времени имели частицы для этой группировки. Если же во время этого охлаждения воспрепятствуем частицам свободно собираться в отдельные зерна ударами молота или вальцовкой, или посредством быстрого охлаждения не дадим времени к подобной группировке, или, наконец, если сталь нагреем только до температуры и позволим ей медленно остывать от этой температуры, ниже которой кристаллизация невозможна, то во всех этих случаях получим более или менее мелкозернистое сложение. Если остановить ковку при температуре выше 700°, то группировка частиц опять возможна и структура стали будет зависеть от этой температуры. Если же, наконец, нагреем болванку до очень высокой температуры и позволим болванке некоторое время остывать без ковки, то кристаллизация может принять такие размеры, что сталь теряет свойства ковкости и носит название перегретой стали.
Надо заметить, что эти замечательные исследования были сделаны г. Черновым ещё в 1860-х гг., и что они послужили исходной точкой для всех дальнейших исследований и теперешних теорий стали. Таким образом, на перемену структуры, от которой зависит вязкость и прочность стали, имеет влияние главным образом степень нагревания и условия остывания. Ковка препятствует кристаллизации и уплотняет пороки в болванке. Для успешности ковки надо стараться ковать быстро, чтобы не оставлять какого-нибудь места болванки долгое время без ударов молота. Поэтому при обжимке и вытягивании больших болванок, лучше довольствоваться зараз меньшей степенью обжимки и обрабатывать их в несколько приемов, проходя ударами молота каждый раз всю нагретую часть. Кроме того, нельзя допускать, чтобы болванка, нагретая до высокой температуры, дожидалась долго ковки или остывала в печке. При таких благоприятных условиях кристаллизация совершается очень быстро и болванка получает свойства перегретой стали. Лучше тогда дать болванке спокойно остыть, снова её нагреть до надлежащей температуры и затем ковать.
При обработке стальных болванок имеет очень важное значение, как с экономической стороны, так и относительно влияния ковки на качество изделия, сила молота, то есть отношение веса бьющей части к весу обрабатываемой болванки. Если принять вес бабы G и вес болванки g, то общепринятое отношение G/g = 2 доходит до 1. Однако, это отношение очень условное и зависит от многих причин, главным образом от формы изделия, приёмов ковки, сорта стали, допускающей более или менее сильный нагрев и, наконец, от приспособлений, имеющихся при молоте. Для обжимки болванок или для изготовления цилиндрических валов отношение G/g = 1 может быть допускаемо только в крайних случаях; вообще, для успешности действия куют при отношении 2. Так, например, под 5-тонным молотом можно свободно отковать орудийную трубу из болванки в 3 тонны, но для изготовления такого же веса коленчатого вала, следует употребить, по крайней мере, 15-тонный молот. Чем тяжелее молот в сравнении с весом болванки, тем энергичнее идёт ковка и тем глубже передаётся давление внутренним слоям болванки. Слабые удары передаются только поверхностным слоям, которые поэтому уплотняются и вытягиваются больше внутренних и откованная болванка при этих условиях имеет вогнутые концы (фиг. 25). Подобного рода явления замечаются чаще всего на ковке больших болванок. Поэтому для их успешной ковки приходится иметь громадных размеров молоты или же прибегать к частым подогревам.
