Приспособление из гайки для точной заточки сверла с правильным углом
Как без большого труда и навыков затачивать сверла с правильным углом заточки? К сожалению, у многих из нас это получается не с первого раза. Это приспособление очень простое по конструкции. Поэтому каждый из вас каждый сможет ее повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и стандартная заточка сверла. Этим и воспользуемся. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Конструкция немного другая.
Для начала нужна любая гайка. Чем большего диаметр, тем больше диаметр сверла можно в ней затачивать.
Гайка имеет 6 граней, 2 из которых нам нужны. Берем штангенциркуль и от края гайки отмечаем 4 мм. Переворачиваем гайку наоборот и с краю делаем пометку, которая на полтора мм больше, чем первая. Делаем треугольник с 2 сторон. Вырезаем ножовкой или болгаркой. Получилась гайка с пропилами.





Привариваем ещё одну. Устройство почти готово. Ему не хватает шайбы, которую забрасываем в середину. Также понадобится болт, он закручивается в маленькую гайку.
Пропилы в гайке имеют разную глубину, которая отличается на 1,5 мм. Это разница на глаз малозаметна. Вставляем пруток, фиксируем, прикладываем линейку. Зазор между линейкой и кругляком меньше слева, чем справа. То есть устройство имеет определенный угол. Там, где зазор меньше, мастер поставил пометку.
Работа механизма приспособы
Берём ровное не заточенное сверло, помещаем в устройство. Там, где стоит метка, сверло нужно разместить, как показано на фото и видео. Фиксируем сверло, чтобы она немного выглядывало из граней. С рабочей стороны будет происходить заточка сверла. В указанном примере можно зажать диаметром до 8 мм.
Когда начнём стачивать на наждаке край сверла, есть направляющая в виде плоскости ребра гайки, которая задает правильный угол заточки.
Это классно устройство для тех, кто не может на глаз подобрать правильный угол.
На видео показано, как установить инструмент относительно наждачного круга. С 6 минуты можно посмотреть, как происходит обработка сверла.
Alexander Polulyakh.
В дополнение к этому видеоуроке еще одно устройство самодельщиков с применением болтов и гайки.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
izobreteniya.net
Приспособление для заточки сверл своими руками + чертежи
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.

Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
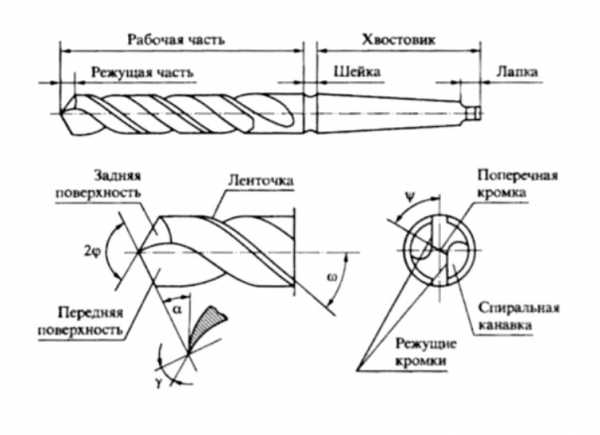
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Ручной держатель

Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
Упор для электро-точила

По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.

Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл

Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.

С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.

Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.

Электрические машинки для заточки
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.

Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.

Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.

Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.

Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.

Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
instrumentiks.ru
видео и инструменты для сборки своими руками, чертежи и шаблоны
 Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью специальных приспособлений.
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
 Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками.
 Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
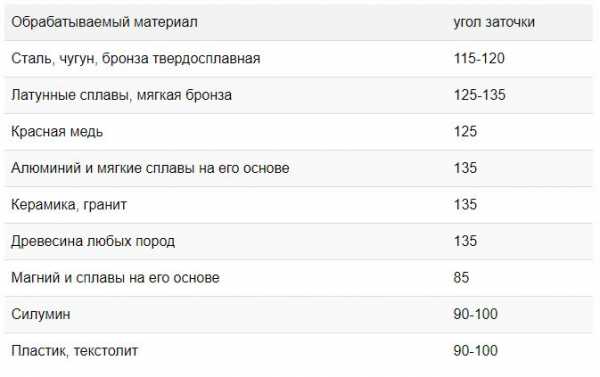
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
- для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;
- для мягкой бронзы или латунных сплавов – от 125 до 135 соответственно;
- для красной меди 125 градусов;
- для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
- для магния и его сплавов – 85 градусов;
- для пластика, текстолита и силумина – от 90 до 100 градусов.
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера, которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
 Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
 В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть, также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
- углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;
- Когда несимметричны друг другу углы режущей кромки, то центровка точна. Во время создания отверстий работает только одна режущая часть, работа происходит очень медленно и быстро греется наконечник. Может быть «отпускание» закаленного металла вследствие нагрева, отверстие может быть разбитым, а диаметр будет превышать диаметр сверла.
 Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
 Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси, чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
 Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы.
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами. Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
 Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
 Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива. Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев, в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Самодельный станок для заточки сверл
instrument.guru
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.

Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом — соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.

При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
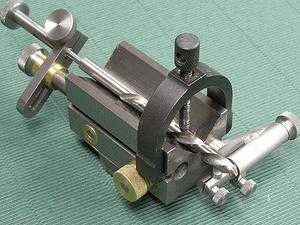
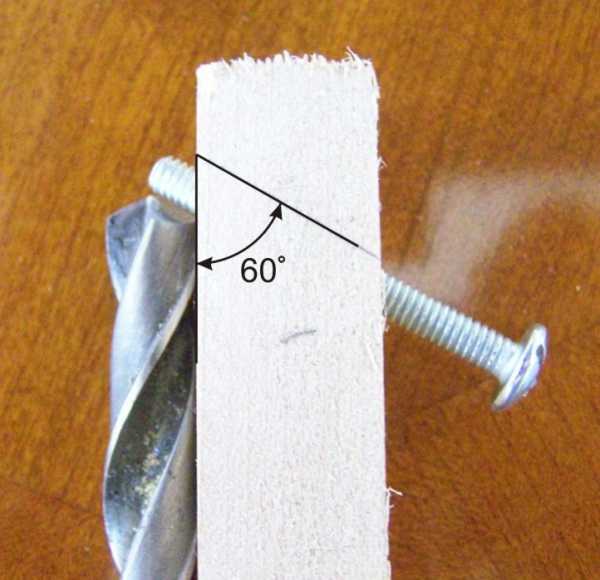
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.

Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
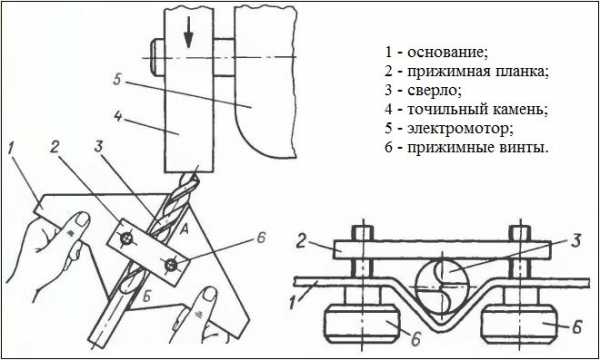
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.

В результате отпадает необходимость использования тисков и струбцины (главное при этом — не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины — 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.

Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.

Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
fb.ru
Приспособление для заточки сверл своими руками: чертежи, видео
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.

Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.

Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.

Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла. Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.

Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл. Основная задача, которую должен решать самодельный станок или приспособление, используемые для заточки сверл, – правильно ориентировать режущую часть обрабатываемого сверла по отношению к рабочей поверхности точильного круга.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.

Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
Чертежи деталей приспособления
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны. Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.
- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.

