Жестяные работы изделия из жести своими руками
Приемы работ
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
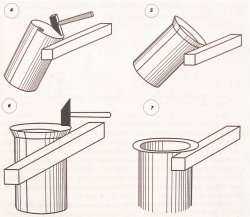
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом.
Как сделать водостоки и кровельные элементы из листового металла своими руками
Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
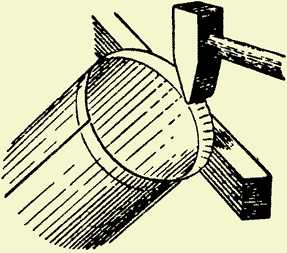
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
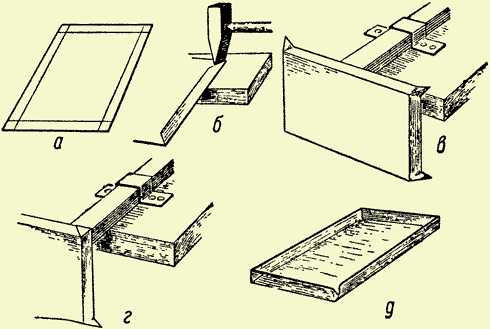
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок.
Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений.
Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
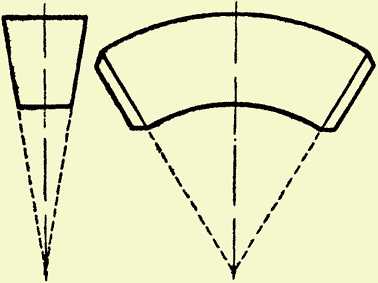
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Автор: П.В. Леонтьев
Читайте еще:
stroyvolga.ru
Жестяные работы изделия из жести своими руками, как сделать трубу?
Загрузка. Пожалуйста, подождите…
Как сделать ведро своими руками из жести
Как сделать ведро своими руками из жести, из оцинкованного железа или из нержавеющей стали с прямыми стенками.
Вырезаем из материала развертку изделия
h – высота (устанавливаем заданную величину)
d – диаметр (устанавливаем заданную величину)
l – длина окружности (находим расчетным путем)
l = πd = 3,14 * 329 = 1033 (мм)
h = 310 (мм)
ИЗГОТОВЛЕНИЕ ЦИЛИНДРА
В середине развертки размечаем отверстия для крепления ушка
1. На прямоугольном листе из тонколистовой оцинкованной стали ГОСТ 14918-80, на самодельном ручном листогибе, или ручным способом при помощи киянки и бруса, зафальцовываем «по высоте» края листа в противоположные стороны. Сгибаем лист в цилиндр.
2. Скрепляем загнутые края. Равномерно прижимаем полученный шов киянкой или колотушкой по всей длине цилиндра.
3. Чтобы шов остался внутри цилиндра, необходимо провести следующую операцию: поворачиваем готовый шов таким образом, чтобы он находился возле ребра бруса; ударяя киянкой по шву, получаем внешнюю поверхность цилиндра без выступающего шва.
ОТБОРТОВКА ФАЛЬЦА
Ширина фальца зависит от его назначения: получения замка; закатка проволоки.
4. Установим цилиндр относительно бруска в первоначальное положение. Обстукиваем молотком и отгибаем фальц.
5. Постукиваем заостренной стороной молотка.
жестяные работы изделия из жести своими руками
Следим за шириной фальца – она должна быть одинаковой.
6. Выравниваем фальц постукиванием тупой стороной молотка.
7. Окончательно отгибаем под прямым углом согнутый фальц.
ЗАКАТКА ПРОВОЛОКИ
Вкладываем кружок по периметру отбортовки,
сделанный из проволоки, диаметр которого должен совпадать с внешним диаметром цилиндра.
Округляем круговую кромку и окончательно доводим закатку.
СОЕДИНЕНИЕ ЦИЛИНДРА С ДНОМ

8. Загнем края у круга и вставим в цилиндр.
9. Легкими ударами заостренной части молотка, загибаем фальц внутрь круга.
10. Крепкими ударами тупой части молотка обстукиваем фальц на брусе, поворачивая при этом цилиндр.
11. Сваливаем фальц на наружную плоскость цилиндра.