В настоящее время для ковки стальных болванок стали применять гидравлические прессы, называемые пресс-молотами или жомами. Отлагая описания устройства и действия разных систем жомов, о чём будет подробно сказано в статье Пресс-молот, представителем которых есть ковальный пресс Витворта (см. Витвортов жом), сравним только в общих чертах действие парового молота и жома на болванку. Мгновенный удар молота, с громадной вначале живой силой и с полнейшей потерей в конце своего действия, распространяясь по верхней плоскости болванки, переходит по реакции и на нижнюю, соприкасающуюся с наковальней; промежуточные же слои, исполняя только передаточную роль, перемещаются, а вместе с тем и уплотняются гораздо меньше. Жом, с момента соприкосновения бойков с болванкой, своим растущим от 0 до 3 тонн давлением передаёт его, во все время нажимания, одинаково всем слоям металла. Расползанию наружных слоев металла, в плоскости нормальной к направлению давления, мешает трение о поверхности бойков, и вследствие этого, во время давления жома, главным образом перемещаются частицы внутренних слоев, которые уплотняются больше наружных, то есть жом производит действие обратное молоту. Это, впрочем, может быть устранено применением более узких бойков. Предположение лучших качеств металла, откованного под жомом, чем под молотом, пока ещё не оправдывается, тем более, что качество плотного металла зависит, главным образом, от температуры нагрева болванки, от температуры, при которой была остановлена ковка и от условий, при которых остывала болванка. Жом имеет большое преимущество перед молотом в экономическом отношении, так как он ускоряет К. в несколько раз в сравнении с молотом. Однако, надо заметить, что силой жома чересчур нельзя злоупотреблять. Очень большой сразу нажим делает на поверхности складки и наплывы металла, а при недостаточном нагреве возможны надрывы и трещины в сердцевине болванки. Подобным образом, как при К. под молотом, лучше довольствоваться и здесь небольшими нажимами и стараться поскорее пройти всю нагретую часть болванки. Если наклёпка, то есть К. при сравнительно низкой температуре под молотом, имеет дурное влияние на качество металла, вследствие образования внутренних натяжений, то тем более при К. под жомом она не должна быть допускаема. Кроме того, надо стараться по возможности хорошо прогревать центральные слои болванки, которые претерпевают самую большую работу при давлении жома. Потеря или угар металла, вследствие образования окалины, зависит от степени и продолжительности нагрева, от величины болванки и от количества повторительных нагревов. Для первого нагрева, в зависимости от диаметра, угар составляет от 1½ до 3 %, для каждого последующего подогрева болванка теряет по весу около 1 %.
Виды ковки
Ковка лошадей
Ковка лошади — прикрепление к её копытам подков, защищающих копыта от повреждений. Ковку лошади выполняет коваль — кузнец, имеющий познания в ветеринарной ортопедии и обладающий навыками обращения с лошадью.
Художественная ковка
Художественная ковка — это изготовление методом обработки металлов, который имеет общее название ковка, любых кованых изделий, любого предназначения, имеющих в обязательном порядке свойства художественного произведения. Близкое к такой формулировке пояснение можно встретить в Словарь по общественным наукам. Глоссарий.ру и других современных словарях.
Образцы художественной ковкиИзготовление кованых изделий
Основная статья: Кованные изделия
Ковка может быть горячей и холодной.
Горячая ковка создаётся методом нагревания металла и придания ему нужной формы.
В то же время холодная ковка создается без нагрева металла. При помощи сгиба либо вручную, либо на специальном станке, также в создании узора участвует болгарка (обрезание концов квадратного либо круглого прута), и сварочный аппарат, который собирает детали узора вместе.
История ковки
Ковка (меди, самородного железа) служила одним из основных способов обработки металла:
- холодная, затем горячая ковка в Иране, Месопотамии, Египте — 4-3 тыс. до н. э.
- холодная ковка у индейцев Северной и Южной Америки — до XVI в. н. э.
Древние металлурги Европы, Азии и Африки ковали сыродутное железо, медь, серебро и золото. Кузнецы пользовались особым почетом у народов древности, их искусство окружалось легендами и суевериями.
В Средние века кузнечное дело достигло высокого уровня: вручную отковывались ручное и огнестрельное оружие, инструменты, детали сельскохозяйственных орудий, дверей и сундуков, решетки, светильники, замки, часы и другие изделия всевозможных форм и размеров, часто с тончайшими деталями; кованые изделия украшались насечкой, просечным или рельефным узором, расплющенными в тончайший слой листами сусального золота и бронзовой потали.
В XIX в. ручная художественная ковка была вытеснена штамповкой и литьём, интерес к ней возродился в XX в. (работы Ф. Кюна в ГДР, И. С. Ефимова, В. П. Смирнова в СССР; оформление общественных интерьеров в Таллине, Каунасе и др.).
С наступлением эпохи персональных компьютеров производство сложных и уникальных кованых изделий, как правило, сопровождается компьютерным трёхмерным имитационным моделированием. Эта точная и относительно быстрая технология позволяет накопить все необходимые знания, оборудование и полуфабрикаты для будущего кованого изделия до начала производства[источник не указан 195 дней]. Компьютерное 3D моделирование теперь не редкость даже для небольших компаний[источник не указан 195 дней].
Известные памятники художественной ковки
кованые фонари, ограды, решётки, ворота следующих дворцовых и городских ансамблей:
Центры кузнечного ремесла
Исследователи технологии ковки
- П. П. Аносов в 1831 впервые применил микроскоп для изучения структуры металлов
- Д. К. Чернов в 1868 научно обосновал режимы ковки
- советские учёные Н. С. Курнаков, К. Ф. Грачев, С. И. Губкин, К. Ф. Неймайер и др.