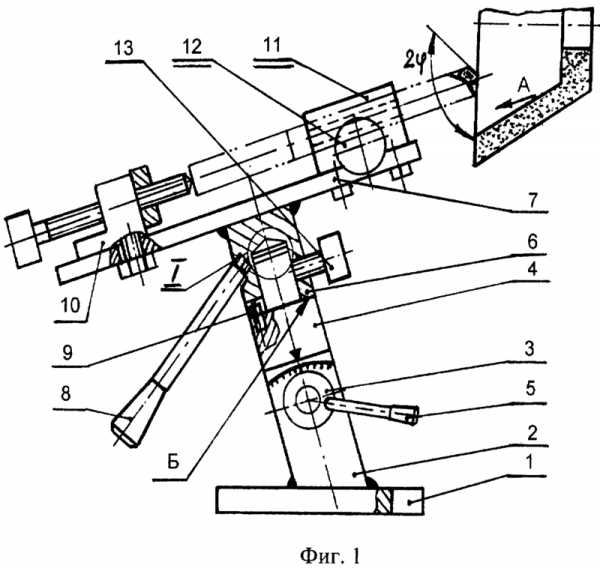
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.

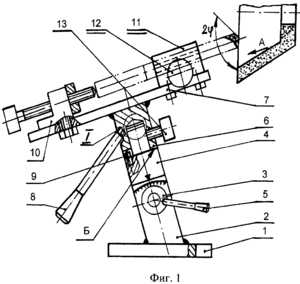
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.

Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.

Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Несколько рекомендаций по выбору наждачных кругов
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
подходящие приспособления и рекомендации по выполнению работы, видео
Сверла по металлу всегда подвергаются закалке, но изделия со временем могут затупиться. Естественно, это не повод их выкидывать. При желании можно заточить сверло своими руками, используя профессиональное оборудование или самодельные устройства.
Основные виды заточки
Опытные мастера знают о том, что заточка сверла по металлу бывает разной в зависимости от диаметра и особенностей применения.
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром в 3 мм. В процессе выполнения работы возможно «выкрашивание» кромки, поэтому необходимо быть очень аккуратным. Чтобы правильно заточить изделие, его следует приложить к кругу и перемещать параллельно поверхности.
- Коническая процедура предназначена для более крупных инструментов по металлу. В данном случае инструмент необходимо держать обеими руками, производя последовательное затачивание.
- Доводку выполняют после окончания заточки. Благодаря подобной процедуре удается отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Виды заточных станков
Чтобы заточить сверло своими руками правильно, необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы.
-
 Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме. - Бытовые станки предназначены для использования в домашних условиях. Также их применяют на небольшом производстве. Подобное оборудование отличается мобильностью, средней мощностью и компактными размерами.
 Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.
Промышленное оборудование отличается значительной мощностью. С его помощью можно затачивать сверла диаметром в 20 мм и более. Эти станки устанавливаются на крупных предприятиях, причем заточка осуществляется в полуавтоматическом или полностью автоматическом режиме.Рекомендации по выбору бытового станка
Если вас интересует вопрос, как заточить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью. Она позволит заточить небольшие сверла по металлу.
Естественно, при покупке необходимо обращать внимание на уровень шума, а также конструкцию модели. Оптимальным вариантом станет простой станок, ведь подобрать для него нужные детали будет несложно.
Покупать подобные приспособления необходимо только в специализированных местах, поскольку здесь в комплекте предусмотрено наличие технического паспорта. Более того, вам выдадут гарантийный талон.
Использование станков в домашних условиях
 Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Как уже упоминалось ранее, в домашних условиях целесообразно использовать бытовые станки. С их помощью удается затачивать различные виды сверл. При этом важно помнить, что для некоторых разновидностей придется докупать соответствующие круги.
Чтобы самостоятельно заточить сверло, стоит отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы различных диаметров.
В комплекте часто идут:
Наибольшей популярностью пользуется оборудование от Drill Doctor и GS. Подобная продукция предназначена для заточки сверл диаметром в 2–13 мм и 14–34 мм. К сожалению, это оборудование не позволяет заточить слишком тонкие сверла. Для такой цели придется докупить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от электросети;
- высокая производительность;
- простота использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные габариты;
- небольшой вес;
- удобная система управления, благодаря которой можно отрегулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет соответствующего станка, то выполнить заточку можно с помощью других приспособлений. Речь идет об электродрели либо самодельном оборудовании, созданном по чертежу. Лучше всего отдать предпочтение второму варианту, в противном случае вы можете испортить множество сверл, прежде чем освоите правильную заточку.
Создать подходящее приспособление своими руками можно даже из древесины. Так, на горизонтальной поверхности закрепляется брус с отверстиями, соответствующими диаметру сверл. Упомянутые отверстия выполняют под небольшим наклоном, чтобы получился необходимый угол заточки.
Некоторые мастера отдают предпочтение электродрели, оборудованной соответствующими насадками. Естественно, ассортимент подобных элементов небольшой, что усложняет выполнение заточки своими руками. Как правило, в комплекте с насадками идет камень и поводок. Если вы планируете затачивать сверла, используя конкретную дрель, поводок стоит сразу же укоротить.
При желании можно самостоятельно сделать подобную насадку для дрели, руководствуясь рекомендациями, данными в соответствующем видео. Подобные приспособления необходимо оборудовать крепежом для фиксации сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр. Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
- В первую очередь следует определиться с необходимым углом заточки.
- Важно расположиться так, чтобы шлифовальный круг находился справа.
- Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
- Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
- Немаловажным моментом является устранение зазубрин.
- Все движения следует выполнять в определенной последовательности. Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
 В первую очередь следует определиться с необходимым углом заточки.
В первую очередь следует определиться с необходимым углом заточки.Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Оцените статью: Поделитесь с друзьями!stanok.guru
Как сделать приспособления для заточки свёрл своими руками: использование шуруповёрта и дрели
 Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки сверлильного инструмента. При его использовании не требуется иметь специальных навыков и подготовки. Например, к таким устройствам относят промышленные приспособления riss 8100v, имеющие высокую стоимость. Чтобы сэкономить средства, можно изготовить инструмент для заточки сверла по металлу своими руками.