12. Если в результате работы получится выпуклое дно, необходимо его выровнять.
13. По самому краю дна, ударяем тупой частью молотка, по всему периметру окружности. Дно при этом выровняется, ребра соединения получат ярко выраженный контур.

ПРИКРЕПЛЕНИЕ ПРОМЕЖУТОЧНОГО ОБРУЧА
Дно ведра можно прикрепить к промежуточному обручу, а промежуточный обруч прикрепить к цилиндру.
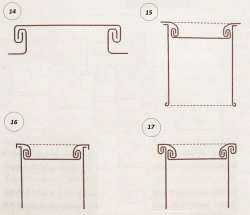
14. Крепим дно ведра с обручем.
15. Соединяем обруч с цилиндром (корпусом ведра).
16. Отгибаем фальц у обруча.
17. Сваливаем фальц на наружную плоскость цилиндра и основательно постукиваем по периметру всей окружности.
ИЗГОТОВЛЕНИЕ УШКА

Ушки вырежем из аналогичного материала. Пробьем или просверлим сквозные отверстия: два под заклепки; одно под металлическую ручку.
ИЗГОТОВЛЕНИЕ РУЧКИ
Ручку согнем из металлической проволоки диаметром 5…6 (мм) ГОСТ 18143-72.
Как сделать ведро своими руками из жести – как видите ничего сложного. Освоив простую модель. Можно перейти к более сложной модели с покатыми стенками.
Заказать чертеж
Поделитесь с друзьями!
Особенности исходного материала
Необходимые инструменты
Инструкция по изготовлению жестяной трубы своими руками
Подготовительный этап
Как сделать корпус трубы из жести
Обработка места соединения фальцев
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы.
При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 900. Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины.
Выкройки изделий.
При этом начинать сгибание можно с помощью плоскогубцев.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Приемы работ
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно.
Как сделать трубу из жести — описание процесса
Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Автор: П.В. Леонтьев
Читайте еще:
 Как сделать трубу из жести? Этот вопрос интересует всех сторонников бюджетных решений в домашнем строительстве.
Как сделать трубу из жести? Этот вопрос интересует всех сторонников бюджетных решений в домашнем строительстве.
Ведь самодельные жестяные трубы являются разумной альтернативой «магазинным» водостокам или вентиляционным кожухам. Поэтому в данной статье мы расскажем нашим читателям о том, как из жести сделать трубу, характеристики которой не уступают магазинным аналогам.
↑
Особенности конструкционного материала
Перед началом работы нам стоит познакомиться с нашим конструкционным материалом – жестью. Этот материал относится к прокатной продукции. То есть, по сути, жесть — это тривиальная листовая сталь, выкатаная на вальцах прокатного стана до толщины в 0,1-0,7 миллиметра.
Однако в технологии изготовления жести нашлось место не только прокатным операциям. Ведь готовый продукт нужно еще и защитить от коррозии. Поэтому, после проката, сталь покрывают слоем материала, устойчивого к коррозии.
В итоге, потребитель получает лист стали, шириной от 512 до 1000 миллиметров, покрытый микронным слоем хрома, олова или цинка. Такой продукт очень пластичен — жесть можно обработать даже вручную. Причем, при накатке ребер жесткости, прочность жестяных изделий не уступает стальным аналогам. Поэтому жесть употребляют в процессе изготовления изделий сложной формы.
↑
Инструменты и приспособления для изготовления трубы из жести
Мягкая и пластичная жесть не требует особых усилий, прилагаемых к листовой заготовке.
Поэтому в производстве жестяных изделий, чаще всего, используются следующие инструменты:
- Ручные ножницы по металлу. С помощью этого инструмента можно, без труда, разрезать листовую заготовку. Ведь максимальная толщина жести – всего 0,7 миллиметра.
- Молоток с мягким бойком. Это может быть и киянка – полностью деревянный молоток, и стальной инструмент с резиновой накладкой на ударнике.
Молотки с металлическими бойками, в данном случае, не используются. Они могут деформировать тонкий лист жести, испортив всю работу.
- Плоскогубцы. Ведь несмотря на мягкость тонкого металла, жестяная труба своими руками не гнется.