Литература
Ссылки
dic.academic.ru
ХУДОЖЕСТВЕННАЯ КОВКА металла: [фото и видео, станки]
[Художественная ковка металла] – это вид декоративно-прикладного искусства, когда утонченные предметы создаются методом ковки (деформирования) металла.
Выделяют художественную ковку горячим способом и холодную ковку.
Для горячей ковки заготовку предварительно накаливают в горне, а затем производят обработку на наковальне, периодически вновь разогревая предмет в огне.
Холодная ковка не требует предварительного накаливания детали.
История художественной ковки
Художественная ковка известна еще с давних времен, упоминание о художественной ковке можно найти в сказаниях древних народов, например, в мифах Древней Греции, где рассказывается о великолепных доспехах, которые бог-кузнец Гефест создавал своими руками.
Художественная ковка из металла была распространена среди всех народностей, умевших работать с металлом, первые предметы, декорированные ковкой, археологи относят к III тысячелетию до н.э.
Мастера кузнечного дела своими руками украшали ковкой все – от оружия и доспехов до предметов быта, посуды, позже кованные изделия стали применяться и в архитектуре. Специального оборудование для ковки появилось гораздо позднее.
Фото наглядно показывает насколько тонким и воздушным может быть кованное изделие из металла.

Вместе со сменой моды и художественных стилей, царящих в обществе, менялся и вид предметов, изготавливаемых в кузницах.
Все стили искусства – от строгой готики до вычурного барокко – можно увидеть в кованных изделиях, созданных в различные годы.
На предлагаемых фото отчетливо видна принадлежность кованных изделий к различным стилям.
Дизайн кованных предметов претерпевал существенные изменения, чтобы соответствовать последним веяниям искусства, однако, ключевые моменты оставались неизменными – все изготавливалось в кузнице-мастерской, где было специальное оборудование. Каждый предмет подчеркивал индивидуальность и показывал статус своего хозяина, будь это грубый узор на металлическом блюде или причудливая вязь кованных ворот усадьбы, как на этом фото.

Конечно, изначально кованные изделия изготавливались вручную, но с развитием техники работа кузнеца стала более механизированной, появилось оборудование, позволяющее поддерживать в горне постоянную температуру, были изобретены пневматические и механические молоты.
В современном мире мастера, создающие кованные произведения искусства, могут выполнять работу своими руками или использовать оборудование, чтобы выполнить художественную ковку металла.
Инструменты для ковки
Как и тысячелетия назад, самыми главными инструментами для выполнения ковки своими руками являются наковальня, молот и горн. Это стандартное оборудование для ковки может сегодня приобрести себе каждый.
Горн – это специальная печь, в которой заготовка разогревается до нужной температуры. Наковальней называют металлический опорный блок, на котором производится ковка заготовки при помощи молота.
В зависимости от размера изделия применяются молоты разного веса – от ручника до кувалды.
Работу кузнеца у наковальни и другое оборудование для ковки вы можете представить, посмотрев данное видео.
Видео:
В больших художественных мастерских для ковки больших предметов используются пневмо- или механические молоты.
К вспомогательным кузнечным инструментам относят клещи – приспособление для удерживания детали.
Клещи имеют длинные рукоятки, чтобы избежать ожогов при разогревании металла в горне и травм при ковке изделия.
Также в группе вспомогательных инструментов для горячей ковки выделяются различные скругленные молотки, зубила, подбойки, бородки, подсечки, обжимки и т.д., мастера также используют несколько видов плит.
При холодной ковке в руках мастера можно увидеть напильники, шаберы, резцы, штампы, а также различный инструмент для зернения, рифления и чеканки.
В зависимости от габаритов изготавливаемого предмета, кузнец использует инструменты различных размеров, на данном фото инструменты кузнеца чем-то напоминают хирургический инструментарий.
Весь этот инструмент применяется, если мастер выполняет художественную ковку своими руками.
Также в мастерских вы можете увидеть специальные станки для художественной ковки, один из которых представлен на следующем фото.