Современный рынок насыщен множеством видов различного оборудования, предназначенного для заточки сверлильного инструмента. При его использовании не требуется иметь специальных навыков и подготовки. Например, к таким устройствам относят промышленные приспособления riss 8100v, имеющие высокую стоимость. Чтобы сэкономить средства, можно изготовить инструмент для заточки сверла по металлу своими руками.
Содержание материала
Специфика работы устройств
В домашнем хозяйстве часто используются электродрели и шуруповёрты для сверления различных материалов из дерева, бетона, металла и керамики. Многие пользователи подобного оборудования неоднократно сталкивались с проблемой, вызывающей во время работы затупление рабочей части сверлильного инструмента.
 Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
Во время работы с металлом может возникать интенсивный нагрев режущей части сверла, что подвергает его к быстрому износу и дальнейшей непригодности в эксплуатации. Во избежание этого необходимо периодически проверять геометрические нормы режущей части и по возможности подтачивать её до требуемых параметров. Для сверления металлов, как правило, применяются спиральные свёрла. Дополнительная проверка инструмента перед выполнением работ продляет срок его эксплуатации.
При работе с древесиной режущая часть практически не поддаётся износу, а буры по бетону оснащаются твёрдыми победитовыми пластинами, которые в заточке не нуждаются и используются до полнейшего износа.
Также рекомендуем прочитать:
Инструменты для заточки свёрл
Как на промышленном устройстве, так и на приспособлении для заточке свёрл, сделанном своими руками, рекомендуется применять специализированный шаблон, необходимый для соблюдения требований к инструменту. Использование шаблона даёт возможность выставлять необходимый угол режущей части сверла, что обеспечивает высокую точность при работе. Во время проведения сверлильных работ необходимо индивидуально подбирать угол заточки инструмента, в зависимости от используемых материалов.
При работе с металлами можно использовать справочные данные, предоставляющие информацию о необходимых нормах при установке угла заточки. Параметры углов заточки для свёрл по металлу:
- Сталь, чугун и твёрдая бронза — 116−118;
- Латунь, мягкая бронза — от 120 до 130;
- Медь — 125;
- Алюминий — 140.
При использовании различных материалов рекомендуется изготовить несколько шаблонов или использовать один универсальный.
В простом приспособлении для заточки свёрл можно использовать втулку с внутренним диаметром, которая должна совпадать с поперечным сечением сверла и фиксироваться на жёстком основании под необходимым углом. Втулка подбирается с высокой точностью — так, чтобы её внутренний диаметр совпадал с поперечным сечением затачиваемого инструмента. Категорически нельзя допускать слабой фиксации: это резко снижает качество заточки.
Можно использовать деревянный брусок, в котором должны быть просверлены отверстия разного диаметра, что сделает приспособление универсальным.
Важным узлом является подручник, выполняющий следующие функции:
- обеспечивает правильное фиксирование обрабатываемого объекта и его перемещение относительно заточного круга;
- является отличным упором во время выполнения заточных работ.
Чертежи приспособления для заточки свёрл могут оказать существенную помощь при его сборке. Их можно найти в различных источниках информации. Изучая принцип работы подобных конструкций, можно разработать свой вариант, который может отличаться от базового своими индивидуальными особенностями.
При работе с заточными устройствами необходимо выполнять следующие правила:
- Обрабатываемый инструмент во время проведения работ должен быть крепко зафиксирован, что предотвращает его проворачивание вокруг своей оси;
- По окончании заточных работ необходимо дать сверлу остыть, после чего измерить его углы при помощи шаблона. Рабочие поверхности режущих частей не должны отличаться друг от друга.
Даже при правильно выбранных углах и совпадении их симметричности может появиться сильное биение, вызванное из-за разницы длины режущих кромок, что чревато поломкой сверла. При несимметричности режущих частей происходит замедление процесса сверления и перегрев режущей части инструмента. Это делает отверстие разбитым и увеличенным в диаметре.
Приспособление для шуруповёрта
Для заточки свёрл можно использовать традиционные устройства: точило, электродрель или шуруповёрт, с добавлением к ним дополнительных доработок.
В продаже имеется готовое промышленное приспособление для шуруповёрта и электрической дрели, которое используется как мини-точило и позволяет осуществить заточку под разными углами.
Рекомендации по работе
Чтобы заточить режущую часть инструмента на самодельном приспособлении, необходимо выполнить ряд условий:
- Ось подручника должна совмещаться с осью заточного диска и иметь с ней общую горизонтальную плоскость.
- Все части устройства должны быть крепко укреплены с помощью держателя, что обеспечивает безопасность при работе.
- Стойку рекомендуется делать универсальной, что позволит выполнять работы в ручном режиме и полуавтомате.
- Оправка должна изменять положение сверла под разными углами.
 Ось подручника должна совмещаться с осью заточного диска и иметь с ней общую горизонтальную плоскость.
Ось подручника должна совмещаться с осью заточного диска и иметь с ней общую горизонтальную плоскость.Для затачивания свёрл и буров применяются наждачные круги. Самым распространённым в бытовых условиях является белый круг из электрокорунда, предназначенный для затачивания лопат, топоров, ножей, тяпок и другого домашнего инвентаря.
Для твердосплавных победитовых буров по бетону используются абразивные круги маркировки 64С. Зернистость заточного диска рекомендуется использовать марки 25Н. При заточке рапида используют марку диска от 8H до 16H. При работе с наждаком из карбида кремния рабочая поверхность сверла, нагревается до высоких температур, поэтому рекомендуется охлаждать металл при помощи воды с содой.
pochini.guru