Кроме того, для выполнения части операций понадобится верстак, который будет использован и в процессе разметки, и в процессе резки заготовки, а также калибрующий элемент — стальная труба, диаметром от 100 миллиметров или уголок с гранями на 75 миллиметров.
Причем, и труба, и уголок должны быть жестко закреплены, ведь на их поверхностях мы будем заклепывать стыковочный шов трубы или короба.
Вдобавок, в процессе разметки заготовки нам понадобятся измерительные инструменты – металлическая линейка, рулетка, угольник и разметчик, представляющий собой остро заточенный, закаленный на конце стальной стержень.
↑
Изготовление жестяных труб своими руками: инструкция процесса
Процесс изготовления жестяных труб и коробов можно разделить на три этапа:
- Подготовительный, начинающийся с разметки и заканчивающийся вырезанием заготовки.
- Формовочный, в процессе которого происходит формирования профиля трубы или короба.
- Финальный, в процессе которого выполняется соединение противоположных краев заготовки.
И далее мы рассмотрим интересующее нас ручное изготовление жестяных труб, которое будет реализовано в виде поэтапного процесса.
↑
Первый этап – подготовка заготовки
Перед тем, как сделать из жести трубу, мы должны разметить листовую заготовку и вырезать из нее полуфабрикат – мерный участок, пригодный для формирования контура будущего изделия.
На ровном участке верстака раскатываем лист стали.
Как сделать трубу из жести: инструкция
От верхней кромки листа отмеряем длину трубы, делая отметку разметчиком или мелом. Далее берем угольник и по метке длины трубы проводим линию, перпендикулярную боковой кромке листа. После этого отмечаем на верхней кромке и прочерченной линии длину периметра короба или длину окружности трубы.
Причем к фактической длине окружности или периметру нужно добавить еще 15 миллиметров на стыковочные кромки.
Соединяем отметки сверху и снизу. Вырезаем заготовку из листа, делая боковой и продольный надрез.
Длину окружности можно измерить рулеткой, а можно вычислить по планируемому диаметру, используя общеизвестную формулу из школьного курса геометрии. Периметр – это сумма всех сторон нашего короба.
На этом предварительный этап закончен и нас ждет само изготовление трубы из жести своими руками, реализуемое в виде двух этапов: формовки профиля и обработки стыков.
↑
Второй этап – формирование тела трубы
На следующем этапе наша цель — формовка профиля трубы.
Вдоль заготовки трубы отмечаем линию загиба фальца. С одной стороны она равняется 0,5 сантиметра, а с другой – один сантиметр.Загибаем фальцы под прямым углом к плоскости заготовки. Для этого размещаем заготовку вдоль стального уголка, совместив его ребро с линией загиба фальца и, ударами киянки, деформируем лист до соприкосновения с перпендикулярной  плоскостью уголка.
плоскостью уголка.
Причем деформацию нужно выполнять постепенно, вдоль всей плоскости загиба. А в самом начале для загиба кромки можно использовать плоскогубцы: ведь даже самая мягкая жесть, из которой делают трубы жестяные – своими руками не гнется.
Далее, на сантиметровом фальце отгибается под прямым углом от плоскости фальца Г-образный загиб. Причем верхняя часть Г-образного фальца должна быть параллельна плоскости заготовки. А длина этого участка составит 0,5 сантиметра.
Поэтому, отмечая фальцы на заготовке, нужно отмерить 0,5 сантиметра по одному краю и два раза по 0,5 сантиметра по краю под Г-образный загиб.
После формовки фальцев приступаем к формовке тела трубы. Для этого помещаем заготовку на калибрующую плоскость и обстукиваем лист жести киянкой до получения профиля нужной нам формы. Вначале у нас получится U-образный профиль, а затем и просто округлый профиль. При этом фальцы должны встретиться.
↑
Третий этап – обработка стыковочного шва
На финальном этапе мы завершаем изготовление трубы, обжимая стыковочный шов.
Совмещаем вертикальные фальцы. Загибаем горизонтальный участок Г-образного фальца к низу. Он должен обернуться вокруг вертикального фальца с другого края заготовки. Полученный сэндвич, торчащий из трубы, загибаем к плоскости изделия, образуя стыковочный шов. Причем загиб вниз должен выполняться от Г-образного фальца к плоскости трубы.