Виды кузнечных работ
Художественная ковка металла выполняется путем деформирования заготовки, при этом в зависимости от типа заготовки (металлополоса, прут, труба, проволока и т.д.), используемого инструмента и способа обработки, мастер своими руками может выполнять следующие работы: изготовление шишек, корзин, колец, спиралей, скручивание прута, чеканку, пробивку отверстий или рубку.
В фото, расположенном ниже, вы можете посмотреть самые простые элементы художественной ковки.
Кованные изделия больших размеров создают по частям – мастер своими руками выковывает отдельные элементы, которые потом собираются по схеме в единое целое.
Соединение элементов выполняется с помощью хомутов и клепок, что также является элементом декорирования (смотрите фото), в некоторых случаях используется сварка различных видов.
Поэтому художественные мастерские, где занимаются ковкой, оборудуются также и сварочными аппаратами.
Виды современного кузнечного оборудования
Станки существенно облегчают работу кузнеца, теперь вместо целого набора кузнечных инструментов мастер получает в управление один станок и становится по сути его оператором.
Вместо тяжелой физической работы кузнец устанавливает на станке необходимую оснастку, закрепляет заготовку и нажимает одну кнопку или педаль.
Дополнительно к этому сокращается время на изготовление одного предмета, изделия имеют одну форму и размеры, так как выполняются по лекалам (оснастке), либо с использованием программного управления.
Применение станков для художественной ковки, ввиду их компактных габаритов, освобождает дополнительные площади в мастерской.
Кузнечные станки
Основным оборудованием для художественной ковки являются кузнечные станки.
Выделяют:
- станки для горячей обработки металла;
- станки для холодной обработки металла;
- универсальные станки, которые позволяют использовать оба способа обработки.
К «холодной» обработке относятся, например, гибка деталей по шаблону, изготовление скрученных деталей, холодная рубка заготовок, навивка колец и спиралей.
«Горячим» способом выполняются следующие работы: расковка «лапок», расковка и закатка плотных «лапок», расковка купольных и граненых пик (смотрите примеры на фото).
Наиболее распространены в нашей стране отечественные универсальные станки «Мастер-2» и «Мастер-3», позволяющие выполнять художественную ковку своими руками.
Видео:
Преимущество этих станков в их надежности и безотказности, а также широком ряде кузнечных операций, доступных для этих станков.
Также хочется отметить удобный для российских покупателей ценовой сегмент, и доступность всех элементов оснастки и запчастей к этим станкам.
Станок «Мастер-2» выполняет ковку «холодным» и «горячим» способами, для разогрева заготовок используется пропановая печь, дополняющая комплектацию этих станков.
На видео выше вы можете посмотреть изготовление основных кованных элементов на станке «Мастер-2».
«Мастер-3» — это младший брат предыдущей модели, отличается от него меньшими габаритами и почти втрое меньшим весом.
Он использует только «холодную» ковку, однако более удобен для бытового использования, позволяет выполнять художественную ковку буквально своими руками.
А на данном видео кузнец демонстрирует нам работу на станке «Мастер-3».
Видео:
Станки рассчитаны на напряжение 380 В и 220 В, вторая модификация вовсе не означает снижение производительности или мощности этого станка, но делает доступным подключение станка к общей распределительной электрической сети.
Индукционные нагреватели
Также к кузнечному оборудованию относят индукционные нагреватели (см. фото).
Индукционные нагреватели используются для быстрого разогрева заготовки при «горячем» способе обработки.
Работа нагревателя основывается на эффекте электрической индукции, благодаря которому на разогрев пятисантиметрового кончика прута сечением 20 мм до температуры 1100°С вы затратите не более 10-15 сек.

Этот способ более удобный и экономически выгодный по сравнению с печами на пропане, которые идут в комплекте с некоторыми станками.
Индукционные нагреватели работают от сети 380 В и 220 В, их КПД достигает 98%, а потребляемая мощность не превышает 20-30 кВт.
При этом потребление электроэнергии происходит только в момент разогрева.
Нагреватели можно устанавливать в местах, где запрещены работы с открытым огнем, для них не нужно подводить систему газоснабжения, либо постоянно заботиться о своевременной заправке газовых баллонов.
rezhemmetall.ru
сувениры и узоры художественной ковки, эскизы элементов и станки для работы
Если говорить о кованых изделиях как предметах нашего быта, то самыми подходящими словами будут высокая эстетика, эксклюзивность и прочность. Это очень редка комбинация свойств – чтобы было функционально и красиво одновременно.
