принцип действия, устройство и схема инверторной сварки на транзисторах
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Содержание материала
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Также рекомендуем прочитать:
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
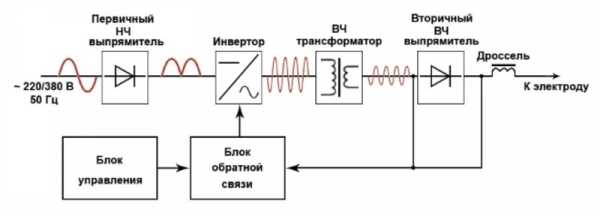
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
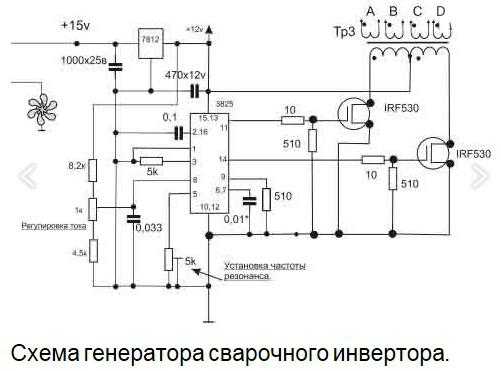
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
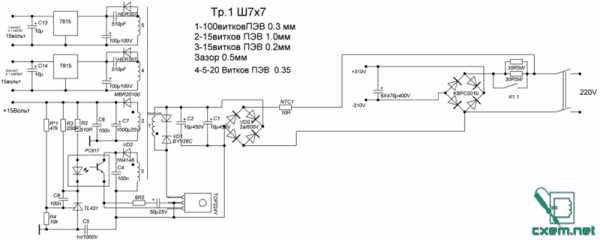
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
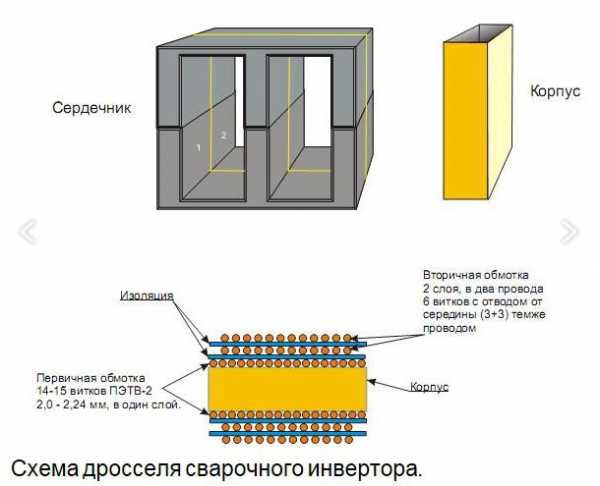
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
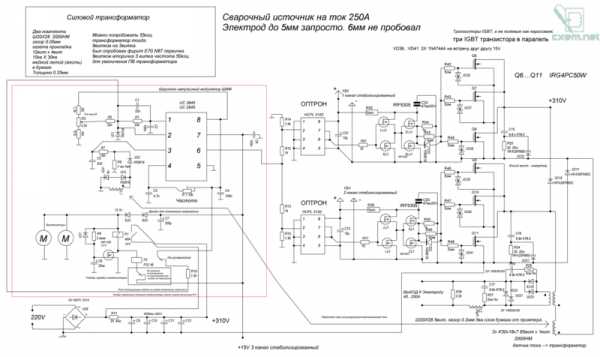
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
pochini.guru
Инверторная сварка своими руками: схема и описание +Видео. Советы по его сборке для новичков
 Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.

Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Изготовление инверторной сварки своими руками
Сбор блока питания
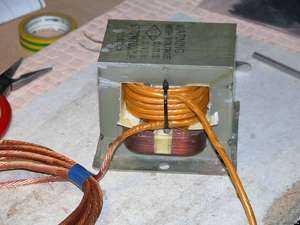
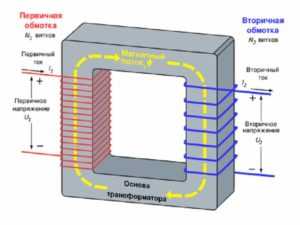
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
 первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
9 лучших строительных и мебельных магазинов!
- Parket-sale.ru- Огромный ассортимент ламината, паркета, линолеума, ковролина и сопутствующих материалов!
- Akson.ru- это интернет-гипермаркет строительных и отделочных материалов!
- homex.ru- HomeX.ru предлагает большой выбор качественных отделочных, материалов, света и сантехники от лучших производителей с быстрой доставкой по Москве и России.
- Instrumtorg.ru – это интернет – магазин строительного, автомобильного, крепежного, режущего и другого инструмента, необходимого каждому мастеру.
- Qpstol.ru — «Купистол» стремится предоставить лучший сервис своим клиентам. 5 звёзд на ЯндексМаркет.
- Lifemebel.ru- гипермаркет мебели с оборотом более 50 000 000 в месяц!
- Ezakaz.ru- Представленная на сайте мебель изготавливается на собственной фабрике в Москве, а так же проверенными производителями из Китая, Индонезии, Малайзии и Тайваня.»
- Mebelion.ru- – крупнейший интернет-магазин по продаже мебели, светильников, интерьерного декора и других товаров для красивого и уютного дома.
domsdelat.ru
Самый простой сварочный инвертор своими руками из доступных деталей
28 сентября 2015
Просмотров: 6701
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.

Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали — трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:
Блок схема инвертора.
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.
Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.
Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
http:
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока. Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
http:
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
Похожие статьи
Автор:
Иван Иванов
Поделись статьей:
Оцените статью:
Загрузка…Похожие статьи
masterinstrumenta.ru
схема для самостоятельной быстрой и качественной сборки
 Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
 Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
 Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
 Паяльник;
Паяльник;Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Оцените статью: Поделитесь с друзьями!elektro.guru
Сварочный аппарат постоянного тока своими руками: моя схема

20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
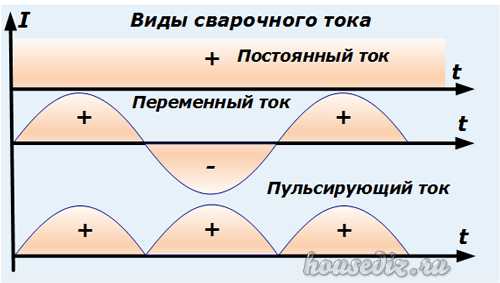
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
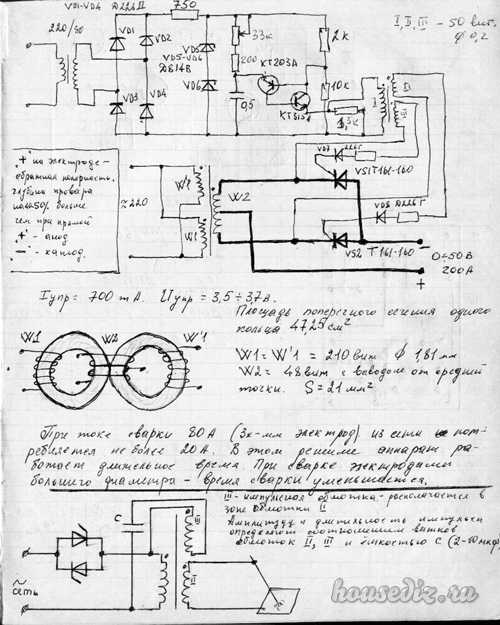
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.

Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.

Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.

Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
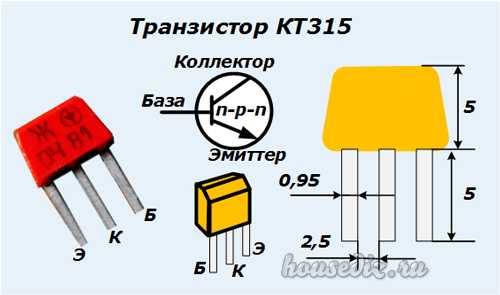
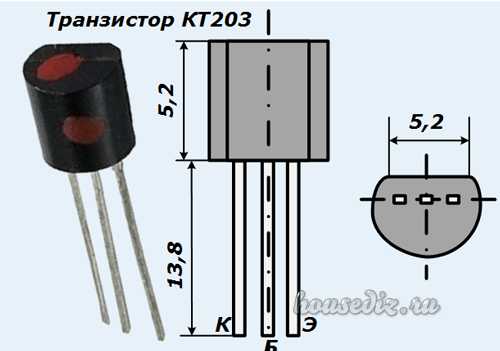
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.

Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товарыhousediz.ru
схема и описание. Ремонт сварочных инверторов своими руками :: SYL.ru
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес — не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант — воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.


Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные — последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
- блок питания;
- силовые агрегаты;
- скотч.
- драйверы.
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками

Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
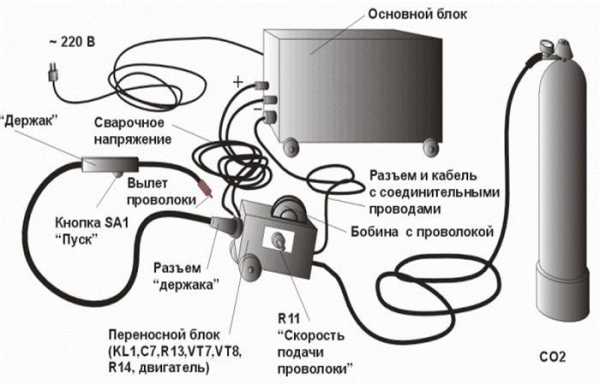
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
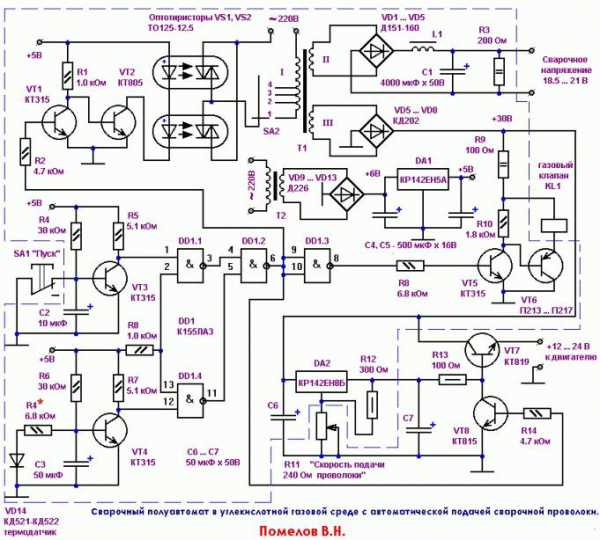
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
www.syl.ru
Сварочный инвертор своими руками
Содержание:
- Устройство, принцип работы и схема сварочного инвертора
- Намотка проводников трансформатора
- Другие конструктивные элементы
- Настройка систем инвертора
- Видео
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.

Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.

Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.

С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
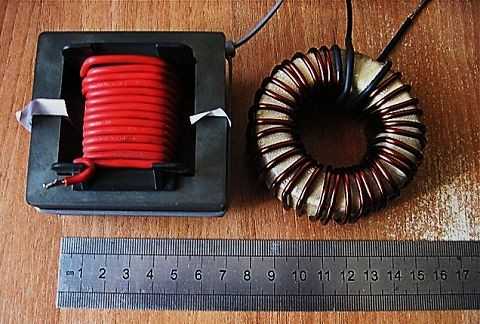
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.

Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.

Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
electric-220.ru