В конце мы можем укрепить линию стыковки заклепками. Однако такая стыковка надежна и без этого.
Похожие статьи
shtyknozh.ru
Приемы работ — Кустарь — сайт для тех, кто всё делает сам
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.

Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.

Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
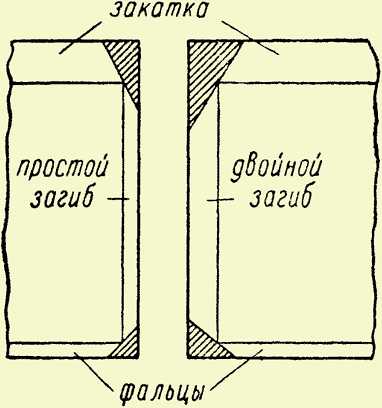
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Автор: П.В. Леонтьев
Читайте еще:
www.sdelaysam.info
Как сделать жестяные трубы и другие изделия своими руками: процесс изготовления
Жесть представляет собой материал, который относится к прокатной продукции. Это разновидность листовой стали. После проката лист обрабатывается антикоррозийными веществами.
Для того что бы сделать такую трубу вам понадобятся всего лишь 2-3 инструмента
Для отопительного оборудования можно самостоятельно выполнить жестяные трубы для дымохода. Данный материал эластичен, поэтому обрабатывается вручную. Кроме того, сталь отличается жесткостью и прочностью, поэтому из него выполняются жестяные изделия особой прочности.
Какую жесть выбрать
Перед тем сделать трубу из жести подбирается подходящий отрезок стали. Для дымоходов рекомендуется тонкая жесть, покрытая специальным составом.
Белая жесть — это материал покрытый оловом с обеих сторон, который обрабатывается методами электролитического и горячего лужения. Данный материал представляет собой низкоуглеродистый и тонкий лист.
Метод обработки наделяет сталь стойкостью к ржавчине и пластичностью.
Производство сопровождается контролем состава веществ. Способ обработки и содержание влияет на получение материала разных марок.
Белый тип жести проходит обработку для улучшения поверхности к адгезии с лаковыми покрытиями.
Черный и белый тип материала бывает следующих видов:
- лист однократной прокатки является изделием малоуглеродистой стали, которая обрабатывается методом холодной прокатки до нужной толщины;
- металл двукратной прокатки после первой процедуры прокатки подергается второй прокатке и специальной смазке, что уменьшает толщину изделия.
Материал классифицируется по степени твердости и по количеству используемого олова.
Труба из жести обладает технически универсальными качествами.
Какие нужны инструменты
Перед тем как произвести жестяные работы своими руками, стоит подобрать комплект материалов и инструментов. Потребуется оборудование для жестяных работ.
Понадобится лист тонкой жести. Чтобы труба стала ровной, берется материал с гладкой структурой и четкими углами. Не используется лист с оборванными краями.
Порезка материала не требует усилий, но приступая к работе, стоит заготовить следующие инструменты жестянщика:
- Для разрезания отрезка на заготовки применяются ножницы для резки металла.
- Используется киянка или резиновый молоток, который не оставляет вмятин. Вес инструмента подбирается тяжелый, но при этом контролируется сила удара.
- Для выполнения сгибов применяются плоскогубцы или клещи.
- Рекомендуются станки для жестяных работ. Подходит верстак, который позволяет ровно расположить лист и разметить.
- Для калибровки применяется трубка с толстыми стенками и уголок, который монтируется к краю верстака. Уголок выбирается массивный, так как на нем загибается металл. Труба помогает при изготовлении продольного шва магистрали.
- Тонкий стальной стержень используется в качестве разметчика. Его изготавливают самостоятельно. Для этого затачивают гвоздь.
- Рекомендуется инструмент для измерений. Для этого подходят рулетки и угольники.
Потребуется круглая деталь для сборки изделия. Для этого рекомендуется труба с сечением 90 мм и не слишком длинная.
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.
Переходники для соединения труб из жести
Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление водосточных труб.
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Делая разметку, стоит учитывать размеры изделия. Ширина – это размер диаметра плюс полтора дополнительных сантиметров. Длина заготовки должна быть больше прямого участка конструкции.