К продуктам кузнечного мастерства это относится в полной мере. Именно поэтому интерес и спрос на предметы художественной ковки не снижается уже очень долгое время.
Где применяется художественная ковка?
Кованые предметы уместны везде: и внутри жилых помещений, и на садовых участках. Главное – понимать и чувствовать стиль окружения, чтобы оно гармонировало с новыми аксессуарами из металла.
Естественно, кованые вещи должны поддерживать уже существующую эстетику участка и внутреннего интерьера. Поэтому при выборе декоративных элементов, перед тем, как их заказать, нужно изучить все возможные образцы самым тщательным образом.
Дело облегчается тем, что практически все декоративные кованые элементы прекрасно уживаются с любым типом ландшафта парка или садового участка.
Художественная ковка хороша везде: и в окружении мраморных скульптур итальянских площадей, и на фоне яркой зелени английских парков, и в строгой симметрии парков французского устройства, и в усадьбах классического русского стиля. Главное – чувство меры: уместен ли орнамент, не слишком ли много декоративных элементов и т.д.
 Множество мелких асимметричных завитушек на общем пышном фоне подойдут не везде и не в каждом доме или саду. Барокко, а это именно оно, всегда требует больших пространств как внутри помещений, так на открытых участках.
Множество мелких асимметричных завитушек на общем пышном фоне подойдут не везде и не в каждом доме или саду. Барокко, а это именно оно, всегда требует больших пространств как внутри помещений, так на открытых участках.
Современные технологии ковки и декоративной обработки металла позволяют делать вещи любых стилей, включая самые современные. Их тонкость и изящность украсят любой ландшафт.
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 – 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 – 250°С.
Сказать, какой вид ковки лучше – трудно. Холодна ковка намного комфортнее в работе, не дает на поверхности окалины, кованые изделия отличаются точностью форм и размеров. Холодной ковкой отлично делаются рельефные узоры на листовом металле, с ее помощью куются капризные цветные металлы.
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Кованые узоры
Их множество: от классических до самых современных и порой неожиданных стилей.
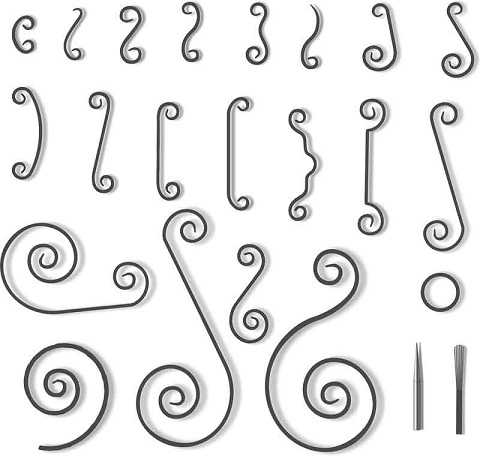
 Из проволоки или стальных прутков можно соорудить следующие декоративные элементы:
Из проволоки или стальных прутков можно соорудить следующие декоративные элементы:
- Спираль.
Этот рисунок составлен из множества окружностей, которые уменьшаются к основанию спирали. Спираль может быть двусторонней или односторонней. - Двойная спираль.
Это сложная пространственная конструкция, в которой каждая фигура представляет из себя двустороннюю спираль. Самый большой диаметр спирального кольца расположен в средней части орнамента, поэтому данный орнамент иногда называют китайским фонариком. Данный элемент производится из двух прутков или толстой проволоки. - Волюта.
Это один из самых популярных элементов, которые могут располагаться в большом количестве и разном положении, составляя разнообразные картины узоров. По сути это простой завиток. Но он может по-разному располагаться и быть с однонаправленной вогнутостью, когда завитки располагаются с одной стороны оси. А могут быть разнонаправленные, с завитками по обе стороны оси узора. - Крутень.
Часть стержня или весь стержень закручивается в одном и том же направлении. - Навершие.
Эти кованые изделия со смешным названием производятся для украшения верхушек решеток для окон, оград и заборов. Это прутки с острыми кромками, к которым потом крепятся завитки.
Типы художественных кованых изделий
Все существующие типы в данной статье не опишешь – их слишком много. Пройдемся по некоторым из них – самым популярным.
Ограждения
Это самое популярное решение среди владельцев загородных домов и участков – заборы с элементами ковки. Особое место занимают кованые калитки, которые могут быть расположены отдельно или быть встроенными в стену.