Далее жестяницкие работы состоят из формирования круглого профиля конструкции.
Работа с жестью своими руками производится следующим образом:
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. Для загибания используется киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Загибы выполняются так, чтобы киянка точно ложилась на поверхность уголка. Удары производятся точными и четкими, но не сильными, иначе шов сплющится.
Изготовление жестяных изделий завершается стыковкой. При этом совмещаются края, и
крепится шов. При этом горизонтальный участок пригибается вниз и прикрывает кромку. Выступающий шов пригибается к поверхности при помощи киянки. Загиб выполняется в сторону от г-образного фальца. Если сделать иначе, то вода проникнет внутрь.
Жестяные изделия своими руками требуется соединить. Края крепятся с помощью клепок из алюминия или стали.
- Через каждые три сантиметра проделываются отверстия для заклепок.
- Кромки пригибаются в сторону друг друга.
- Заготовка отгибается обратно, чтобы кромки находились на наружной стороне конструкции.
- Края монтируются при помощи заклепок.
Чтобы облегчить соединение конструкции, элемент в широкой стороне следует слегка развальцевать. Для обеспечения жесткости с краев изделия накатываются кольца. Правильная разметка способствует легкости состыковки с другими элементами, даже заводского производства.
Подобные изделия применяются для водостоков, вентиляционных систем и дымоходных конструкций.
Особенности работы с жестью: как согнуть лист железа и раскроить его
Чтобы создать изделия из жести своими руками, стоит ознакомиться с некоторыми нюансами работы с данным материалом. Рекомендации помогут облегчить монтаж и создать конструкцию в кратчайшие сроки.
- Придать листу жести необходимую форму позволит элемент соответствующей конфигурации. Сгибание выполняет постукивание с применением молотка.
- Чтобы сгиб был ровным, постукивания осуществляются близко друг от друга.
- Облегчить вырезание заготовки из стали поможет специальная петля из кожи. Данный элемент монтируется на ножницы и надевается на пальцы.
- После вырезания кромка обрабатывается стругом, который готовится их ножовочного материала.
- Изделия из жести иногда требуется разрезать. Это делается для придания фигурной формы изделию. Данную процедуру выполняют консервным ножом.
Чтобы материал хорошо резался ножом, его надпиливают ножовкой, а потом используют нож или ножницы.
ПОСМОТРЕТЬ ВИДЕО
Жестяные работы отличаются простотой и их можно сделать самостоятельно. Умение изготовить подобную конструкцию пригодится в быту. Труба из жести изготавливается просто, главное знать определенные нюансы процесса.
trubexpert.ru
как согнуть жестяную трубу, дымоход из оцинковки своими руками, изготовление из листа металла
Содержание:
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.

Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.

Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Инструкция по изготовлению жестяной трубы своими руками
Изготовление изделий из жести, включая трубы, проходит в три этапа:
- Подготовительные работы предполагают разметку заготовки и ее вырезание из жестяного листа.
- Формовка подразумевает формирование профиля трубы или другого изделия.
- В финале соединяются противоположные края заготовки.
А теперь более подробное описание каждого этапа изготовления жестяных труб своими руками.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.

Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 900. Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.

Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.

Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
trubaspec.com
инструмент и процесс изготовления жестняных изделий
 Как сделать трубу из жести? Этот вопрос интересует всех сторонников бюджетных решений в домашнем строительстве. Ведь самодельные жестяные трубы являются разумной альтернативой «магазинным» водостокам или вентиляционным кожухам. Поэтому в данной статье мы расскажем нашим читателям о том, как из жести сделать трубу, характеристики которой не уступают магазинным аналогам.
Как сделать трубу из жести? Этот вопрос интересует всех сторонников бюджетных решений в домашнем строительстве. Ведь самодельные жестяные трубы являются разумной альтернативой «магазинным» водостокам или вентиляционным кожухам. Поэтому в данной статье мы расскажем нашим читателям о том, как из жести сделать трубу, характеристики которой не уступают магазинным аналогам.
Особенности конструкционного материала
Перед началом работы нам стоит познакомиться с нашим конструкционным материалом – жестью. Этот материал относится к прокатной продукции. То есть, по сути, жесть — это тривиальная листовая сталь, выкатаная на вальцах прокатного стана до толщины в 0,1-0,7 миллиметра.
Однако в технологии изготовления жести нашлось место не только прокатным операциям. Ведь готовый продукт нужно еще и защитить от коррозии. Поэтому, после проката, сталь покрывают слоем материала, устойчивого к коррозии.
В итоге, потребитель получает лист стали, шириной от 512 до 1000 миллиметров, покрытый микронным слоем хрома, олова или цинка. Такой продукт очень пластичен — жесть можно обработать даже вручную. Причем, при накатке ребер жесткости, прочность жестяных изделий не уступает стальным аналогам. Поэтому жесть употребляют в процессе изготовления изделий сложной формы.
↑Инструменты и приспособления для изготовления трубы из жести
Мягкая и пластичная жесть не требует особых усилий, прилагаемых к листовой заготовке.
Поэтому в производстве жестяных изделий, чаще всего, используются следующие инструменты:
- Ручные ножницы по металлу. С помощью этого инструмента можно, без труда, разрезать листовую заготовку. Ведь максимальная толщина жести – всего 0,7 миллиметра.
- Молоток с мягким бойком. Это может быть и киянка – полностью деревянный молоток, и стальной инструмент с резиновой накладкой на ударнике.
Молотки с металлическими бойками, в данном случае, не используются. Они могут деформировать тонкий лист жести, испортив всю работу.
- Плоскогубцы. Ведь несмотря на мягкость тонкого металла, жестяная труба своими руками не гнется.
Кроме того, для выполнения части операций понадобится верстак, который будет использован и в процессе разметки, и в процессе резки заготовки, а также калибрующий элемент — стальная труба, диаметром от 100 миллиметров или уголок с гранями на 75 миллиметров.
Причем, и труба, и уголок должны быть жестко закреплены, ведь на их поверхностях мы будем заклепывать стыковочный шов трубы или короба.
Вдобавок, в процессе разметки заготовки нам понадобятся измерительные инструменты – металлическая линейка, рулетка, угольник и разметчик, представляющий собой остро заточенный, закаленный на конце стальной стержень.
↑Изготовление жестяных труб своими руками: инструкция процесса
Процесс изготовления жестяных труб и коробов можно разделить на три этапа:
- Подготовительный, начинающийся с разметки и заканчивающийся вырезанием заготовки.
- Формовочный, в процессе которого происходит формирования профиля трубы или короба.
- Финальный, в процессе которого выполняется соединение противоположных краев заготовки.
И далее мы рассмотрим интересующее нас ручное изготовление жестяных труб, которое будет реализовано в виде поэтапного процесса.
↑Первый этап – подготовка заготовки
Перед тем, как сделать из жести трубу, мы должны разметить листовую заготовку и вырезать из нее полуфабрикат – мерный участок, пригодный для формирования контура будущего изделия.
На ровном участке верстака раскатываем лист стали. От верхней кромки листа отмеряем длину трубы, делая отметку разметчиком или мелом. Далее берем угольник и по метке длины трубы проводим линию, перпендикулярную боковой кромке листа. После этого отмечаем на верхней кромке и прочерченной линии длину периметра короба или длину окружности трубы.
Причем к фактической длине окружности или периметру нужно добавить еще 15 миллиметров на стыковочные кромки.
Соединяем отметки сверху и снизу. Вырезаем заготовку из листа, делая боковой и продольный надрез.
Длину окружности можно измерить рулеткой, а можно вычислить по планируемому диаметру, используя общеизвестную формулу из школьного курса геометрии. Периметр – это сумма всех сторон нашего короба.
На этом предварительный этап закончен и нас ждет само изготовление трубы из жести своими руками, реализуемое в виде двух этапов: формовки профиля и обработки стыков.
↑Второй этап – формирование тела трубы
На следующем этапе наша цель — формовка профиля трубы.