К этой же популярнейшей группе кузнечных изделий относятся и ворота. Вот где творческая мысль домовладельцев не знает границ: от средневековых створок с башенками до кружевных металлических полотен с лебедями.
Такие ограждения могут нести функции защиты, а могут служить для зонирования участков или малых изгородей для цветников.
Садовая мебель
Если есть возможность каждый владелец участка земли старается обустроить место в качестве зоны отдыха со столом, скамейками и креслами. Художественная ковка подходит для этого как ничто другое, ведь металлические изделия не боятся ни осадков, ни времени.
Изделия, выполненные в технике художественной ковки — 10 фото.
Кованые столики могут быть оформлены самым разнообразным образом. Они могут быть выполнены только из металла, а могут быть представлены со столешницами из других материалов: камня, пластика, дерева.
Кованые скамейки – отдельная тема, это очень популярный вид кованых продуктов. Их также делают в комбинации с другими материалами, чаще – с деревом.
Прочность, долговечность, устойчивость и высокая эстетика, которая станет украшением любого участка возле любого дома. Это отличный выбор варианта садовой мебели.
Садовые беседки
Такая беседка – предел мечты многих владельцев открытых приусадебных участков. Это красиво, функционально, неповторимо и чрезвычайно долговечно. Такая конструкция защитит от непогоды, ей не страшен ветер.
Вариантов дизайнерского оформления беседок – бессчетное множество, это великолепные перспективы для мыслей самого высокого полета.
Кованые мостики
Если есть вода, нужен мостик. Если он даже самый маленький, он привнесет в пейзаж вашего участка уют, неповторимость и уникальную сказочную атмосферу. Такие мостики обычно делают изящными, тонкими, с декоративными элементами в виде растений, бабочек, лепестков.
Арочные перекрытия и перголы
Пергола – это и не беседка, и не навес. Это специальные конструкции для поддержки цветов, из которых получаются целые стенки и перекрытия. С их помощью можно создавать целые коридоры из цветов и вьющихся растений.
Кованые решетки и арки – великолепные компаньоны для самых изысканных растений, они будут только подчеркивать всю эстетику листьев, лепестков и древесных стволов.
Дачные мангалы и другие аксессуары
Шашлыки на природе стали повсеместным воплощением отдыха на природе. Мы не говорим об обычных мангалах – маленьких уродцах, разбросанных по общественным паркам как мусор. Речь о садовых мангалах, выполненных по эскизам художественной ковки и несущими дополнительную роль украшения любого приусадебного участка.
Если нет возможности приобрести недешевые кузнечные предметы обстановки или быта, можно ограничиться мелкими аксессуарами типа кованых светильников, миниатюрных подставок для цветов корзинок для зонтов в прихожую и т.д. – вариантов таких мелочей великое множество.
Несмотря на свой малый размер, они добавят в общую картину серьезную долю высокой эстетики.
Кованые изделия своими руками
Понятное дело, что кузнечное мастерство всегда было ремеслом элитарного характера для узкого круга мастеров, это удовольствие не из дешевых и не из простых. Помимо технического опыта нужно обладать художественным вкусом и чувством стиля.
 Вместе с тем вместо классических молота и наковальни сегодня все чаще используются станки для художественной ковки. Они делают кузнечное ремесло более доступным, но опыта и, самое главное, кузнечного творческого таланта никто не отменял.
Вместе с тем вместо классических молота и наковальни сегодня все чаще используются станки для художественной ковки. Они делают кузнечное ремесло более доступным, но опыта и, самое главное, кузнечного творческого таланта никто не отменял.
Хорошо развитое пространственное мышление, изобретательность, умение делать правильный выбор, быстрота действий и, конечно же, творческая фантазия – вот необходимый набор свойств мастера кузнечной ковки высокого полета, чтобы делать настоящие произведения кузнечного искусства.
К тому же горячая свободная ковка – тяжелая физическая работа, о чем обязательно нужно помнить, чтобы решить начинать свое кузнечное дело. И кузнечная мастерская по своим условиям очень далека от привычных офисных помещений.
Если желание все же есть, можно найти компромиссный технологический вариант – так называемые аналоги ковки: изделия из металлопроката или профиля с декоративными готовыми коваными элементами.
Оборудование для художественной ковки в этом случая будет вполне доступным и недорогим: сварочный аппарат, болгарка, источник питания и электроды.
tutsvarka.ru