Вдоль заготовки трубы отмечаем линию загиба фальца. С одной стороны она равняется 0,5 сантиметра, а с другой – один сантиметр. Загибаем фальцы под прямым углом к плоскости заготовки. Для этого размещаем заготовку вдоль стального уголка, совместив его ребро с линией загиба фальца и, ударами киянки, деформируем лист до соприкосновения с перпендикулярной 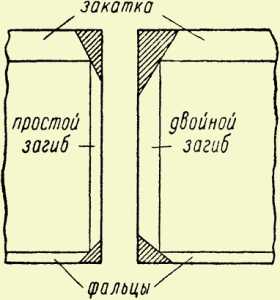 плоскостью уголка.
плоскостью уголка.
Причем деформацию нужно выполнять постепенно, вдоль всей плоскости загиба. А в самом начале для загиба кромки можно использовать плоскогубцы: ведь даже самая мягкая жесть, из которой делают трубы жестяные – своими руками не гнется.
Далее, на сантиметровом фальце отгибается под прямым углом от плоскости фальца Г-образный загиб. Причем верхняя часть Г-образного фальца должна быть параллельна плоскости заготовки. А длина этого участка составит 0,5 сантиметра.
Поэтому, отмечая фальцы на заготовке, нужно отмерить 0,5 сантиметра по одному краю и два раза по 0,5 сантиметра по краю под Г-образный загиб.
После формовки фальцев приступаем к формовке тела трубы. Для этого помещаем заготовку на калибрующую плоскость и обстукиваем лист жести киянкой до получения профиля нужной нам формы. Вначале у нас получится U-образный профиль, а затем и просто округлый профиль. При этом фальцы должны встретиться.
↑Третий этап – обработка стыковочного шва
На финальном этапе мы завершаем изготовление трубы, обжимая стыковочный шов.
Совмещаем вертикальные фальцы. Загибаем горизонтальный участок Г-образного фальца к низу. Он должен обернуться вокруг вертикального фальца с другого края заготовки. Полученный сэндвич, торчащий из трубы, загибаем к плоскости изделия, образуя стыковочный шов. Причем загиб вниз должен выполняться от Г-образного фальца к плоскости трубы.
В конце мы можем укрепить линию стыковки заклепками. Однако такая стыковка надежна и без этого.
vsetrybu.ru
Жестяные изделия на заказ в Бутово. Оцинкованные трубы для вентиляции. Жестяные работы в Бутово, изделия из жести, короба для вентиляции оцинкованные. Круглые воздуховоды из оцинкованной стали.
Жестяная мастерская «Zn-M»
Изготавливаем: трубы для вентиляции оцинкованные, уголки, переходники, короба для вентиляции оцинкованные.
| Часы работы: с 9.00 до 20.00 Работаем без выходных. Срок изготовления жестяных изделий — 3 дня. Уточняйте наличие незаказных изделий у оператора! Большинство позиций есть на складе. Будем рады Вам помочь! |  |
 | +7 (495) 364 6775 Менеджер по работе с клиентами |
| +7 (916) 364 1991 Вентиляция помещений (консультант) | |
| 446288683 Менеджер по работе с клиентами | |
 | ooo-domus Менеджер по работе с клиентами |
| [email protected] Для заказов | |
| [email protected] Для заказов | |
| [email protected] Почта жестяной мастерской (для заказов) |
Производим: короба для вентиляции оцинкованные, отливы, откосы, декоративные элементы, воздуховоды круглые.
Посетите официальный сайт мастерской: жестяная мастерская цех «Zn-M»:
более подробная информация и полные прайс-листы продукции.
 Жестяная мастерская предлагает всё для установки и монтажа вентиляции. Жестяные короба прямоугольные, круглые воздуховоды. Переходники, шиберы, отводы и многое другое для систем вентиляции.
Жестяная мастерская предлагает всё для установки и монтажа вентиляции. Жестяные короба прямоугольные, круглые воздуховоды. Переходники, шиберы, отводы и многое другое для систем вентиляции.
Комплектуем объекты под установку вентиляции.
Доставка на объекты.
|
|
Производим, продаём, изготавливаем под заказ фасонные элементы:
|
|
Труба оцинкованная вентиляционная, круглые воздуховоды из оцинкованной стали.
Монтаж систем вентиляции. Сжатые сроки, качество и гарантия.
Наши работы: зонт вытяжной для кухни + система вентиляции с выходом в вентканал
| Зонт вытяжной кухонный | Вытяжные зонты для кухни |
 |  |
www.remstroy-group.ru